一种双排辊轧机生产线的制作方法
本发明涉及用于高频焊管生产线生产多种管型的自动化切换,具体涉及到一种双排辊轧机生产线。
背景技术:
1、在现代化全自动高效生产线领域中,经常会遇到客户要求一条轧制生产线能够生产多种规格或者不同形状的产品,那么现有技术中,用于轧制圆管的轧制生产线已经能够通过自动化改变规格来实现小范围内生产不同尺寸的圆管,且用于轧制方矩管的轧制生产线也同样能够通过自动化改变规格来实现小范围内生产不同尺寸的方矩管,但是既能生产圆管又能生产方矩管的轧制生产线却没有产生,即现有技术情况下,生产圆管和生产方矩管只能是分别的通过单独两条不同的轧制生产线来实现,那么这就无法满足当代多样化的客户需求,那么为了能够满足客户的需求,实现一条生产线既能够生产圆管又能够生产方矩管,本领域的技术人员开发一种双排辊轧机生产线成为了必然的趋势。
技术实现思路
1、本实施方式提供了一种即能生产多种规格的方矩管又能生产多种规格的圆管的一种多样化连续管料轧制生产线,通过在同一条生产线中并入串联的两套加工不同形状产品的轧制主机,并通过侧移底座来实现轧制主机并入或者脱离生产线的轧制中心线来实现轧制不同形状产品的切换,本技术方案简单可靠并且造价低廉。
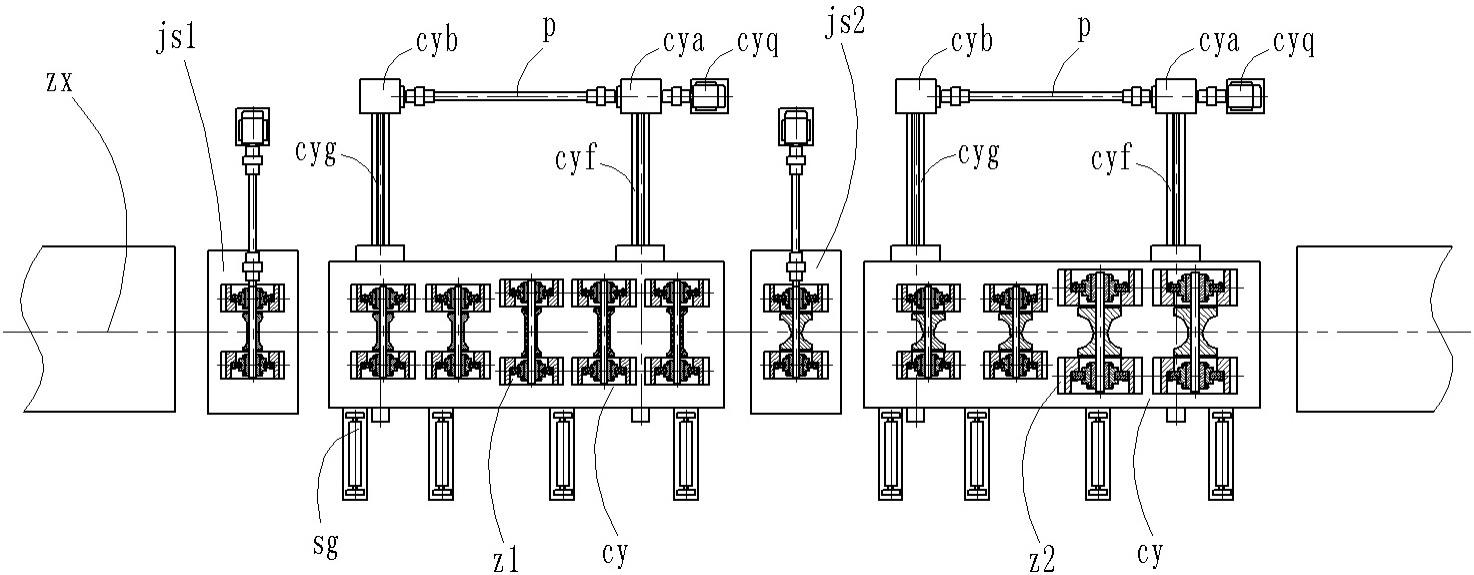
2、具体的,一方面,一种双排辊轧机生产线,用于轧制第一管型w1和第二管型w2,设有第一轧制主机z1和第二轧制主机z2,所述第一轧制主机z1用于轧制第一管型w1,第二轧制主机z2用于轧制第二管型w2且均设置在相同的轧制中心线上,所述第一轧制主机z1下方还设有侧移底座cy,所述侧移底座cy的侧方还设有输送辊sg且其能够产生垂直于轧制中心线方向的侧向移动来驱动设于其上的第一轧制主机z1离开轧制工位同时带动输送辊sg进入轧制工位产生替换,所述输送辊sg能够用来输送轧制物料。
3、根据本发明第一种实施例的具体实施方式的一个方面,所述第二轧制主机z2下方同样设有侧移底座cy,所述侧移底座cy的侧方还设有输送辊sg且其能够产生垂直于轧制中心线方向的侧向移动来驱动设于其上的第二轧制主机z2离开轧制工位同时带动输送辊sg进入轧制工位产生替换,所述输送辊sg能够用来输送轧制物料。
4、根据本发明第二种实施例的具体实施方式的一个方面,所述第二轧制主机z2上还设有全开工位,所述第二轧制主机z2在全开工位上能够无接触的穿过第一轧制主机z1轧制成型的第一管型w1。
5、根据本发明第二种实施例的具体实施方式的一个方面,所述第二轧制主机z2上还设有联动调节装置wer,移动轧辊ygg和移动轨道ypp,所述移动轧辊ygg设置在移动轨道ypp上,所述联动调节装置wer与移动轧辊ygg相互连接,所述联动调节装置wer能够驱动移动轧辊ygg在移动轨道ypp上滑动并移动至全开工位。
6、根据本发明第二种实施例的具体实施方式的一个方面,所述联动调节装置wer驱动移动轧辊ygg在移动轨道ypp上滑动的行程尺寸大于第一管型w1的最大外径尺寸。
7、根据本发明第二种实施例的具体实施方式的一个方面,所述侧移底座cy上还设有侧移驱动器cyq,第一拉动机cya,第二拉动机cyb,第一导轨cyf和第二导轨cyg,所述第一拉动机cya设于第一导轨cyf上,所述第二拉动机cyb设于第二导轨cyg上,所述第一拉动机cya和第二拉动机cyb之间通过联轴器p相互连接,所述侧移驱动器cyq设于第二拉动机cyb上,所述侧移底座cy设于第一导轨cyf和第二导轨cyg上且分别与第一拉动机cya和第二拉动机cyb相互连接。
8、根据本发明第二种实施例的具体实施方式的一个方面,所述第一轧制主机z1是方矩管轧制主机,所述第一管型w1是连续成型的方矩管,所述第二轧制主机z2是圆管轧制主机,所述第二管型w2是连续成型的圆管。
技术特征:
1.一种双排辊轧机生产线,用于轧制第一管型(w1)和第二管型(w2),设有第一轧制主机(z1)和第二轧制主机(z2),其特征在于所述第一轧制主机(z1)用于轧制第一管型(w1),第二轧制主机(z2)用于轧制第二管型(w2)且均设置在相同的轧制中心线上,所述第一轧制主机(z1)下方还设有侧移底座(cy),所述侧移底座(cy)的侧方还设有输送辊(sg)且其能够产生垂直于轧制中心线方向的侧向移动来驱动设于其上的第一轧制主机(z1)离开轧制工位同时带动输送辊(sg)进入轧制工位产生替换,所述输送辊(sg)能够用来输送轧制物料。
2.根据权利要求1所述的一种双排辊轧机生产线,其特征在于所述第二轧制主机(z2)下方同样设有侧移底座(cy),所述侧移底座(cy)的侧方还设有输送辊(sg)且其能够产生垂直于轧制中心线方向的侧向移动来驱动设于其上的第二轧制主机(z2)离开轧制工位同时带动输送辊(sg)进入轧制工位产生替换,所述输送辊(sg)能够用来输送轧制物料。
3.根据权利要求1所述的一种双排辊轧机生产线,其特征在于所述第二轧制主机(z2)上还设有全开工位,所述第二轧制主机(z2)在全开工位上能够无接触的穿过第一轧制主机(z1)轧制成型的第一管型(w1)。
4.根据权利要求3所述的一种双排辊轧机生产线,其特征在于所述第二轧制主机(z2)上还设有联动调节装置(wer),移动轧辊(ygg)和移动轨道(ypp),所述移动轧辊(ygg)设置在移动轨道(ypp)上,所述联动调节装置(wer)与移动轧辊(ygg)相互连接,所述联动调节装置(wer)能够驱动移动轧辊(ygg)在移动轨道(ypp)上滑动并移动至全开工位。
5.根据权利要求4所述的一种双排辊轧机生产线,其特征在于联动调节装置(wer)驱动移动轧辊(ygg)在移动轨道(ypp)上滑动的行程尺寸大于第一管型(w1)的最大外径尺寸。
6.根据权利要求2或权利要求5所述的一种双排辊轧机生产线,其特征在于侧移底座(cy)上还设有侧移驱动器(cyq),第一拉动机(cya),第二拉动机(cyb),第一导轨(cyf)和第二导轨(cyg),所述第一拉动机(cya)设于第一导轨(cyf)上,所述第二拉动机(cyb)设于第二导轨(cyg)上,所述第一拉动机(cya)和第二拉动机(cyb)之间通过联轴器(p)相互连接,所述侧移驱动器(cyq)设于第二拉动机(cyb)上,所述侧移底座(cy)设于第一导轨(cyf)和第二导轨(cyg)上且分别与第一拉动机(cya)和第二拉动机(cyb)相互连接。
7.根据权利要求6所述的一种双排辊轧机生产线,其特征在于所述第一轧制主机(z1)是方矩管轧制主机,所述第一管型(w1)是连续成型的方矩管,所述第二轧制主机(z2)是圆管轧制主机,所述第二管型(w2)是连续成型的圆管。
技术总结
一种双排辊轧机生产线,用于轧制第一管型和第二管型,设有第一轧制主机和第二轧制主机,所述第一轧制主机用于轧制第一管型,第二轧制主机用于轧制第二管型且均设置在相同的轧制中心线上,所述第一轧制主机下方还设有侧移底座,所述侧移底座的侧方还设有输送辊且其能够产生垂直于轧制中心线方向的侧向移动来驱动设于其上的第一轧制主机离开轧制工位同时带动输送辊进入轧制工位产生替换,所述输送辊能够用来输送轧制物料。本技术方案通过在同一条生产线中并入串联的两套加工不同形状产品的轧制主机,并通过侧移底座来实现轧制主机并入或者脱离生产线的轧制中心线来实现轧制不同形状产品的切换,本技术方案简单可靠并且造价低廉。
技术研发人员:高国武
受保护的技术使用者:大连富地重工机械制造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!