一种铣刀倒角加工工装及其使用方法与流程
本发明涉及一种铣刀倒角加工工装及其使用方法。
背景技术:
1、铣刀拉尾倒角是一种常见的表面处理方法,用于在工件的尾部进行倒角加工。这种加工可以提高工件的外观质量、安全性和耐久性。
2、铣刀在加工过程中,尾端容易出现毛刺和缩口,这会影响铣刀的切削精度。为解决这个问题,需要对铣刀尾端进行拉尾倒角加工,以增加尾端刚性,防止缩口现象。
3、传统的铣刀拉尾倒角依靠人工进行,操作者手持刀具对铣刀尾端环形区域进行倒角铣削。但手工拉尾倒角效率低下,操作难度大,不同操作者的加工质量难以保证。因此提出一种铣刀倒角加工工装及其使用方法。
技术实现思路
1、本发明的目的在于提供一种铣刀倒角加工工装及其使用方法,以解决上述背景技术中提出的问题。
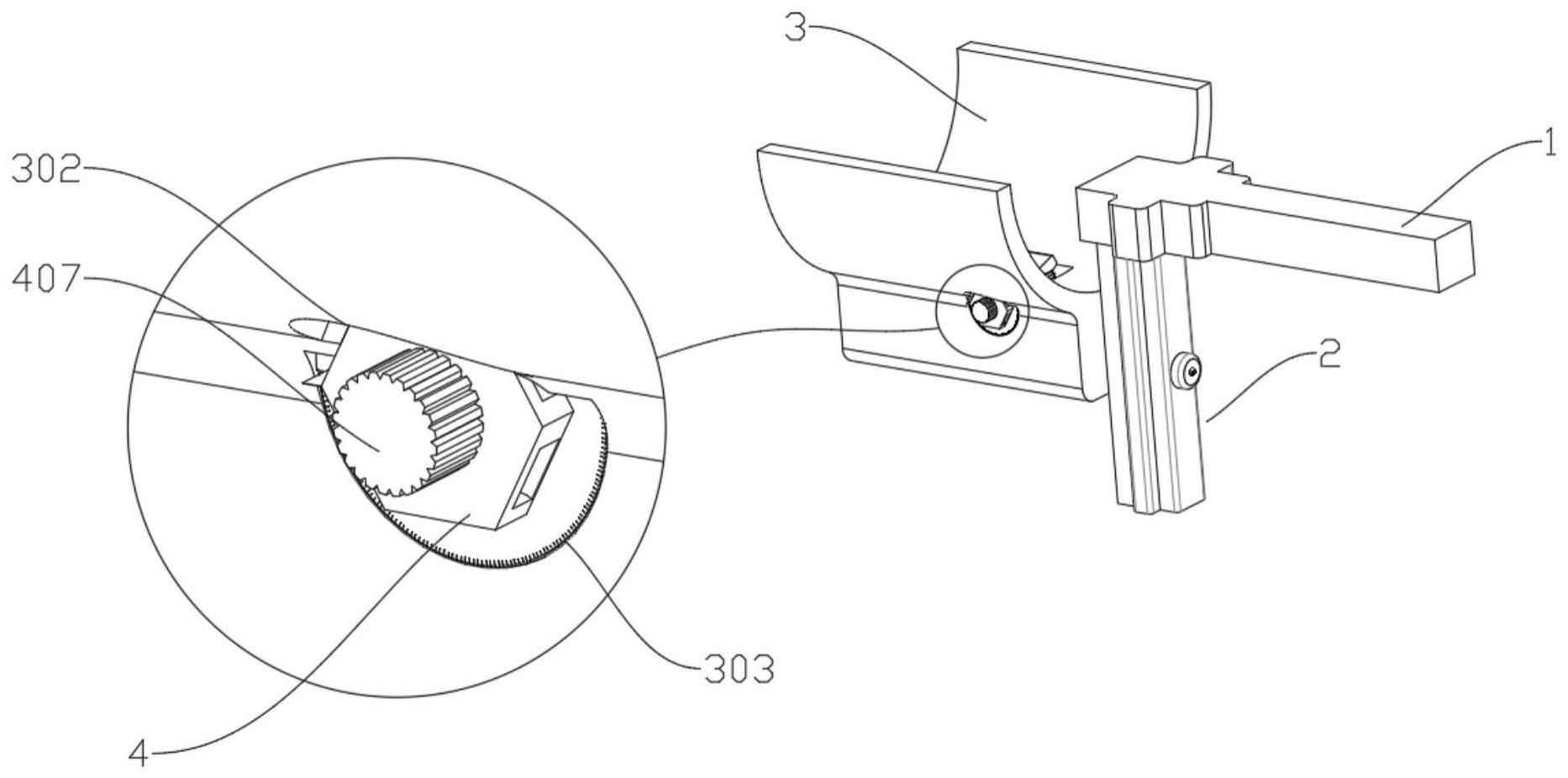
2、为解决上述技术问题,本发明提供如下技术方案:一种铣刀倒角加工工装,包括与铣床主轴相连的刀柄,所述刀柄一侧通过高度调节组件与套筒相连,所述套筒内部通过角度调节组件与用于铣刀倒角加工的刀具相连,
3、其中,将待加工倒角的铣刀至于套筒内部,通过角度调节组件、高度调节组件调整刀具的倾斜角度、高度,调整待倒角铣刀的倒角角度。
4、优选的,所述套筒的形状为弧状,所述套筒的一侧开设有用于刀具转动的弧状槽。
5、优选的,所述角度调节组件包括设置与弧状槽内部的转轴,所述转轴的外周连接有转动齿轮,所述转轴的一侧设置有六角栓杆,所述转轴距离六角栓杆较近的一侧连接有六角栓筒,所述六角栓筒的一侧通过连杆与多角栓帽相连。
6、优选的,所述转轴位于六角栓杆的一侧开设有六角栓槽,且所述六角栓槽与六角栓筒之间相互配合;
7、所述多角栓帽的外周开设有用于提拉的凹槽,所述多角栓帽的顶端连接有调节旋钮,所述多角栓帽的一侧设置有用于指示旋转角度的指板。
8、优选的,所述套筒的一侧开设有用于多角栓帽连接的多角槽,所述多角槽的外周开设有用于显示多角栓帽旋转角度的刻度纹。
9、优选的,所述刀具的背侧开设有半环槽,所述半环槽的内部设置有与转动齿轮相配合的转动齿槽。
10、优选的,所述高度调节组件包括设置与套筒一侧的衔接板,所述衔接班的内部开设有弹性槽,所述弹性槽的内部设置有导向柱,所述导向柱的一侧滑动连接有定位凸钮,所述导向柱的外周位于定位凸钮的一侧设置有弹簧,以使定位凸钮在弹性槽的内部弹性移动。
11、优选的,所述衔接板的一侧连接有滑轨,所述滑轨的内部开设有用于定位凸钮卡合的定位槽,所述定位槽一侧开设有定位腔,所述定位腔的内部连接有与定位槽相互配合的凸板,所述凸板与位于滑轨一侧的凸钮相连,
12、所述凸钮的中部设置有扭板,所述扭板通过轴杆连接有固定板。
13、优选的,所述定位腔的内壁开设有多组用于固定板穿插的通道,且所述通道的下方开设有扇形的扣槽,且所述扣槽位于定位槽的下方。
14、一种铣刀倒角加工工装的使用方法,包括以下步骤:
15、步骤a、将刀柄与铣床主轴相连,按压位于滑轨一侧的凸钮,带动凸板移动至定位槽之中,凸板挤压定位凸钮,使其挤压位于弹性槽之中的弹簧,弹簧受力压缩,定位凸钮通过导向柱移动至弹性槽之中,将定位凸钮从定位槽之中顶出,解除衔接板的定位;
16、步骤b、按压凸钮的同时,固定板顺沿通道移动至扣槽之中,随后旋动位于凸钮一侧的扭板,通过轴杆连接固定板在扣槽之中发生偏转,将凸板的位置进行限制;
17、步骤c、向上或下移动套筒,使得衔接板在滑轨之中上下移动,当移动至指定位置后,反向旋动扭板,使其连接固定板发生反向旋转,此时弹簧发生弹性伸长,将凸板连接固定板顶出,定位凸钮通过导向柱移动至定位槽之中,衔接板的位置进行固定;
18、步骤d、向上拔出多角栓帽,使得连杆连接六角栓筒从六角栓槽之中移出并与六角栓杆配合,随后旋动调节旋钮,使其通过六角栓筒带动转轴转动,转轴外周的转动齿轮与刀具的转动齿槽相互配合,连接刀具发生偏转;
19、步骤e、观察多角栓帽一侧指板与刻度纹之间的偏转角度,当刀具偏转的角度与预设的铣刀倒角角度相配合时,按压多角栓帽至多角槽之中,将多角栓帽进行固定,完成对铣刀倒角角度的设定。
20、与现有技术相比,本发明的有益效果是:
21、本发明通过设置的高度调节组件、角度调节组件,能够实现半自动化的倒角加工,相较于传统的铣刀倒角需依靠人工进行,本工装则通过调节刀具的倾斜角度、高度以及铣刀倒角角度,实现对铣刀的半自动化倒角加工,大大提高了工作效率。
22、借助角度调节组件和高度调节组件,可以灵活地调整刀具的倾斜角度和高度,从而能够精确控制倒角角度,保证加工质量的一致性。
23、工装采用衔接板、滑轨、凸板等结构,使得套筒和刀具的位置可以方便地进行调节,并通过固定板、凸钮等元件进行固定,确保加工过程中的稳定性与可靠性。
24、多角槽、刻度纹等设计使得工装具备显示刀具旋转角度和倒角角度的功能,操作者可以直观地观察和判断是否达到预设的倒角要求,提高了操作的准确性。
25、综上所述,该铣刀倒角加工工装及其使用方法具有自动化加工、精准控制、方便调节与固定以及显示指示等有益效果。
技术特征:
1.一种铣刀倒角加工工装,其特征在于:包括与铣床主轴相连的刀柄(1),所述刀柄(1)一侧通过高度调节组件(2)与套筒(3)相连,所述套筒(3)内部通过角度调节组件(4)与用于铣刀倒角加工的刀具(5)相连,
2.根据权利要求1所述的一种铣刀倒角加工工装,其特征在于:所述套筒(3)的形状为弧状,所述套筒(3)的一侧开设有用于刀具(5)转动的弧状槽(301)。
3.根据权利要求2所述的一种铣刀倒角加工工装,其特征在于:所述角度调节组件(4)包括设置与弧状槽(301)内部的转轴(401),所述转轴(401)的外周连接有转动齿轮(402),所述转轴(401)的一侧设置有六角栓杆(403),所述转轴(401)距离六角栓杆(403)较近的一侧连接有六角栓筒(404),所述六角栓筒(404)的一侧通过连杆(405)与多角栓帽(406)相连。
4.根据权利要求3所述的一种铣刀倒角加工工装,其特征在于:所述转轴(401)位于六角栓杆(403)的一侧开设有六角栓槽(4011),且所述六角栓槽(4011)与六角栓筒(404)之间相互配合;
5.根据权利要求4所述的一种铣刀倒角加工工装,其特征在于:所述套筒(3)的一侧开设有用于多角栓帽(406)连接的多角槽(302),所述多角槽(302)的外周开设有用于显示多角栓帽(406)旋转角度的刻度纹(303)。
6.根据权利要求5所述的一种铣刀倒角加工工装,其特征在于:所述刀具(5)的背侧开设有半环槽(501),所述半环槽(501)的内部设置有与转动齿轮(402)相配合的转动齿槽(502)。
7.根据权利要求6所述的一种铣刀倒角加工工装,其特征在于:所述高度调节组件(2)包括设置与套筒(3)一侧的衔接板(201),所述衔接班的内部开设有弹性槽(202),所述弹性槽(202)的内部设置有导向柱(203),所述导向柱(203)的一侧滑动连接有定位凸钮(204),所述导向柱(203)的外周位于定位凸钮(204)的一侧设置有弹簧(205),以使定位凸钮(204)在弹性槽(202)的内部弹性移动。
8.根据权利要求7所述的一种铣刀倒角加工工装,其特征在于:所述衔接板(201)的一侧连接有滑轨(206),所述滑轨(206)的内部开设有用于定位凸钮(204)卡合的定位槽(207),所述定位槽(207)一侧开设有定位腔(208),所述定位腔(208)的内部连接有与定位槽(207)相互配合的凸板(209),所述凸板(209)与位于滑轨(206)一侧的凸钮(210)相连,
9.根据权利要求8所述的一种铣刀倒角加工工装,其特征在于:所述定位腔(208)的内壁开设有多组用于固定板(213)穿插的通道(214),且所述通道(214)的下方开设有扇形的扣槽(215),且所述扣槽(215)位于定位槽(207)的下方。
10.基于权利要求1-9任一项所述的一种铣刀倒角加工工装的使用方法,其特征在于:包括以下步骤:
技术总结
本发明公开了一种铣刀倒角加工工装及其使用方法,其加工工装包括与铣床主轴相连的刀柄,所述刀柄一侧通过高度调节组件与套筒相连,所述套筒内部通过角度调节组件与用于铣刀倒角加工的刀具相连,其中,将待加工倒角的铣刀至于套筒内部,通过角度调节组件、高度调节组件调整刀具的倾斜角度、高度,调整待倒角铣刀的倒角角度。本发明通过设置的高度调节组件、角度调节组件,能够实现半自动化的倒角加工,相较于传统的铣刀倒角需依靠人工进行,本工装则通过调节刀具的倾斜角度、高度以及铣刀倒角角度,实现对铣刀的半自动化倒角加工,大大提高了工作效率。
技术研发人员:张业臻,仲培杰,汤小芳,汤冬冬
受保护的技术使用者:江苏维香工具制造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!