一种拉延料流控制装置及控制方法与流程
本发明属于零件成形,具体涉及一种拉延料流控制装置及控制方法。
背景技术:
1、拉延模具冲压生产过程中,周圈料片的流入量直接影响零件成形质量的稳定性。通过零件拉延成形性cae分析会得到板料理论状态的流入量即理论料流量,利用该理论料流量能够指导实际模具的调试,为保证实物与理论状态的一致性,实际料流量一般与理论料流量的偏差在10mm以内。模具调试过程中,一般是调试人员用记号笔在压边圈上,标记压边圈闭合后的料片边界和成形到底后的料片边界,通过直尺测量的方式,得到对应位置料片的流入量,当全局料流过多或过少时,会通过调整机床压料力的方式,增大或减小进料阻力来调节料流量,由于通过直尺测量不便于快速获得实际料流量,从而导致调试时间长,调试效率较低。因此,如何提供一种拉延料流控制装置及控制方法,以能够较为快速地获得实际料流量,使得实际料流量的调节较为省时省力,提高模具调试效率,成为本领域技术人员急需解决的技术问题。
技术实现思路
1、本发明的目的是提供一种拉延料流控制装置,以解决现有技术中的上述技术问题。本发明的另一目的是提供一种拉延料流控制方法。
2、为实现上述目的,本发明提供了如下技术方案:
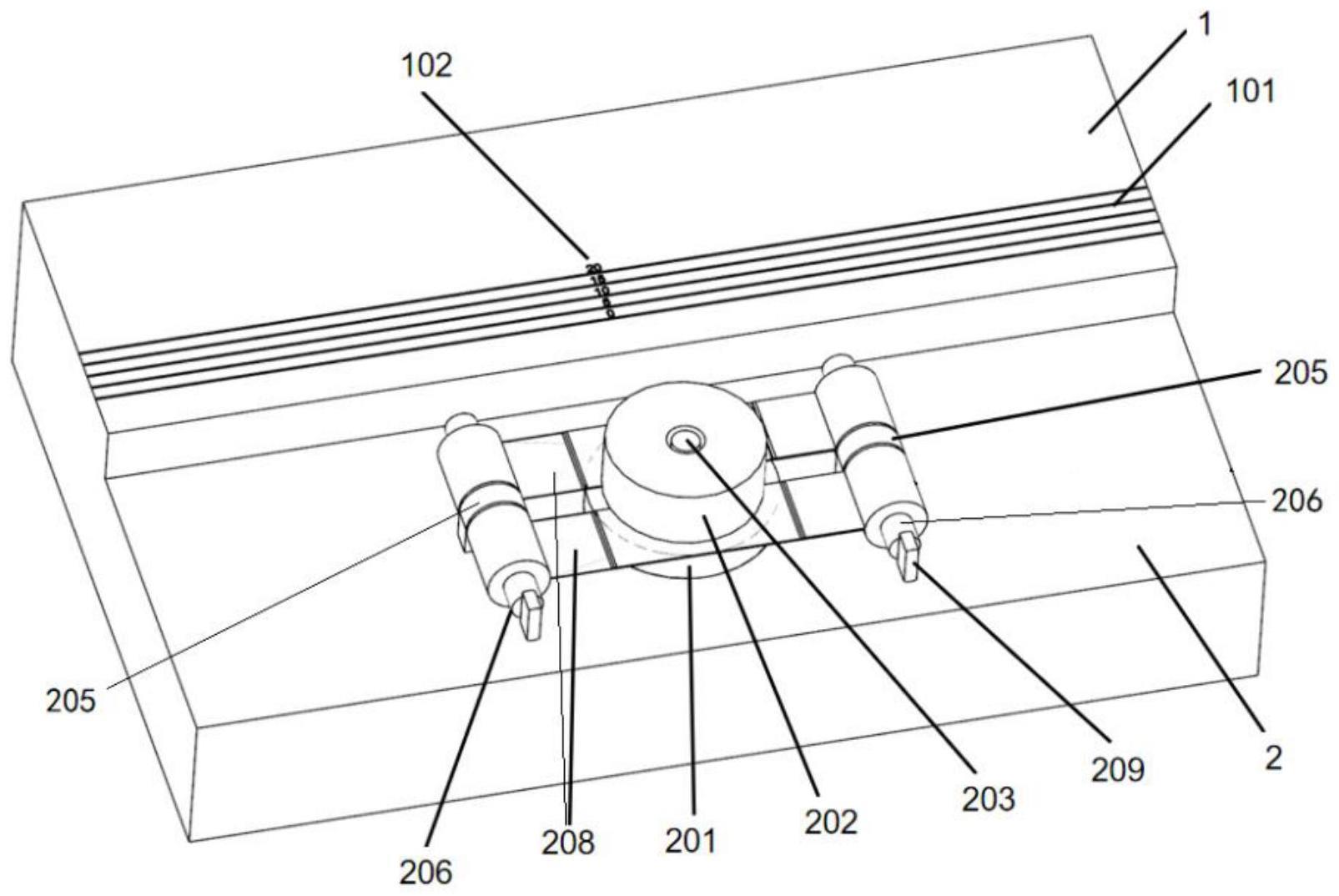
3、一种拉延料流控制装置,其包括料流量调节机构和设置在下模压边圈的压料面上的多个刻度线,各所述刻度线之间的间距相等;所述料流量调节机构包括用于设定上模与下模之间闭合间隙的平衡块和用于调节所述平衡块的竖直高度的调节组件,所述平衡块设置在下模上且位于所述下模压边圈外。
4、优选地,所述平衡块通过固定螺栓与所述下模相连,所述平衡块上竖直设置有第一沉孔,所述下模上设置有与所述第一沉孔相对的第二沉孔,所述第一沉孔的大径段用于容纳所述固定螺栓的螺栓头,所述固定螺栓的螺杆段穿过所述第一沉孔的小径段、所述第二沉孔的大径段后与所述第二沉孔的小径段螺纹配合;所述平衡块的底面与所述第二沉孔的大径段的底面之间设置有弹性元件。
5、优选地,所述下模上设置有用于与所述平衡块相连的安装凸台,所述第二沉孔位于所述安装凸台上;所述调节组件包括旋转轴、调节垫片、两个轴座,两所述轴座对称设置在所述平衡块的两侧,两所述轴座上均转动设置有所述旋转轴,两所述旋转轴相平行;所述调节垫片的一端卷曲在一所述旋转轴上,所述调节垫片的另一端穿过所述平衡块与所述安装凸台之间的空隙后卷曲在另一所述旋转轴上;所述调节垫片包括依次相连的多个片段,各所述片段的厚度不同。
6、优选地,所述调节垫片的各所述片段的厚度由左至右依次增大。
7、优选地,所述调节垫片为矽钢片。
8、优选地,所述调节垫片的个数为两个,两所述调节垫片对称设置在所述固定螺栓的前后两侧,两所述轴座分别位于所述平衡块的左右两侧。
9、优选地,所述旋转轴的前端设置有旋动块。
10、一种拉延料流控制方法,其包括以下步骤:
11、步骤s1、获得拉延过程中的实际料流量:
12、料片被定位后在重力状态下,在与料片的初始边界相对应的刻度线上做标记;
13、拉延完成后,在与料片拉延后的边界对应的刻度线上做标记;
14、通过读取上述两个刻度线所对应的刻度值,获得实际料流量;
15、步骤s2、将实际料流量与理论料流量进行比对,若实际料流量与理论料流量的差值在设定范围内,则无需调节平衡块的竖直高度;若实际料流量与理论料流量的差值不在设定范围内,则进行步骤s3;
16、步骤s3、通过调节组件使平衡块的竖直高度降低或增大,直至实际料流量与理论料流量的差值在设定范围内。
17、优选地,使平衡块的竖直高度降低的方法为:在模具打开时,通过转动所述调节组件的位于所述平衡块右侧的旋转轴,带动调节垫片向右移动,使所述调节垫片的不同厚度的片段位于所述平衡块与所述安装凸台之间的空隙中。
18、优选地,使平衡块的竖直高度增大的方法为:在模具打开时,通过转动所述调节组件的位于所述平衡块左侧的旋转轴,带动调节垫片向左移动,使所述调节垫片上不同厚度的片段位于所述平衡块与所述安装凸台之间的空隙中。
19、本发明的有益效果在于:
20、本发明的拉延料流控制装置及控制方法,通过上模压边圈的压料面上设置的多个等间距的刻度线,能够较为方便快捷地获得实际料流量,而后根据实际料流量与理论料流量的比对结果,通过调节组件对平衡块的竖直高度进行调节,使得上下模的闭合间隙得到调节,以使得实际料流量得到调节,直至实际料流量与理论料流量的差值在设定范围内即可。可见,本发明能够较为快速地获得实际料流量,还能够使得实际料流量的调节较为省时省力,有效地提高了模具调试效率。
技术特征:
1.一种拉延料流控制装置,其特征在于,其包括料流量调节机构和设置在下模压边圈的压料面上的多个刻度线,各所述刻度线之间的间距相等;所述料流量调节机构包括用于设定上模与下模之间闭合间隙的平衡块和用于调节所述平衡块的竖直高度的调节组件,所述平衡块设置在下模上且位于所述下模压边圈外。
2.根据权利要求1所述的拉延料流控制装置,其特征在于,所述平衡块通过固定螺栓与所述下模相连,所述平衡块上竖直设置有第一沉孔,所述下模上设置有与所述第一沉孔相对的第二沉孔,所述第一沉孔的大径段用于容纳所述固定螺栓的螺栓头,所述固定螺栓的螺杆段穿过所述第一沉孔的小径段、所述第二沉孔的大径段后与所述第二沉孔的小径段螺纹配合;所述平衡块的底面与所述第二沉孔的大径段的底面之间设置有弹性元件。
3.根据权利要求2所述的拉延料流控制装置,其特征在于,所述下模上设置有用于与所述平衡块相连的安装凸台,所述第二沉孔位于所述安装凸台上;所述调节组件包括旋转轴、调节垫片、两个轴座,两所述轴座对称设置在所述平衡块的两侧,两所述轴座上均转动设置有所述旋转轴,两所述旋转轴相平行;所述调节垫片的一端卷曲在一所述旋转轴上,所述调节垫片的另一端穿过所述平衡块与所述安装凸台之间的空隙后卷曲在另一所述旋转轴上;所述调节垫片包括依次相连的多个片段,各所述片段的厚度不同。
4.根据权利要求3所述的拉延料流控制装置,其特征在于,所述调节垫片的各所述片段的厚度由左至右依次增大。
5.根据权利要求3所述的拉延料流控制装置,其特征在于,所述调节垫片为矽钢片。
6.根据权利要求3所述的拉延料流控制装置,其特征在于,所述调节垫片的个数为两个,两所述调节垫片对称设置在所述固定螺栓的前后两侧,两所述轴座分别位于所述平衡块的左右两侧。
7.根据权利要求3所述的拉延料流控制装置,其特征在于,所述旋转轴的前端设置有旋动块。
8.一种拉延料流控制方法,其特征在于,其包括以下步骤:
9.根据权利要求8所述的拉延料流控制方法,其特征在于,使平衡块的竖直高度降低的方法为:在模具打开时,通过转动所述调节组件的位于所述平衡块右侧的旋转轴,带动调节垫片向右移动,使所述调节垫片的不同厚度的片段位于所述平衡块与所述安装凸台之间的空隙中。
10.根据权利要求8所述的拉延料流控制方法,其特征在于,使平衡块的竖直高度增大的方法为:在模具打开时,通过转动所述调节组件的位于所述平衡块左侧的旋转轴,带动调节垫片向左移动,使所述调节垫片上不同厚度的片段位于所述平衡块与所述安装凸台之间的空隙中。
技术总结
本发明提供了一种拉延料流控制装置及控制方法,其中拉延料流控制装置包括料流量调节机构和设置在下模压边圈的压料面上的多个刻度线,各所述刻度线之间的间距相等;所述料流量调节机构包括用于设定上模与下模之间闭合间隙的平衡块和用于调节所述平衡块的竖直高度的调节组件,所述平衡块设置在下模上且位于所述下模压边圈外。本发明能够较为快速地获得实际料流量,还能够使得实际料流量的调节较为省时省力,有效地提高模具的调试效率。
技术研发人员:井芊,徐肖,阮林凡
受保护的技术使用者:安徽江淮汽车集团股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!