集气门压卡扣设备的制作方法
本发明涉及自动化设备,具体涉及一种集气门压卡扣设备。
背景技术:
1、车载节气阀是通过改变节气门的翻转角度来改变进气通道截面积的大小,来控制发动机的工况,并通过节气门位置传感器检测发动机的负荷,其中节气阀的阀杆旋转是通过阀体一侧设置的电机盒控制旋转的,电机盒内设置旋转电机,电机盒体与盒盖之间是通过卡扣辅助卡接的,参阅图8和图9,人工手动卡安装卡扣完成卡接动作较为不便,并且成品的装配一致性较差。为此我们有必要设计一款给电机盒实施自动装配卡扣的设备,帮助产线快速完成对电机盒周圈所有卡扣的快速卡接,提高装配效率,也提升卡扣安装的一致性,提高良品率。
技术实现思路
1、本发明目的:为了帮助产线快速完成对车载节气阀的电机盒周圈所有卡扣的快速卡接,提高装配效率,也提升卡扣安装的一致性,提高良品率,我们设计一种集气门压卡扣设备。
2、为解决上述问题采取的技术方案是:
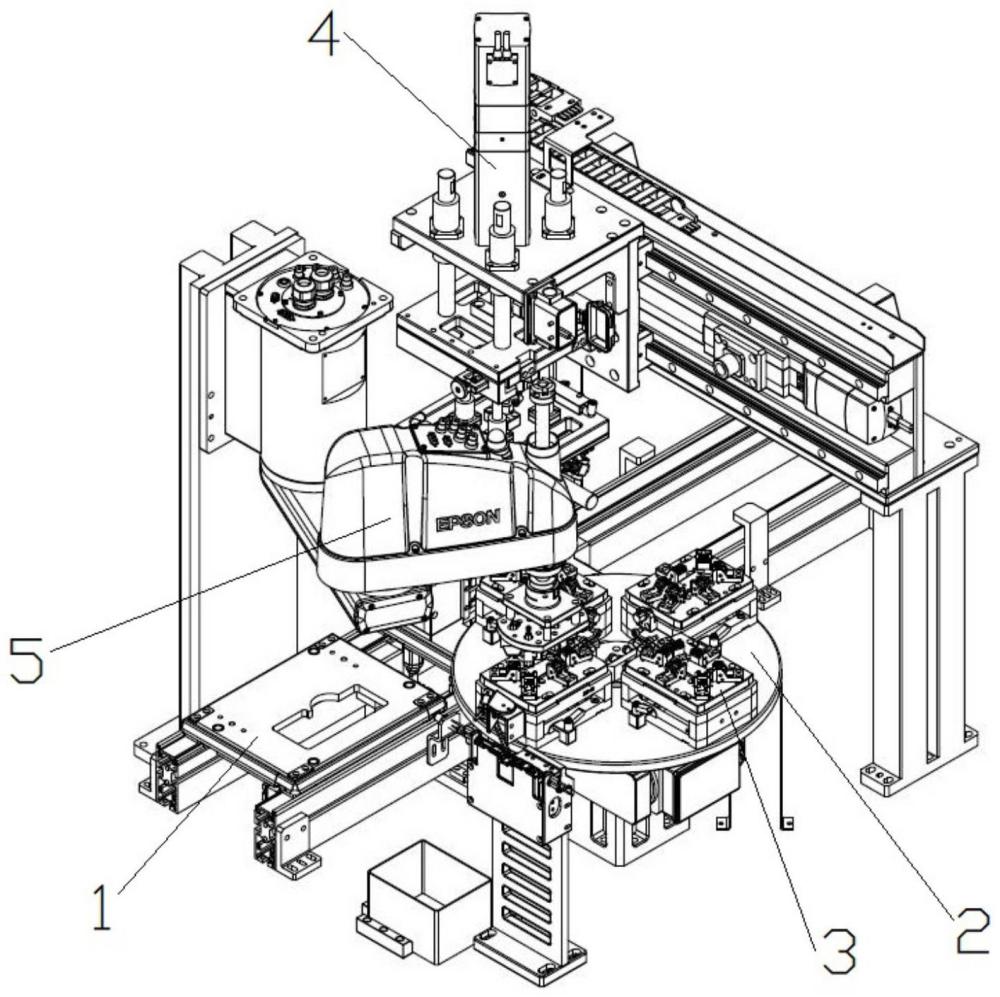
3、一种集气门压卡扣设备,包括从振动盘摆料滑轨上吸附卡扣的机械臂、转盘、定位卡扣的基准载具、自动滑移组件和将所有卡扣同步卡接在电机盒外周圈的自动按压卡接组件,
4、所述机械臂头部连接有若干个外接抽气设备的吸嘴,所述吸嘴的位置对应于待安装卡扣的电机盒周边位置,所有吸嘴均吸附卡扣后转移放置到基准载具上,
5、所述基准载具环形阵列放置在转盘上,包括底座、基准定位块和限位块,所述基准定位块对应待安装卡扣的电机盒位置设置,基准定位块上方设置有限位块,
6、所述自动滑移组件包括水平电缸滑台和竖直电缸滑台,竖直电缸滑台的滑块上连接自动按压卡接组件,
7、所述自动按压卡接组件包括升降气缸、按压板、定位台、导杆导套组件和若干组按压爪,所述升降气缸带动按压板升降动作,所述按压板下端面与按压爪相切配合实施按压动作,所述定位台与上底座之间连接导杆导套组件,按压板与导套连接,在导杆上竖直滑移,所述定位台外周通过定位支架固连有若干个按压爪,
8、所述按压爪包括定位支架、压臂、钳爪、顶推气缸和拉簧,所述定位支架上部与定位台固连,定位支架下部设置有上压爪,并开设有铰接孔,所述铰接孔通过销轴与压臂活动铰接,所述压臂上端通过销轴孔配合有滚轮,所述滚轮与按压板下端面贴合滚动,带动压臂旋转摆动,下部设置有外铰接孔,所述外铰接孔与定位支架的铰接孔同轴配合,由销轴穿套活动铰接,所述压臂下端设置有顶推压头,将被上压爪和下压爪之间的卡扣向前顶推并卡接在电机盒周圈的安装槽内,所述压臂中部连接有定位座,所述定位座上固连有顶推气缸,所述顶推气缸的顶推杆正对钳爪弯折尾部,对钳爪实施顶推,并使钳爪沿着中间销旋转,所述中间销连接在压臂上,所述钳爪头部设置有下压爪,所述下压爪和上压爪配合,将待安装的卡扣上下定位夹紧。
9、进一步地,所述电机盒由定位夹爪定位放置在电机盒定位架上。
10、进一步地,所述限位块采用永磁体材质制备。
11、进一步地,所述中间销穿套配合有扭簧,带动钳爪复位,便于上压爪与下压爪分离以便再次夹持卡扣。
12、进一步地,所述定位支架中部设置有弧形限位孔,并与压臂中部的限位销穿套配合,限定压臂旋转摆动的角度。
13、进一步地,所述定位座上固连有下拉杆,所述下拉杆与固连在定位支架上的上拉杆之间连接有拉簧,以此带动压臂复位。
14、本发明的有益效果是:
15、该集气门压卡扣设备利用定位卡扣的基准载具将待安装的卡扣按序定位吸附放置,并由自动按压卡接组件通过上压爪与下压爪的夹持动作,将卡扣夹持定位,并由自动滑移组件带动转移至预装位置,再利用按压板将压臂下压,将卡扣直接顶推安装在电机盒周圈的安装槽内,帮助产线快速完成对车载节气阀的电机盒周圈所有卡扣的快速卡接,提高装配效率,也提升卡扣安装的一致性,提高良品率。
技术特征:
1.一种集气门压卡扣设备,包括从振动盘摆料滑轨上吸附卡扣的机械臂、转盘、定位卡扣的基准载具、自动滑移组件和将所有卡扣同步卡接在电机盒外周圈的自动按压卡接组件,其特征在于:
2.根据权利要求1所述的集气门压卡扣设备,其特征在于:所述自动滑移组件包括水平电缸滑台和竖直电缸滑台,竖直电缸滑台的滑块上连接自动按压卡接组件。
3.根据权利要求1所述的集气门压卡扣设备,其特征在于:所述电机盒由定位夹爪定位放置在电机盒定位架上。
4.根据权利要求1所述的集气门压卡扣设备,其特征在于:所述限位块采用永磁体材质制备。
5.根据权利要求1所述的集气门压卡扣设备,其特征在于:所述中间销穿套配合有带动钳爪复位的扭簧。
6.根据权利要求1所述的集气门压卡扣设备,其特征在于:所述定位支架中部设置有弧形限位孔,并与压臂中部的限位销穿套配合。
7.根据权利要求1所述的集气门压卡扣设备,其特征在于:所述定位座上固连有下拉杆,所述下拉杆与固连在定位支架上的上拉杆之间连接有拉簧。
技术总结
本发明公开了一种集气门压卡扣设备,包括机械臂、转盘、基准载具、自动滑移组件和将所有卡扣同步卡接在电机盒外周圈的自动按压卡接组件,基准载具包括底座、基准定位块和限位块,基准定位块上方设置有限位块,自动滑移组件包括水平电缸滑台和竖直电缸滑台,自动按压卡接组件包括升降气缸、按压板、定位台、导杆导套组件和若干组按压爪,按压爪包括定位支架、压臂、钳爪、顶推气缸和拉簧,该设备由自动按压卡接组件通过上压爪与下压爪的夹持动作,将卡扣夹持定位,再利用按压板将压臂下压,将卡扣直接顶推安装在电机盒周圈的安装槽内,帮助产线快速完成对车载节气阀的电机盒周圈所有卡扣的快速卡接,提高装配效率,提升卡扣安装的一致性和良品率。
技术研发人员:纪登国,吉晓红,张林孝,史保华,曾平国
受保护的技术使用者:苏州工业园区精泰达自动化有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!