一种长条形零件自动化钻孔攻丝倒角多工位一体式设备的制作方法
本发明公开一种多工位一体式设备,特别是一种长条形零件自动化钻孔攻丝倒角多工位一体式设备,属于机械加工设备领域。
背景技术:
1、近年来,随着制造业和科学技术的不断发展,手工业和半机械化的设备存在生产效率低、质量差和人工成本高等问题,在现代制造生产中越来越缺乏竞争力。随着工业4.0时代的到来,大部分的企业通过技术改革和创新的手段,使生产制造过程逐步向机械自动化转化,实现全自动生产、品质控制和故障诊断等,有效提升了企业的生产效率、产品质量稳定性和加工精度。自动化设备的研发,能大幅度代替了人工作业,为企业节约成本,且高效的生产率和产品质量更是使企业在市场上占据优势。
2、目前的长条形零件钻孔、攻丝、倒角等设备多数为半自动化程度,普遍采用人工单工序生产,即加工完一个工序后,由人工转运至另一工序进行加工,不能保证生产效率和节约成本。加之,在钻孔、攻丝和倒角等加工过程中,均需要对工件进行多次装夹,装夹操作都是人工手动进行的,由于人工装夹定位容易出现误差,从而造成产品质量不稳定,产品良率不足,满足不了广大消费者的需求,这些工序是提高劳动生产率与产品质量所急需改进的环节。
技术实现思路
1、针对上述提到的现有技术中的长条形零件钻孔、攻丝、倒角是分开单独加工的,不能保证生产效率和产品质量的问题,本发明提供一种长条形零件自动化钻孔攻丝倒角多工位一体式设备,其根据长条形零件自动化生产的需要,实现长条形零件的一次装夹完成钻孔、攻丝和倒角加工过程,能够实现一次装夹完成多道工序,有效提高长条零件的生产率与产品质量。
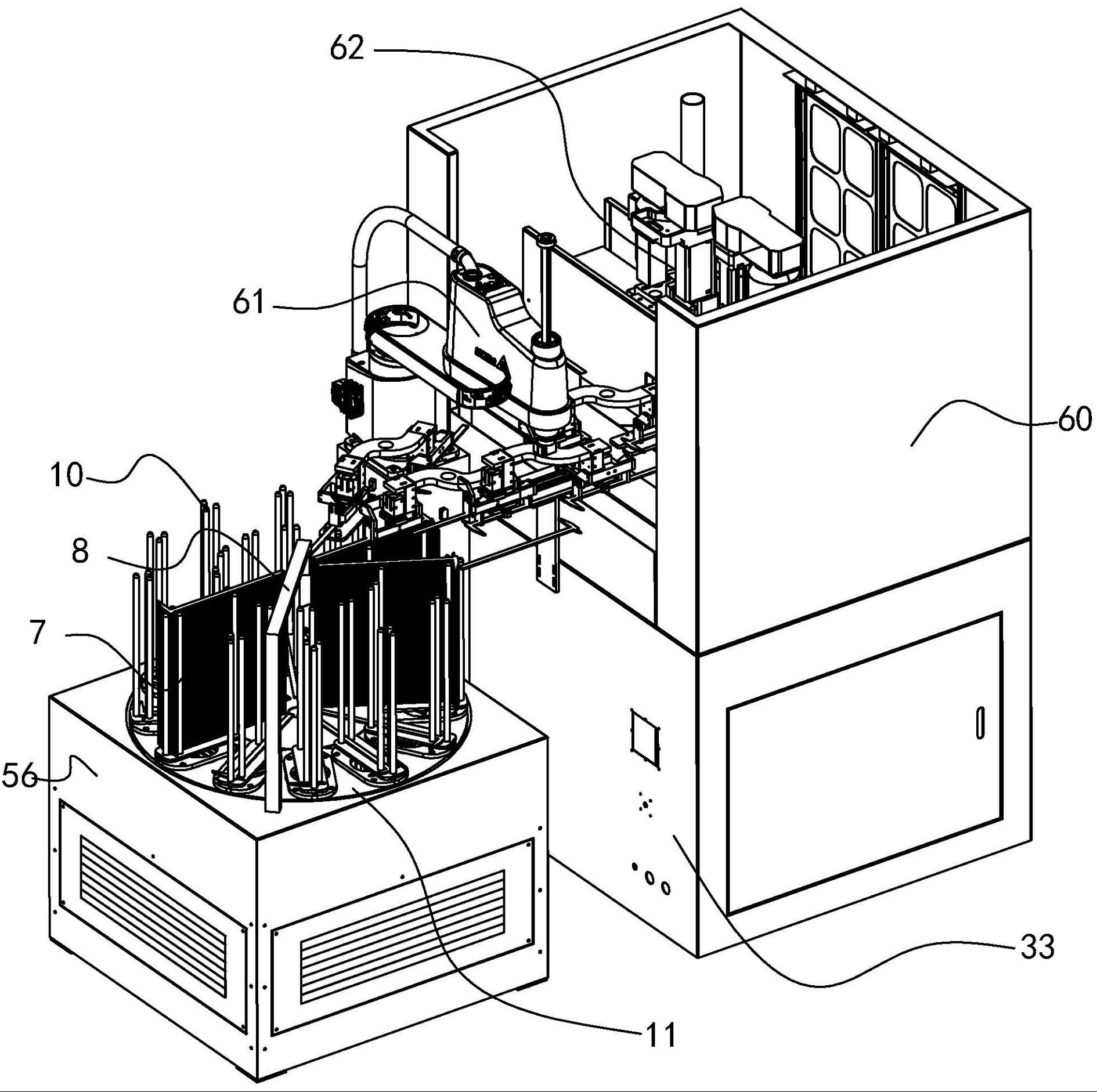
2、本发明解决其技术问题采用的技术方案是:一种长条形零件自动化钻孔攻丝倒角多工位一体式设备,该设备包括料仓机构、输送系统、加工中心和机架,加工中心安装在机架上,输送系统对应于料仓机构和加工中心设置,通过输送系统将待加工长条形零件从料仓机构转移至加工中心。
3、本发明解决其技术问题采用的技术方案进一步还包括:
4、所述的料仓机构包括箱体垫脚、料仓箱体、支撑柱、第一减速器、储料盘、定位杆、定位传感器、定位柱、料仓工作台、第一分割器、料仓电机和料仓底座,料仓箱体固定安装在箱体垫脚上,料仓底座固定安装在料仓箱体上方,第一减速器、料仓电机和第一分割器固定安装在料仓底座上,第一减速器与料仓电机相连接,第一分割器与第一减速器连接,支撑柱固定安装在料仓底座上,支撑柱设置有一个以上,料仓工作台设置在支撑柱上方,料仓工作台与第一分割器连接,料仓工作台上方设置有一个以上的储料盘,储料盘上固定设置有一个以上的定位柱。
5、所述的料仓工作台上安装有定位杆,定位杆上固定安装有定位传感器,定位传感器对应于定位柱顶部设置。
6、所述的一个以上支撑柱在料仓底座上呈环形分布,支撑柱顶部设置有滚珠,支撑柱对应于料仓工作台外侧边沿设置。
7、所述的输送系统包括固定底座、固定支撑架、机械抓手、第二电机、固定关节、第一机械臂、旋转轴、机械臂壳体、第一穿线管、升降杆、升降导轨、第二机械臂、旋转块、装夹电机、连接块和第二定位传感器,固定支撑架固定安装在固定底座上,固定支撑架顶部设置有固定关节,固定关节内设置有旋转轴,与旋转轴一起固定安装有第一机械臂,固定支撑架上安装有第二电机,第二电机与旋转轴相互连接,第一机械臂端头处安装有第二机械臂,第二机械臂端头处安装有升降导轨,升降导轨内插装有升降杆,
8、所述的固定支撑架和机械臂壳体之间连接有第一穿线管,第一穿线管内设置有控制线
9、所述的升降杆底部安装有旋转块,旋转块呈“s”形,两端呈中心对称形状,旋转块两个端头处分别固定安装有一个机械抓手,每个机械转手分别包括连接块、装夹电机和夹具,每个连接块上分别安装有一个装夹电机,每个装夹电机上分别安装有夹具。
10、所述的连接块上安装有第二定位传感器,第二定位传感器对应于夹具设置。
11、所述的加工中心包括加工中心底座、加工中心支撑柱、第三定位传感器、加工中心工作台、第一刀具、第二分割器、第二刀具、限位块和第二减速器,加工中心支撑柱固定安装在加工中心底座上,第二分割器安装在加工中心支撑柱上,加工中心工作台安装在第二分割器上,第一刀具和第二刀具分别设置在加工中心工作台上方,第一刀具固定安装在第一刀具安装架上,第一刀具安装架固定安装在加工中心底座上,第一刀具安装架上安装有刀具第一电机,刀具第一电机驱动第一刀具转动,第二刀具固定安装在第二刀具安装架上,第二刀具安装架固定安装在加工中心底座上,第二刀具安装架上安装有刀具第二电机,刀具第二电机驱动第二刀具转动,加工中心工作台上固定安装有第二减速器,与第二减速器对应设置有限位块,加工中心工作台上固定安装有第三定位传感器。
12、所述的第一刀具和第二刀具下方分别设置有下屑盘,下屑盘两侧分别固定设置有第一固定件和第二固定件,加工中心底座上固定安装有第一定位块和第二定位块,下屑盘固定安装在第一定位块和第二定位块上。
13、本发明的有益效果是:本发明为一种全自动设备,通过数控技术进行控制,可使生产率有明显的提升。本发明为上下料钻孔、攻丝、倒角多工位一体加工,一次装夹进行多道工序加工,提高了机加工质量。本发明中设置有废屑收集装置,可以将加工产生的废屑进入废料箱,使工位卫生、干净。发明采用水平关节机械手上、下料,实现一人操机兼顾其他工作的工作模式,进一步降低人工成本。
14、下面将结合附图和具体实施方式对本发明做进一步说明。
技术特征:
1.一种长条形零件自动化钻孔攻丝倒角多工位一体式设备,其特征是:所述的设备包括料仓机构、输送系统(61)、加工中心(62)和机架,加工中心安装在机架上,输送系统对应于料仓机构和加工中心设置,通过输送系统将待加工长条形零件从料仓机构转移至加工中心。
2.根据权利要求1所述的长条形零件自动化钻孔攻丝倒角多工位一体式设备,其特征是:所述的料仓机构包括箱体垫脚(1)、料仓箱体(2)、支撑柱(4)、第一减速器(5)、储料盘(6)、定位杆(8)、定位传感器(9)、定位柱(10)、料仓工作台(11)、第一分割器(12)、料仓电机(13)和料仓底座(14),料仓箱体(2)固定安装在箱体垫脚(1)上,料仓底座(14)固定安装在料仓箱体(2)上方,第一减速器(5)、料仓电机(13)和第一分割器(12)固定安装在料仓底座(14)上,第一减速器(5)与料仓电机(13)相连接,第一分割器(12)与第一减速器(5)连接,支撑柱(4)固定安装在料仓底座(14)上,支撑柱(4)设置有一个以上,料仓工作台(11)设置在支撑柱(4)上方,料仓工作台(11)与第一分割器(12)连接,料仓工作台(11)上方设置有一个以上的储料盘(6),储料盘(6)上固定设置有一个以上的定位柱(10)。
3.根据权利要求2所述的长条形零件自动化钻孔攻丝倒角多工位一体式设备,其特征是:所述的料仓工作台(11)上安装有定位杆(8),定位杆(8)上固定安装有定位传感器(9),定位传感器(9)对应于定位柱(10)顶部设置。
4.根据权利要求2所述的长条形零件自动化钻孔攻丝倒角多工位一体式设备,其特征是:所述的一个以上支撑柱(4)在料仓底座(14)上呈环形分布,支撑柱(4)顶部设置有滚珠,支撑柱(4)对应于料仓工作台(11)外侧边沿设置。
5.根据权利要求1所述的长条形零件自动化钻孔攻丝倒角多工位一体式设备,其特征是:所述的输送系统包括固定底座(15)、固定支撑架(16)、机械抓手(18)、第二电机(19)、固定关节(20)、第一机械臂(21)、旋转轴(22)、机械臂壳体(23)、第一穿线管(24)、升降杆(25)、升降导轨(26)、第二机械臂(27)、旋转块(28)、装夹电机(29)、连接块(30)和第二定位传感器(31),固定支撑架(16)固定安装在固定底座(15)上,固定支撑架(16)顶部设置有固定关节(20),固定关节(20)内设置有旋转轴(22),与旋转轴(22)一起固定安装有第一机械臂(21),固定支撑架(16)上安装有第二电机(19),第二电机(19)与旋转轴(22)相互连接,第一机械臂(21)端头处安装有第二机械臂(27),第二机械臂(27)端头处安装有升降导轨(26),升降导轨(26)内插装有升降杆(25)。
6.根据权利要求5所述的长条形零件自动化钻孔攻丝倒角多工位一体式设备,其特征是:所述的固定支撑架(16)和机械臂壳体(23)之间连接有第一穿线管(24),第一穿线管(24)内设置有控制线。
7.根据权利要求5所述的长条形零件自动化钻孔攻丝倒角多工位一体式设备,其特征是:所述的升降杆(25)底部安装有旋转块(28),旋转块(28)呈“s”形,两端呈中心对称形状,旋转块(28)两个端头处分别固定安装有一个机械抓手(18),每个机械转手(18)分别包括连接块(30)、装夹电机(29)和夹具(32),每个连接块(30)上分别安装有一个装夹电机(29),每个装夹电机(29)上分别安装有夹具(32)。
8.根据权利要求5所述的长条形零件自动化钻孔攻丝倒角多工位一体式设备,其特征是:所述的连接块(30)上安装有第二定位传感器(31),第二定位传感器(31)对应于夹具(32)设置。
9.根据权利要求1所述的长条形零件自动化钻孔攻丝倒角多工位一体式设备,其特征是:所述的加工中心包括加工中心底座(45)、加工中心支撑柱(46)、第三定位传感器(47)、加工中心工作台(48)、第一刀具(49)、第二分割器(50)、第二刀具(51)、限位块(52)和第二减速器(53),加工中心支撑柱(46)固定安装在加工中心底座(45)上,第二分割器(50)安装在加工中心支撑柱(46)上,加工中心工作台(48)安装在第二分割器(50)上,第一刀具(49)和第二刀具(51)分别设置在加工中心工作台(48)上方,第一刀具(49)固定安装在第一刀具安装架(58)上,第一刀具安装架(58)固定安装在加工中心底座(45)上,第一刀具安装架(58)上安装有刀具第一电机(38),刀具第一电机(38)驱动第一刀具(49)转动,第二刀具(51)固定安装在第二刀具安装架(59)上,第二刀具安装架(59)固定安装在加工中心底座(45)上,第二刀具安装架(59)上安装有刀具第二电机(39),刀具第二电机(39)驱动第二刀具(51)转动,加工中心工作台(48)上固定安装有第二减速器(53),与第二减速器(53)对应设置有限位块(52),加工中心工作台(48)上固定安装有第三定位传感器(47)。
10.根据权利要求9所述的长条形零件自动化钻孔攻丝倒角多工位一体式设备,其特征是:所述的第一刀具(49)和第二刀具(51)下方分别设置有下屑盘(37),下屑盘(37)两侧分别固定设置有第一固定件(36)和第二固定件(41),加工中心底座(45)上固定安装有第一定位块(35)和第二定位块(43),下屑盘(37)固定安装在第一定位块(35)和第二定位块(43)上。
技术总结
本发明公开一种长条形零件自动化钻孔攻丝倒角多工位一体式设备,该设备包括料仓机构、输送系统、加工中心和机架,加工中心安装在机架上,输送系统对应于料仓机构和加工中心设置,通过输送系统将待加工长条形零件从料仓机构转移至加工中心。本发明为一种全自动设备,通过数控技术进行控制,可使生产率有明显的提升。本发明为上下料钻孔、攻丝、倒角多工位一体加工,一次装夹进行多道工序加工,提高了机加工质量。本发明中设置有废屑收集装置,可以将加工产生的废屑进入废料箱,使工位卫生、干净。发明采用水平关节机械手上、下料,实现一人操机兼顾其他工作的工作模式,进一步降低人工成本。
技术研发人员:黄海峰,黄捷,张庆民,卢健,杨锋涛,甘政忠,隋欣梦,蒋增荣,蒋树炎,刘淳祯,伍子超
受保护的技术使用者:桂林广陆数字测控有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!