一种硅内管加工方法及其加工治具与流程
本发明涉及硅加工,具体为一种硅内管加工方法及其加工治具。
背景技术:
1、加工圆柱类硅管时,通常会选择三轴机床进行夹紧。但对于圆筒类硅管,其直径过大,如果采用三轴机床夹紧,首先该三轴机床体积较大,其次,圆筒类硅管不适合三向夹紧,硅管脆性大,且硅管直径越大,管壁受到压力时就越容易变形,采用三向夹紧这种方式容易导致圆筒发生形变,因此三轴机床上无法直接装夹固定圆筒类硅管。
2、同时加工硅管需要将硅管移动至加工机床上,搬运硅管需要防止硅管磕碰受损或者受压变形,造成硅管报废。
技术实现思路
1、为了解决背景技术中提到的至少一个技术问题,本发明的目的在于提供一种硅内管加工方法及其加工治具,采用面接触的方式进行固定,防止硅管受压发生形变,同时防止加工搬运导致硅管变形。
2、为实现上述目的,本发明提供如下技术方案:
3、一种硅内管加工方法,加工方法包括:
4、s1、提供一治具,治具包括锭盘、定位件和压紧件;定位件包括底面和圆弧面,压紧件具有弧面;
5、s2、对锭盘、定位件和硅管进行加热;
6、s3、使用腊均匀涂抹在锭盘的表面、定位件的底面、以及定位件的圆弧面;
7、s4、将定位件的底面朝下,定位件的圆弧面朝上放置在锭盘上;
8、s5、将硅管放置在圆弧面上,使硅管的外表面与圆弧面贴合;
9、s6、将压紧件放在硅管的一端;
10、s7、压紧件的内圈与硅管的外壁相抵,向下按压压紧件,使硅管的一端紧贴在圆弧面上;
11、s8、将压紧件逐渐向硅管的另一端移动,每移动一段距离,重复上述步骤s7,对压紧件按压一次,使得硅管两端均完全贴合在圆弧面上;
12、s9、将压紧件固定在定位件上,压紧件将硅管压紧;
13、s10、将固定好的锭盘、定位件和硅管的组合件转移到机床工作台上;
14、s11、加工硅管两端特征。
15、与现有技术相比,本发明的有益效果是:
16、采用圆弧面和硅管之间面接触,用蜡将两者粘合进行固定,压紧件与硅管也是面接触,硅管不会受到集中应力,因此能够有效防止硅管受压发生形变;同时先将锭盘、定位件和硅管之间通过蜡相互固定好,用压紧件进一步定位,搬运时,托起锭盘即可,防止直接搬运硅管导致硅管变形。
17、优选地,在s3的涂蜡步骤中,同时对硅管的管身表面进行涂蜡,涂蜡区域不超过硅管与圆弧面的接触面。
18、优选地,在进行s4步骤前,先将s3步骤中涂好腊的锭盘放置到组合工作台上。
19、优选地,在s10步骤后,使用百分表将硅管管身轴向方向打表拉直至0.02mm以内。
20、优选地,在s11步骤前,先锁紧锭盘上的压块,将锭盘固定在机床工作台上。
21、优选地,等待锭盘、定位件、硅管以及蜡冷却后再进行硅管两端特征的加工。
22、优选地,硅管两端特征加工完后将盘、定位件和硅管的组合件从机床工作台上取下,清理干净切屑,取出螺钉,将压紧件与定位件分离;然后将组合件放置在加热设备上进行加热,等待蜡融化后将硅管、定位件和锭盘分离,并清洗干净。
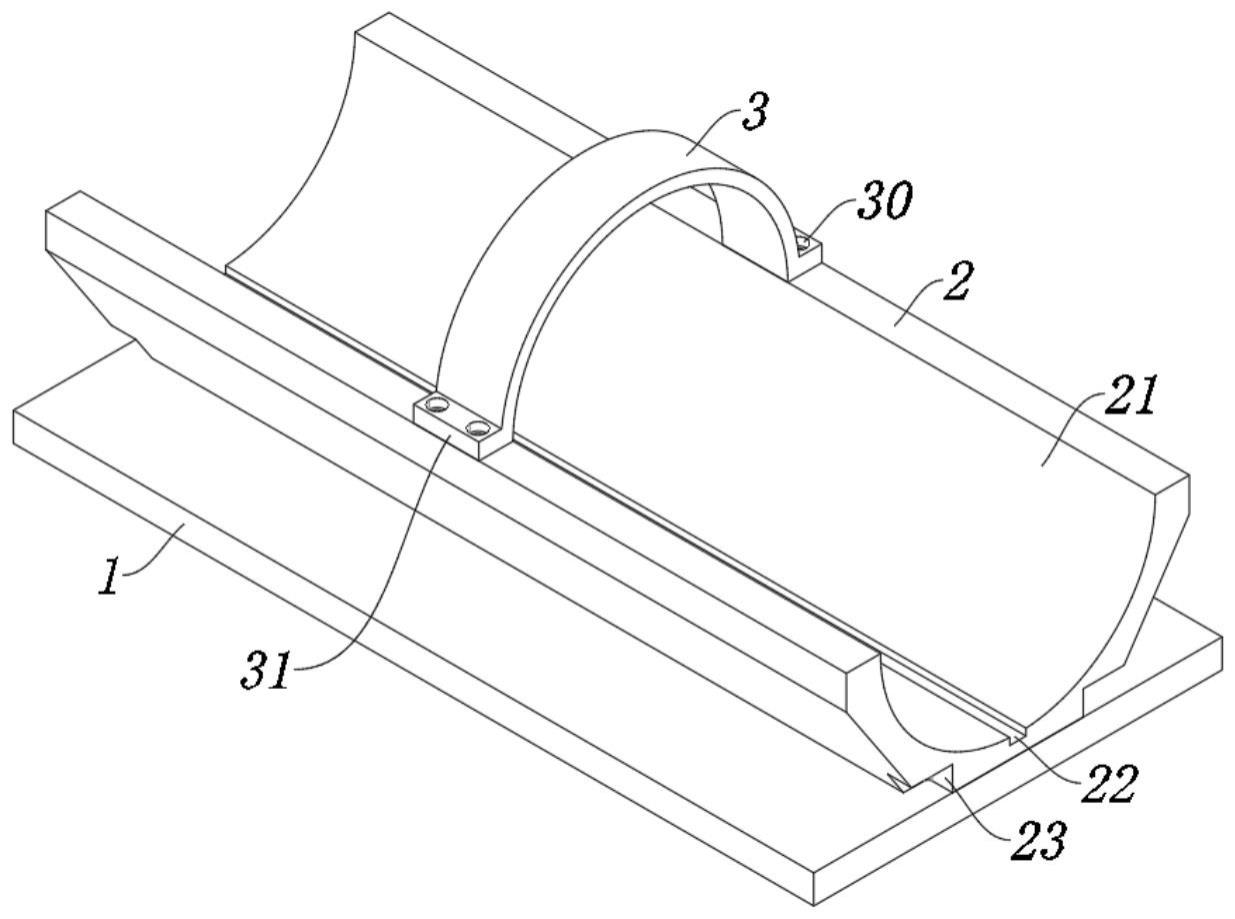
23、一种硅内管加工治具,包括锭盘、定位件和压紧件,定位件包括底面和圆弧面,定位件的顶面设有螺纹孔,压紧件的两侧设有耳朵,耳朵上开设有定位孔。
24、优选地,所述圆弧面的底部开设有长槽。
25、优选地,所述定位件的底面开设有若干开口向外的槽口,所述槽口的底部设有开口。
技术特征:
1.一种硅内管加工方法,其特征在于,加工方法包括:
2.根据权利要求1所述的一种硅内管加工方法,其特征在于,在s3的涂蜡步骤中,同时对硅管的管身表面进行涂蜡,涂蜡区域不超过硅管与圆弧面(21)的接触面。
3.根据权利要求1或2所述的一种硅内管加工方法,其特征在于,在进行s4步骤前,先将s3步骤中涂好腊的锭盘(1)放置到组合工作台上。
4.根据权利要求1所述的一种硅内管加工方法,其特征在于,在s10步骤后,使用百分表将硅管管身轴向方向打表拉直至0.02mm以内。
5.根据权利要求1或4所述的一种硅内管加工方法,其特征在于,在s11步骤前,先锁紧锭盘(1)上的压块,将锭盘(1)固定在机床工作台上。
6.根据权利要求1所述的一种硅内管加工方法,其特征在于,等待锭盘(1)、定位件(2)、硅管以及蜡冷却后再进行硅管两端特征的加工。
7.根据权利要求1所述的一种硅内管加工方法,其特征在于,硅管两端特征加工完后将锭盘(1)、定位件(2)和硅管的组合件从机床工作台上取下,清理干净切屑,取出螺钉,将压紧件(3)与定位件(2)分离;然后将组合件放置在加热设备上进行加热,等待蜡融化后将硅管、定位件(2)和锭盘(1)分离,并清洗干净。
8.一种硅内管加工治具,其特征在于,包括锭盘(1)、定位件(2)和压紧件(3),定位件(2)包括底面和圆弧面(21),定位件(2)的顶面设有螺纹孔(20),压紧件(3)的两侧设有耳朵(31),耳朵(31)上开设有定位孔(30)。
9.根据权利要求8所述的一种硅内管加工治具,其特征在于,所述圆弧面(21)的底部开设有长槽(22)。
10.根据权利要求8所述的一种硅内管加工治具,其特征在于,所述定位件(2)的底面开设有若干开口向外的槽口(23),所述槽口(23)的底部设有开口。
技术总结
本发明公开了一种硅内管加工方法,加工方法包括:对锭盘、定位件和硅管进行加热;使用腊均匀涂抹在锭盘的表面、定位件的底面、以及定位件的圆弧面;将压紧件放在硅管的一端;压紧件的内圈与硅管的外壁相抵,向下按压压紧件两端的耳朵,使硅管的一端紧贴在圆弧面上;将压紧件逐渐向硅管的另一端移动,对压紧件多次下压,使得硅管两端均完全贴合在圆弧面上;将压紧件移动至压紧件的定位孔与定位件的螺纹孔同心,用螺钉固定连接压紧件与定位件,压紧件将硅管压紧;将固定好的锭盘、定位件和硅管的组合件转移到机床工作台上;能够有效防止硅管受压发生形变,同时防止直接搬运硅管导致硅管变形。
技术研发人员:王双玉,祝军,林霜
受保护的技术使用者:杭州盾源聚芯半导体科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!