磁环装配机的制作方法
本发明涉及电机生产设备,尤其涉及磁环装配机。
背景技术:
1、电机在组装生产过程中需要将磁环组件装入电机组件,现有的组装方式是人工将电机组件放置于承载台,再将磁环组件放置于电机组件,利用压装气缸下压磁环组件,从而完成磁环组件和电机组件的装配工作,但现有的这种组装方式自动化程度低,无法满足安全生产要求。
2、因此,亟需磁环装配机构,以解决上述问题。
技术实现思路
1、本发明的一个目的在于:提供磁环装配机,提高自动化程度,保证生产安全。
2、为达此目的,本发明采用以下技术方案:
3、磁环装配机,所述磁环装配机包括机架和压装机构,所述压装机构安装于所述机架,所述压装机构包括:
4、第一承载组件,滑动设置于所述机架,所述第一承载组件用于承载磁环组件和电机组件;
5、压装组件,所述压装组件包括承载架和第一驱动件,所述承载架横跨于所述第一承载组件的顶部,所述第一驱动件安装于所述承载架,所述第一驱动件的输出端设置有压装头,所述压装头开设有真空通道,所述真空通道与真空发生器连通,所述真空通道的吸附口开设于所述压装头的外侧壁,所述第一驱动件驱动所述压装头压入所述磁环组件的内圈,所述吸附口用于吸附所述磁环组件的内壁。
6、作为一种可选的技术方案,所述第一驱动件的输出端还设置有第一安装板,所述第一安装板沿竖直方向活动插设有压柱,所述压柱的周部套设有第一弹簧,所述第一弹簧的一端抵接于所述第一安装板,所述第一弹簧的另一端抵接于所述压柱,所述压柱用于压紧所述第一承载组件上的所述电机组件。
7、作为一种可选的技术方案,所述第一承载组件包括:
8、第一滑轨,所述第一滑轨延伸至所述承载架的底部,所述第一滑轨上滑动安装有第一机壳模具,所述第一机壳模具的顶部设有定位柱和第一放置座,所述定位柱用于插入所述电机组件的定位孔,所述第一放置座用于承载所述磁环组件;
9、第二驱动件,安装于所述机架,所述第二驱动件的输出端连接于所述第一机壳模具。
10、作为一种可选的技术方案,所述压装机构的一侧设置有涂胶机构,所述涂胶机构包括:
11、胶枪组件,所述胶枪组件用于对所述磁环组件的外壁涂胶;
12、第二承载组件,所述第二承载组件包括第二滑轨和第三驱动件,所述第二滑轨延伸至所述胶枪组件的底部,所述第二滑轨上滑动安装有第二放置座,所述第二放置座用于承载所述磁环组件,所述第三驱动件的输出端连接于所述第二放置座。
13、作为一种可选的技术方案,所述第一滑轨与所述第二滑轨之间横跨设置有第一搬运模组,所述第一搬运模组包括:
14、第一横移组件,所述第一横移组件横跨于所述第一滑轨与所述第二滑轨之间;
15、第四驱动件,安装于所述第一横移组件的输出端,所述第一横移组件带动所述第四驱动件在所述第一滑轨与所述第二滑轨之间往复移动,所述第四驱动件的输出端设置有伺服旋转电爪,所述伺服旋转电爪的外壁设置有摩擦纹,所述第四驱动件用于驱动所述伺服旋转电爪插入所述磁环组件的内圈,所述伺服旋转电爪设有所述摩擦纹的外壁紧密抵接于所述磁环组件的内壁。
16、作为一种可选的技术方案,所述第一滑轨的一侧设置有检测组件,所述检测组件包括第五驱动件,所述第五驱动件的输出端设置有第二安装板,所述第二安装板安装有压头和位移传感器,多个所述位移传感器环绕于所述压头的周部,所述第五驱动件用于驱动所述压头压入所述磁环组件的内圈,所述位移传感器用于检测所述磁环组件的姿态。
17、作为一种可选的技术方案,所述压装机构的另一侧设置有打螺钉机构,所述打螺钉机构包括:
18、打螺钉组件,所述打螺钉组件用于将螺钉锁紧于所述电机组件;
19、第三承载组件,所述第三承载组件包括第三滑轨和第六驱动件,所述第三滑轨延伸至所述打螺钉组件的底部,所述第三滑轨上滑动安装有第二机壳模具,所述第二机壳模具用于承载所述电机组件,所述第六驱动件的输出端连接于所述第二机壳模具。
20、作为一种可选的技术方案,所述第三承载组件还包括:
21、旋转座,转动设置于所述第二机壳模具;
22、同步轮,固定套设于所述旋转座的周部;
23、旋转电机,安装于所述第二机壳模具,所述旋转电机的输出端与所述同步轮之间绕设有同步带;
24、旋转模具头,沿竖直方向活动插设于所述旋转座,所述旋转模具头用于插接所述电机组件的转子,所述旋转电机用于带动所述转子绕竖直线转动。
25、作为一种可选的技术方案,所述第三承载组件还包括第二弹簧,所述第二弹簧设置于所述旋转模具头的底部,所述第二弹簧用于弹性支撑所述旋转模具头。
26、作为一种可选的技术方案,所述涂胶机构、所述压装机构以及所述打螺钉机构三者的同一侧还设置有传送机构,所述传送机构用于传送物料,所述打螺钉机构还包括:
27、第二横移组件,所述第二横移组件设置于所述第三滑轨与所述传送机构之间,所述第二横移组件的输出端设置有吸附组件和夹持翻转组件,所述夹持翻转组件用于夹持所述电机组件,所述吸附组件用于将垫片放置于所述电机组件。
28、本发明的有益效果在于:
29、本发明提供磁环装配机,磁环装配机运行时,第一承载组件将磁环组件输送至压装头的底部,第一驱动件驱动压装头压入磁环组件的内圈,真空通道形成真空状态,吸附口吸附磁环组件,第一驱动件再将磁环组件抬升,第一承载组件将电机组件输送至压装头的底部,第一驱动件驱动压装头和磁环组件靠近电机组件,磁环组件压入电机组件之后真空通道解除真空状态,吸附口释放磁环组件,第一驱动件带动压装头抬升远离电机组件和磁环组件。本发明的磁环装配机自动化程度高,能够保证生产安全,降低安全风险。
技术特征:
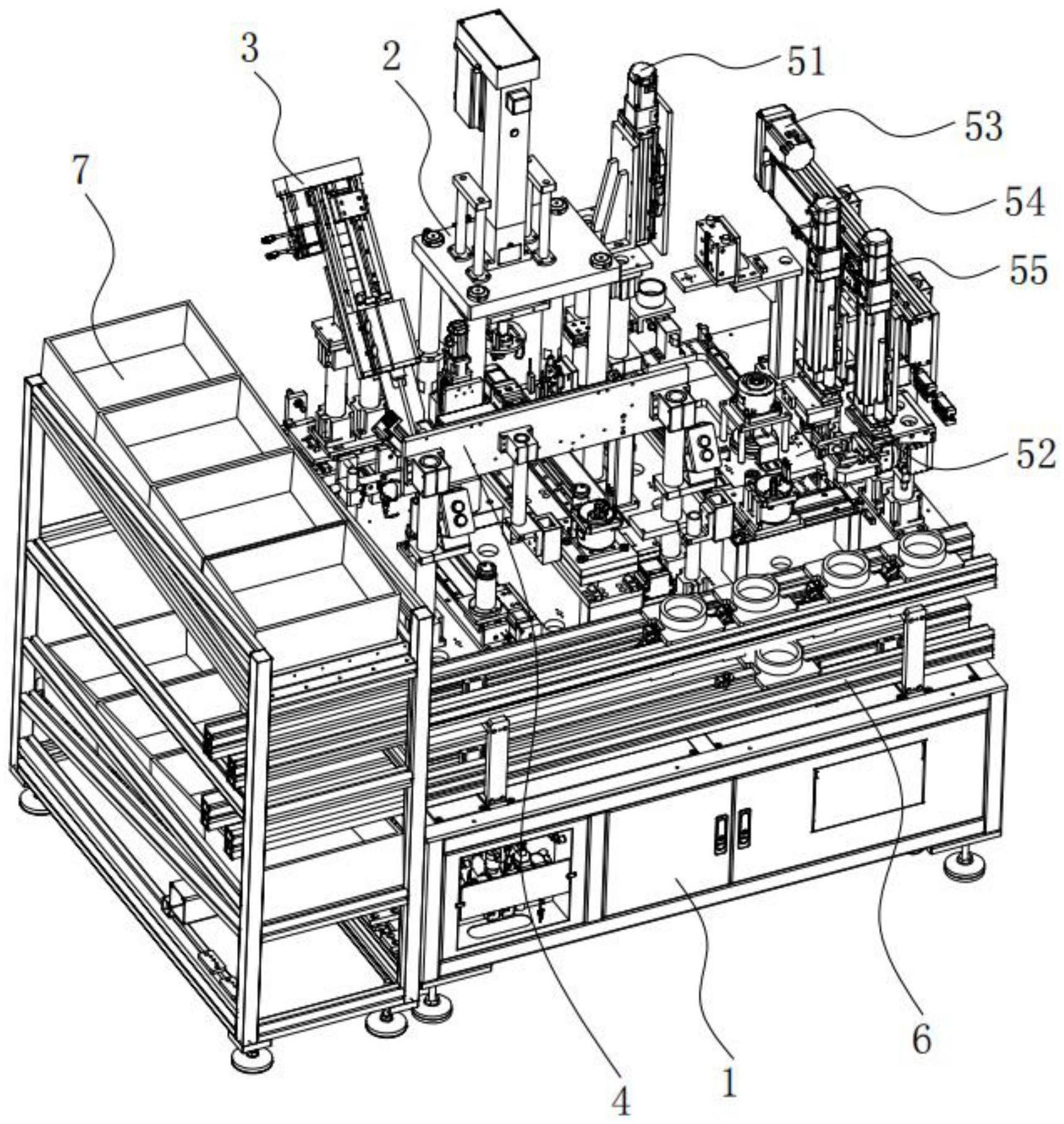
1.磁环装配机,其特征在于,所述磁环装配机包括机架(1)和压装机构(2),所述压装机构(2)安装于所述机架(1),所述压装机构(2)包括:
2.根据权利要求1所述的磁环装配机,其特征在于,所述第一驱动件(222)的输出端还设置有第一安装板(226),所述第一安装板(226)沿竖直方向活动插设有压柱(227),所述压柱(227)的周部套设有第一弹簧(228),所述第一弹簧(228)的一端抵接于所述第一安装板(226),所述第一弹簧(228)的另一端抵接于所述压柱(227),所述压柱(227)用于压紧所述第一承载组件(21)上的所述电机组件(200)。
3.根据权利要求1所述的磁环装配机,其特征在于,所述第一承载组件(21)包括:
4.根据权利要求3所述的磁环装配机,其特征在于,所述压装机构(2)的一侧设置有涂胶机构(3),所述涂胶机构(3)包括:
5.根据权利要求4所述的磁环装配机,其特征在于,所述第一滑轨(211)与所述第二滑轨(321)之间横跨设置有第一搬运模组(4),所述第一搬运模组(4)包括:
6.根据权利要求5所述的磁环装配机,其特征在于,所述第一滑轨(211)的一侧设置有检测组件(23),所述检测组件(23)包括第五驱动件(231),所述第五驱动件(231)的输出端设置有第二安装板(232),所述第二安装板(232)安装有压头(233)和位移传感器(234),多个所述位移传感器(234)环绕于所述压头(233)的周部,所述第五驱动件(231)用于驱动所述压头(233)压入所述磁环组件(100)的内圈,所述位移传感器(234)用于检测所述磁环组件(100)的姿态。
7.根据权利要求4所述的磁环装配机,其特征在于,所述压装机构(2)的另一侧设置有打螺钉机构(5),所述打螺钉机构(5)包括:
8.根据权利要求7所述的磁环装配机,其特征在于,所述第三承载组件(52)还包括:
9.根据权利要求8所述的磁环装配机,其特征在于,所述第三承载组件(52)还包括第二弹簧(529),所述第二弹簧(529)设置于所述旋转模具头(528)的底部,所述第二弹簧(529)用于弹性支撑所述旋转模具头(528)。
10.根据权利要求7所述的磁环装配机,其特征在于,所述涂胶机构(3)、所述压装机构(2)以及所述打螺钉机构(5)三者的同一侧还设置有传送机构(6),所述传送机构(6)用于传送物料,所述打螺钉机构(5)还包括:
技术总结
本发明属于电机生产设备技术领域,公开磁环装配机,磁环装配机包括机架和压装机构,压装机构安装于机架,压装机构包括第一承载组件和压装组件,第一承载组件滑动设置于机架,第一承载组件用于承载磁环组件和电机组件;压装组件包括承载架和第一驱动件,承载架横跨于第一承载组件的顶部,第一驱动件安装于承载架,第一驱动件的输出端设置有压装头,压装头开设有真空通道,真空通道与真空发生器连通,真空通道的吸附口开设于压装头的外侧壁,第一驱动件驱动压装头压入磁环组件的内圈,吸附口用于吸附磁环组件的内壁。本发明的磁环装配机能够提高电机生产的自动化程度,保证生产安全。
技术研发人员:徐志强,付思乐
受保护的技术使用者:深圳市金岷江智能装备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!