一种用于五金件冲压和压铆螺钉的级进模的制作方法
本申请涉及五金件冲压级进模领域,特别涉及一种用于五金件冲压和压铆螺钉的级进模。
背景技术:
1、在对五金件加工时,首先需要对该五金件进行冲孔,冲孔后,需要对五金件的边料进行初步冲裁,接着对五金件进行边料二次冲裁,再接着对五金件的两侧进行初步折弯,再对五金件进行二次折弯,使得五金件的两侧处于竖直状态,最后将螺钉铆压在五金件的孔中,但上述工序现有技术中一般是分为多个冲压模具进行分步加工,导致加工效率低。
技术实现思路
1、本发明的目的是提供一种可以提高加工效率的用于五金件冲压和压铆螺钉的级进模。
2、为了实现上述目的,本申请提供如下技术方案:
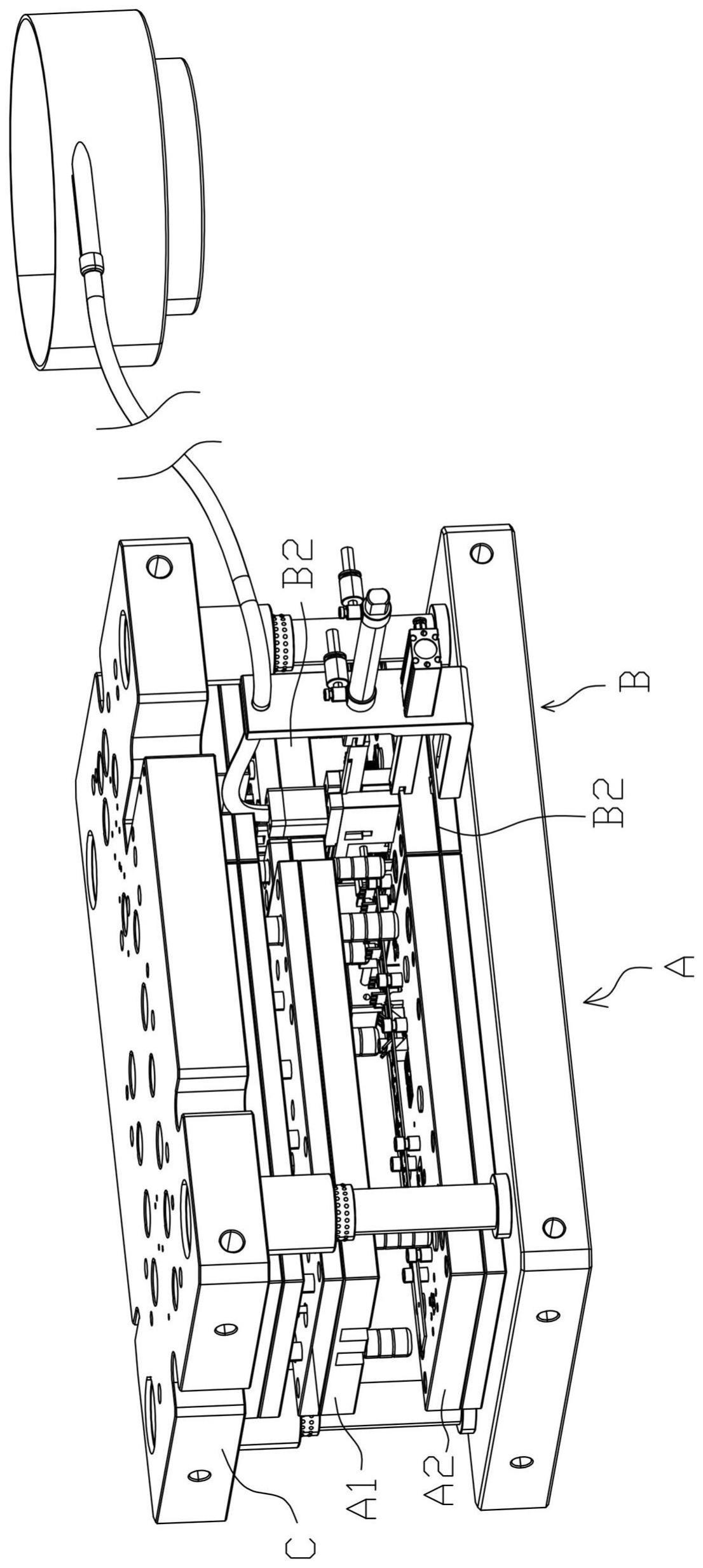
3、一种用于五金件冲压和压铆螺钉的级进模,包括模架以及设置在模架之间的五金件成型部和螺钉铆压裁断部,所述五金件成型部包括第一上模、第一下模和按加工工艺依次设置在第一上模和第一下模上的冲孔组件、初步边料冲裁组件、二次边料冲裁组件、初步折弯组件、二次折弯组件和扩孔组件,所述冲孔组件用于冲出五金件上螺钉的铆压孔,所述初步边料冲裁组件用于初步冲裁掉五金件上的边料,所述二次边料冲裁组件用于对五金件进行二次边料的冲裁,所述初步折弯组件用于对五金件两侧边进行折弯,所述二次折弯组件用于对五金件两侧边进行二次折弯,所述扩孔组件用于对五金件的铆压孔进行扩孔;所述螺钉铆压裁断部包括第二上模、第二下模和按加工工艺依次设置在第二上模和第二下模上的螺钉上料模组、五金定位模组、螺钉初步铆压模组、螺钉二次铆压模组和螺钉压实裁断模组,所述螺钉上料模组用于对螺钉进行上料,所述五金定位模组用于对五金件进行定位,所述螺钉初步铆压模组用于将螺钉初步铆压在五金件的铆压孔中,使得螺钉在铆压孔中不松动,所述螺钉二次铆压模组用于对螺钉的一半铆压到五金件中,所述螺钉压实裁断模组用于将螺孔完全铆压到五金中,并将五金件从连料中裁断下料。
4、在一种可能实现的方式中,所述冲孔组件包括冲孔凸模、第一凸模导向镶件和冲孔凹模,所述冲孔凸模和第一凸模导向镶件安装在第一上模上,所述冲孔凹模设置在第一下模上,所述冲孔凸模在第一凸模导向镶件的导向下做升降运动。
5、在一种可能实现的方式中,所述初步边料冲裁组件包括初步边料冲裁凸模、第二凸模导向镶件和初步边料冲裁凹模,所述初步边料冲裁凸模通过第二凸模导向镶件设置在第一上模上,所述初步边料冲裁凹模设置在第一下模上。
6、在一种可能实现的方式中,所述初步边料冲裁凹模包括第一初步凹模镶件和第二凹模镶件,所述第一初步凹模镶件设置在第二凹模镶件的上表面,所述一初步凹模镶件的第一凹模的内径小于第二凹模镶件的第二凹模的内径。
7、在一种可能实现的方式中,所述二次边料冲裁组件包括二次边料冲裁凸模、第三凸模导向镶件和二次边料冲裁凹模,所述二次边料冲裁凸模通过第三凸模导向镶件安装在第一上模上,所述二次边料冲裁凹模设置在第一下模上,所述二次边料冲裁凹模设置在第一下模上。
8、在一种可能实现的方式中,所述初步折弯组件包括初步折弯凸模镶块和初步折弯凹模镶块,所述初步折弯凸模镶块设置在第一上模上,所述初步折弯凹模镶块设置在第一下模上,所述初步折弯凸模镶块包括第一初步折弯凸模和第一初步折弯定位柱,所述第一初步折弯凸模分别对称设置在第一初步折弯定位柱的两侧,所述第一初步折弯凸模的远离第一初步折弯定位柱的一侧设置有第一倾斜面,所述初步折弯凹模镶块包括第一初步折弯凹模和第一初步折弯定位座,所述第一初步折弯凹模分别对称设置在第一初步折弯定位座的两侧,所述第一初步折弯凹模对应第一倾斜面设置有第二倾斜面,所述第一倾斜面与第二倾斜面相配合来折弯五金件。
9、在一种可能实现的方式中,所述二次折弯组件包括二次折弯凸模镶块和二次折弯凹模镶块,所述二次折弯凸模镶块设置在第一上模上,所述二次折弯凹模镶块设置在第一下模上,所述二次折弯凹模镶块包括二次折弯凹模和二次折弯成型块,所述二次折弯成型块分别对称设置在二次折弯凹模的两侧。
10、在一种可能实现的方式中,所述螺钉上料模组包括铆钉上料振动盘、铆钉上料管道、铆钉上料对接座、铆钉送料道、铆钉推料板和铆钉推料驱动装置,所述铆钉上料振动盘通过铆钉上料管道与铆钉上料对接座连接,所述铆钉上料对接座设置在铆钉送料道上,所述铆钉推料驱动装置可驱动铆钉推料板将铆钉送料道上的铆钉推入到铆压位置处。
11、在一种可能实现的方式中,所述铆钉送料道上还设置有挡料组件,所述挡料组件包括挡料块、转轴和复位扭簧,所述挡料块通过转轴分别可转动地安装在铆钉送料道的两侧,所述复位扭簧用于对挡料块进行复位。
12、在一种可能实现的方式中,所述五金定位模组分别对称设置在螺钉初步铆压模组的两侧,所述五金定位模组包括第一定位座、第一传动条和第一驱动装置,所述第一驱动装置通过第一传动条可驱动第一定位座靠近五金件或远离五金件。
13、本申请的有益效果为:
14、本申请工作时,首先板材先进入到五金件成型部,五金件成型部同时驱动冲孔组件、初步边料冲裁组件、二次边料冲裁组件、初步折弯组件、二次折弯组件和扩孔组件下降工作,工作时,冲孔组件先对板材进行冲孔形成铆压孔,冲孔后板材进入到初步边料冲裁组件中,初步边料冲裁组件对板材位于铆压块冲孔的两侧进行冲裁,去掉板材成型五金件的边料,接着板材进入到二次边料冲裁组件中,二次边料冲裁组件冲裁出五金件的基本外形,再接着初步折弯组件对五金件的两侧分别初步折弯,然后二次折弯组件对五金件的两侧分别再次折弯,使得五金件的两侧处于竖直状态,最后扩孔组件对五金件上的铆压孔做进一步的扩大;从而完成了对五金件的成型;然后成型后的五金件继续进入到螺钉铆压裁断部中,首先螺钉上料模组先将螺钉上料到铆压位置处,然后五金定位模组对五金件进行定位,接着螺钉初步铆压模组将螺钉铆压到五金件的铆压孔中,再接着螺钉二次铆压模组将螺钉的一半铆压到五金件中,最后螺钉压实裁断模组将螺钉完全压入到五金件中,并将五金件从料带中裁断并下料。综上所述,本申请通过设置五金件成型部和螺钉铆压裁断部来同时对五金件进行成型和铆压螺钉,大大的提高了加工效率。
技术特征:
1.一种用于五金件冲压和压铆螺钉的级进模,其特征在于:包括模架以及设置在模架之间的五金件成型部和螺钉铆压裁断部,所述五金件成型部包括第一上模、第一下模和按加工工艺依次设置在第一上模和第一下模上的冲孔组件、初步边料冲裁组件、二次边料冲裁组件、初步折弯组件、二次折弯组件和扩孔组件,所述冲孔组件用于冲出五金件上螺钉的铆压孔,所述初步边料冲裁组件用于初步冲裁掉五金件上的边料,所述二次边料冲裁组件用于对五金件进行二次边料的冲裁,所述初步折弯组件用于对五金件两侧边进行折弯,所述二次折弯组件用于对五金件两侧边进行二次折弯,所述扩孔组件用于对五金件的铆压孔进行扩孔;所述螺钉铆压裁断部包括第二上模、第二下模和按加工工艺依次设置在第二上模和第二下模上的螺钉上料模组、五金定位模组、螺钉初步铆压模组、螺钉二次铆压模组和螺钉压实裁断模组,所述螺钉上料模组用于对螺钉进行上料,所述五金定位模组用于对五金件进行定位,所述螺钉初步铆压模组用于将螺钉初步铆压在五金件的铆压孔中,使得螺钉在铆压孔中不松动,所述螺钉二次铆压模组用于对螺钉的一半铆压到五金件中,所述螺钉压实裁断模组用于将螺孔完全铆压到五金中,并将五金件从连料中裁断下料。
2.根据权利要求1所述的一种用于五金件冲压和压铆螺钉的级进模,其特征在于:所述冲孔组件包括冲孔凸模、第一凸模导向镶件和冲孔凹模,所述冲孔凸模和第一凸模导向镶件安装在第一上模上,所述冲孔凹模设置在第一下模上,所述冲孔凸模在第一凸模导向镶件的导向下做升降运动。
3.根据权利要求1所述的一种用于五金件冲压和压铆螺钉的级进模,其特征在于:所述初步边料冲裁组件包括初步边料冲裁凸模、第二凸模导向镶件和初步边料冲裁凹模,所述初步边料冲裁凸模通过第二凸模导向镶件设置在第一上模上,所述初步边料冲裁凹模设置在第一下模上。
4.根据权利要求3所述的一种用于五金件冲压和压铆螺钉的级进模,其特征在于:所述初步边料冲裁凹模包括第一初步凹模镶件和第二凹模镶件,所述第一初步凹模镶件设置在第二凹模镶件的上表面,所述一初步凹模镶件的第一凹模的内径小于第二凹模镶件的第二凹模的内径。
5.根据权利要求1所述的一种用于五金件冲压和压铆螺钉的级进模,其特征在于:所述二次边料冲裁组件包括二次边料冲裁凸模、第三凸模导向镶件和二次边料冲裁凹模,所述二次边料冲裁凸模通过第三凸模导向镶件安装在第一上模上,所述二次边料冲裁凹模设置在第一下模上,所述二次边料冲裁凹模设置在第一下模上。
6.根据权利要求1所述的一种用于五金件冲压和压铆螺钉的级进模,其特征在于:所述初步折弯组件包括初步折弯凸模镶块和初步折弯凹模镶块,所述初步折弯凸模镶块设置在第一上模上,所述初步折弯凹模镶块设置在第一下模上,所述初步折弯凸模镶块包括第一初步折弯凸模和第一初步折弯定位柱,所述第一初步折弯凸模分别对称设置在第一初步折弯定位柱的两侧,所述第一初步折弯凸模的远离第一初步折弯定位柱的一侧设置有第一倾斜面,所述初步折弯凹模镶块包括第一初步折弯凹模和第一初步折弯定位座,所述第一初步折弯凹模分别对称设置在第一初步折弯定位座的两侧,所述第一初步折弯凹模对应第一倾斜面设置有第二倾斜面,所述第一倾斜面与第二倾斜面相配合来折弯五金件。
7.根据权利要求1所述的一种用于五金件冲压和压铆螺钉的级进模,其特征在于:所述二次折弯组件包括二次折弯凸模镶块和二次折弯凹模镶块,所述二次折弯凸模镶块设置在第一上模上,所述二次折弯凹模镶块设置在第一下模上,所述二次折弯凹模镶块包括二次折弯凹模和二次折弯成型块,所述二次折弯成型块分别对称设置在二次折弯凹模的两侧。
8.根据权利要求1所述的一种用于五金件冲压和压铆螺钉的级进模,其特征在于:所述螺钉上料模组包括铆钉上料振动盘、铆钉上料管道、铆钉上料对接座、铆钉送料道、铆钉推料板和铆钉推料驱动装置,所述铆钉上料振动盘通过铆钉上料管道与铆钉上料对接座连接,所述铆钉上料对接座设置在铆钉送料道上,所述铆钉推料驱动装置可驱动铆钉推料板将铆钉送料道上的铆钉推入到铆压位置处。
9.根据权利要求8所述的一种用于五金件冲压和压铆螺钉的级进模,其特征在于:所述铆钉送料道上还设置有挡料组件,所述挡料组件包括挡料块、转轴和复位扭簧,所述挡料块通过转轴分别可转动地安装在铆钉送料道的两侧,所述复位扭簧用于对挡料块进行复位。
10.根据权利要求8所述的一种用于五金件冲压和压铆螺钉的级进模,其特征在于:所述五金定位模组分别对称设置在螺钉初步铆压模组的两侧,所述五金定位模组包括第一定位座、第一传动条和第一驱动装置,所述第一驱动装置通过第一传动条可驱动第一定位座靠近五金件或远离五金件。
技术总结
本申请提供了一种用于五金件冲压和压铆螺钉的级进模,包括模架以及设置在模架之间的五金件成型部和螺钉铆压裁断部,五金件成型部包括第一上模、第一下模和按加工工艺依次设置在第一上模和第一下模上的冲孔组件、初步边料冲裁组件、二次边料冲裁组件、初步折弯组件、二次折弯组件和扩孔组件,冲孔组件用于冲出五金件上螺钉的铆压孔;螺钉铆压裁断部包括第二上模、第二下模和按加工工艺依次设置在第二上模和第二下模上的螺钉上料模组、五金定位模组、螺钉初步铆压模组、螺钉二次铆压模组和螺钉压实裁断模组。综上,本申请通过设置五金件成型部和螺钉铆压裁断部来同时对五金件进行成型和铆压螺钉,大大的提高了加工效率。
技术研发人员:金波
受保护的技术使用者:广东连捷精密技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!