铝合金管材在线矫直导路及铝合金管材挤出设备的制作方法
本发明涉及管材加工领域,特别是涉及一种铝合金管材在线矫直导路。此外,本发明还涉及一种包括上述铝合金管材在线矫直导路的铝合金管材挤出设备。
背景技术:
1、随着我国航空、航天、舰船等领域的迅速发展,大规格厚壁铝合金管材的应用越来越多,市场增量逐年增多,降低大规格厚壁铝合金管材生产成本、提高生产效率迫在眉睫。
2、大规格厚壁铝合金管材一般采用在大型卧式挤压机上挤压制备,由于卧式挤压机的挤压针与挤压筒存在偏心,因铸锭上下温差导致管材上下流度不均和重力等因素,管子挤出模孔后,头端会往下垂,造成向下弯头和弯曲。随着管材的挤出,头端温度下降,弯曲度定型,弯曲部分在接触到辊道时,会使管材翘起,导致后端弯曲严重。当管材冷却后,强度变高,后序工序矫直困难,导致成品率低。
3、因此,如何提供一种矫直铝合金管材的铝合金管材在线矫直导路是本领域技术人员目前需要解决的技术问题。
技术实现思路
1、本发明的目的是提供一种铝合金管材在线矫直导路,通过驱动器和矫直辊对刚挤出的铝合金管材进行在线矫直,解决管材弯头和弯曲度严重的问题,减少后面矫直工序的劳动强度,提高生产效率和降低成本。本发明的另一目的是提供一种包括上述铝合金管材在线矫直导路的铝合金管材挤出设备。
2、为解决上述技术问题,本发明提供一种铝合金管材在线矫直导路,包括套筒和安装于所述套筒的多个驱动器,所述套筒一端的开口对准模具出口且所述套筒的轴线与挤出方向同轴布置,各所述驱动器内端均设置有支架,各所述支架均铰接有矫直辊,所述支架及所述矫直辊位于所述套筒内,所述矫直辊的侧面设置有与挤出管材外表面形状匹配的弧形凹槽,且所述矫直辊的旋转轴线垂直于挤出管材,所述驱动器能够驱动对应的所述矫直辊沿所述套筒径向移动,使所述弧形槽贴紧挤出管材外表面。
3、优选地,多个所述矫直辊均匀分布于同一圆周平面外围,所述圆周平面垂直于所述套筒轴线,且所述套筒轴线穿过所述圆周平面圆心。
4、优选地,包括沿所述套筒轴向依次排布的多组所述矫直辊,每组的多个所述矫直辊均匀分布于同一所述圆周平面外围。
5、优选地,包括两组所述矫直辊,每组包括四个所述矫直辊,同组的四个所述矫直辊呈十字型排布。
6、优选地,所述套筒外壁设置有对应各所述驱动器的多个保护壳,所述驱动器插入所述保护壳内。
7、优选地,所述驱动器具体为径向延伸的液压缸,所述液压缸的伸出端朝向所述套筒中心并连接所述支架。
8、优选地,所述套筒内设置有弯曲检测装置。
9、优选地,所述支架包括底板和设置于所述底板两侧的侧板,所述驱动器连接所述底板,所述侧板垂直于所述底板并向所述套筒中心延伸,两个所述侧板分别连接转轴的两端,所述矫直辊连接所述转轴,所述转轴垂直于挤出管材。
10、优选地,所述底板平行于所述转轴。
11、本发明提供一种铝合金管材挤出设备,包括如上述任意一项所述的铝合金管材在线矫直导路。
12、本发明提供一种铝合金管材在线矫直导路,包括套筒和安装于套筒的多个驱动器,套筒一端的开口对准模具出口且套筒的轴线与挤出方向同轴布置,各驱动器内端均设置有支架,各支架均铰接有矫直辊,支架及矫直辊位于套筒内,矫直辊的侧面设置有与挤出管材外表面形状匹配的弧形凹槽,且矫直辊的旋转轴线垂直于挤出管材,驱动器能够驱动对应的矫直辊沿套筒径向移动,使弧形槽贴紧挤出管材外表面。
13、由模具出口挤出的铝合金管材进入套筒,通过驱动器调节矫直辊的位置,使矫直辊的弧形槽贴紧挤出管材外表面,并对刚挤出的铝合金管材进行在线矫直,由于刚挤压出的铝合金管材温度较高,硬度低,便于矫直,解决管材弯头和弯曲度严重的问题,减少后面矫直工序的劳动强度,提高生产效率和降低成本。
14、本发明还提供一种包括上述铝合金管材在线矫直导路的铝合金管材挤出设备,由于上述铝合金管材在线矫直导路具有上述技术效果,上述铝合金管材挤出设备也应具有同样的技术效果,在此不再详细介绍。
技术特征:
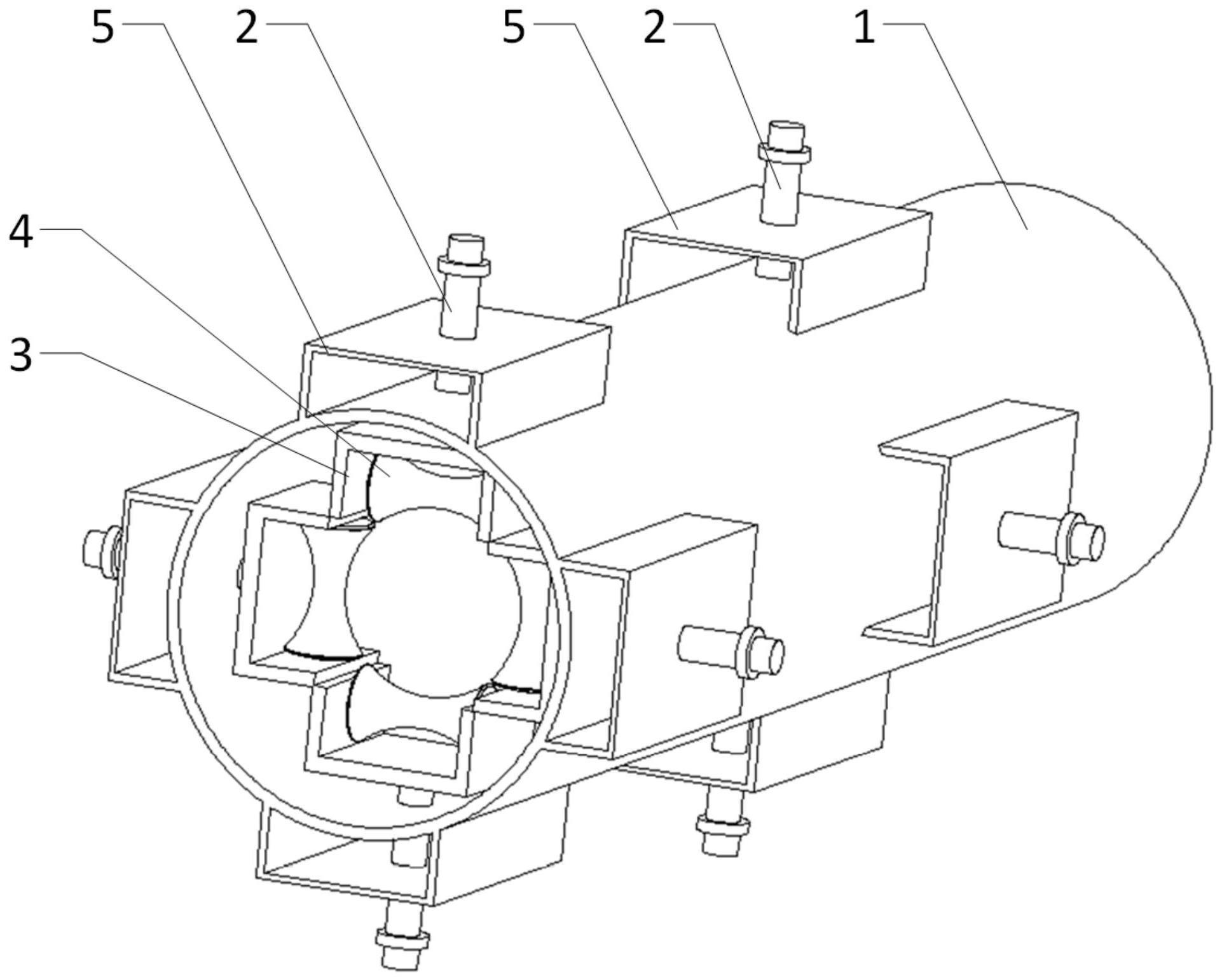
1.一种铝合金管材在线矫直导路,其特征在于,包括套筒(1)和安装于所述套筒(1)的多个驱动器(2),所述套筒(1)一端的开口对准模具(6)出口且所述套筒(1)的轴线与挤出方向同轴布置,各所述驱动器(2)内端均设置有支架(3),各所述支架(3)均铰接有矫直辊(4),所述支架(3)及所述矫直辊(4)位于所述套筒(1)内,所述矫直辊(4)的侧面设置有与挤出管材(7)外表面形状匹配的弧形凹槽,且所述矫直辊(4)的旋转轴线垂直于挤出管材(7),所述驱动器(2)能够驱动对应的所述矫直辊(4)沿所述套筒(1)径向移动,使所述弧形槽贴紧挤出管材(7)外表面。
2.根据权利要求1所述的铝合金管材在线矫直导路,其特征在于,多个所述矫直辊(4)均匀分布于同一圆周平面外围,所述圆周平面垂直于所述套筒(1)轴线,且所述套筒(1)轴线穿过所述圆周平面圆心。
3.根据权利要求2所述的铝合金管材在线矫直导路,其特征在于,包括沿所述套筒(1)轴向依次排布的多组所述矫直辊(4),每组的多个所述矫直辊(4)均匀分布于同一所述圆周平面外围。
4.根据权利要求3所述的铝合金管材在线矫直导路,其特征在于,包括两组所述矫直辊(4),每组包括四个所述矫直辊(4),同组的四个所述矫直辊(4)呈十字型排布。
5.根据权利要求4所述的铝合金管材在线矫直导路,其特征在于,所述套筒(1)外壁设置有对应各所述驱动器(2)的多个保护壳(5),所述驱动器(2)插入所述保护壳(5)内。
6.根据权利要求1所述的铝合金管材在线矫直导路,其特征在于,所述驱动器(2)具体为径向延伸的液压缸,所述液压缸的伸出端朝向所述套筒(1)中心并连接所述支架(3)。
7.根据权利要求1所述的铝合金管材在线矫直导路,其特征在于,所述套筒(1)内设置有弯曲检测装置。
8.根据权利要求1至7任意一项所述的铝合金管材在线矫直导路,其特征在于,所述支架(3)包括底板和设置于所述底板两侧的侧板,所述驱动器(2)连接所述底板,所述侧板垂直于所述底板并向所述套筒(1)中心延伸,两个所述侧板分别连接转轴的两端,所述矫直辊(4)连接所述转轴,所述转轴垂直于挤出管材(7)。
9.根据权利要求8所述的铝合金管材在线矫直导路,其特征在于,所述底板平行于所述转轴。
10.一种铝合金管材挤出设备,其特征在于,包括如权利要求1至9任意一项所述的铝合金管材在线矫直导路。
技术总结
本发明公开一种铝合金管材在线矫直导路,包括套筒和安装于套筒的多个驱动器,套筒一端的开口对准模具出口且套筒的轴线与挤出方向同轴布置,各驱动器内端均设置有支架,各支架均铰接有矫直辊,支架及矫直辊位于套筒内,矫直辊的侧面设置有与挤出管材外表面形状匹配的弧形凹槽,且矫直辊的旋转轴线垂直于挤出管材,驱动器能够驱动对应的矫直辊沿套筒径向移动,使弧形槽贴紧挤出管材外表面。对刚挤出的铝合金管材进行在线矫直,由于刚挤压出的铝合金管材温度较高,硬度低,便于矫直,解决管材弯头和弯曲度严重的问题,减少后面矫直工序的劳动强度,提高生产效率和降低成本。本发明还提供一种包括上述铝合金管材在线矫直导路的铝合金管材挤出设备。
技术研发人员:陈柏屹,王小刚,陈庆,钟彬
受保护的技术使用者:西南铝业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!