一种冰箱钣金件自动铆压机的制作方法
本发明涉及冰箱横梁加工,尤其涉及一种冰箱钣金件自动铆压机。
背景技术:
1、在冰箱的生产过程中,铆压机需要对横梁进行钣金件冲压,为了避免人工放置钣金件造成的安全隐患,往往会采用机械臂的方式替代人工上料,例如授权公告号为cn105817540a,名称为一种自动化称套铆压装置的发明专利,机架通过焊接连接设置在底座上,底座内设有主气缸,机架的右侧中部固定有主控器,机架之间的底座上通过螺栓固定有铆压台,机架的横梁左侧设有机械手,工作人员通过对主控器的操作,控制机械手进行上料。
2、但是,机械手的上料方式不利于生产效率:一方面,机械手上料完后,为了避开铆压模具的冲压,机械手移开需要耗费时间;另一方面,为了保证钣金件与横梁的相对位置不发生变化,钣金件与横梁上增加工艺定位孔需要耗费人力和时间。
技术实现思路
1、有鉴于此,有必要提供一种冰箱钣金件自动铆压机,用以解决现有技术中铆压机采用机械手放置钣金件不利于生产效率的技术问题。
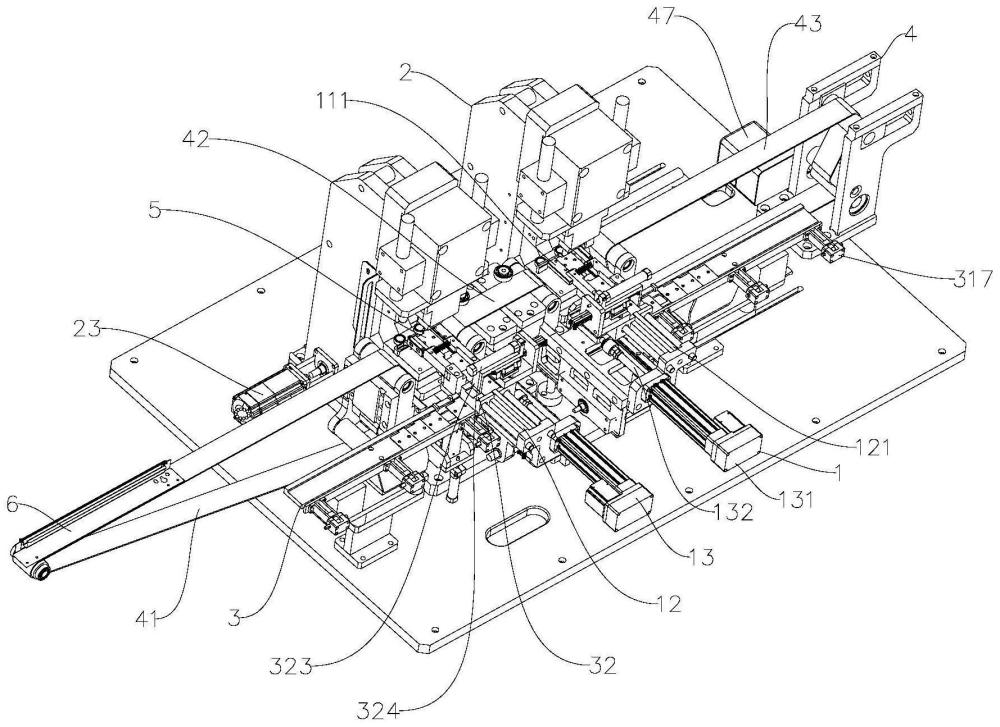
2、本发明提供一种冰箱钣金件自动铆压机,包括上料机构及铆压机构;所述上料机构包括上料滑道、第一推块及第一驱动件,所述上料滑道的输出端设有夹持件,所述上料滑道的输入端用于放置一钣金件,所述第一推块与所述钣金件抵接并滑动连接于所述上料滑道,所述第一驱动件的固定端与所述第一推块固定连接,所述第一驱动件的活动端与所述上料滑道固定连接,所述第一驱动件驱动所述上料滑道靠近所述第一推块,以使得所述钣金件被所述第一推块抵接至所述夹持件;
3、所述夹持件包括一对相对设置的夹持棒,两个所述夹持棒的一端与所述上料滑道连接,两个所述夹持棒的另一端朝所述铆压机构延伸,所述钣金件夹持于两个所述夹持棒之间。
4、在其中一个实施例中,所述铆压机构包括铆压模具、铆压平台及第二驱动件,所述铆压平台用于放置一横梁,所述第一驱动件驱动所述上料滑道远离所述第一推块,以使得两个所述夹持棒夹持所述钣金件移动至所述铆压模具与所述横梁之间,所述第二驱动件用于驱动所述铆压模具冲压所述钣金件至所述横梁。
5、在其中一个实施例中,所述上料机构还包括上料台及第三驱动件,所述上料滑道与所述上料台的顶部滑动连接,所述第三驱动件位于所述上料台的底部,所述第三驱动件用于驱动所述上料台升降。
6、在其中一个实施例中,所述铆压机构及所述上料机构均为两个,两个所述铆压机构之间设有升降皮带,所述升降皮带与所述上料台固定连接,所述第三驱动件驱动所述上料台升降并带动所述升降皮带升降。
7、在其中一个实施例中,还包括第一传输机构,所述第一传输机构包括输送滑道及转向滑道,所述输送滑道的输出端与所述转向滑道的输入端连接,所述输送滑道用于逐个的输送钣金件至所述转向滑道,所述转向滑道与所述上料滑道固定连接,所述转向滑道用于把所述输送滑道上的钣金件转移至所述上料滑道的输入端。
8、在其中一个实施例中,所述输送滑道上设有第一挡杆、第二挡杆及第四驱动件,所述输送滑道开设有两个通孔,所述第一挡杆与所述第二挡杆分别滑动连接于两个所述通孔,所述第四驱动件用于驱动所述第一挡杆与所述第二挡杆伸出或缩回两个所述通孔、并使得有且只有一个钣金件进入所述输送滑道的输出端。
9、在其中一个实施例中,所述转向滑道上设有第二推块及第五驱动件,所述第五驱动件用于驱动所述第二推块推动所述输送滑道的输出端的钣金件至所述转向滑道上。
10、在其中一个实施例中,所述转向滑道开设有通道,所述第一推块的顶部固定连接有凸起,所述凸起抵接所述转向滑道上的钣金件并与所述通道滑道连接,所述第一驱动件驱动所述上料滑道朝所述第一推块移动并带动所述转向滑道移动,以使得所述转向滑道上的钣金件受到所述凸起的抵接后掉落至所述上料滑道的输入端。
11、在其中一个实施例中,还包括第二传输机构,所述第二传输机构包括输入皮带及输出皮带,所述输入皮带与所述铆压平台的一端连接,所述输出皮带与所述铆压平台的另一端连接。
12、在其中一个实施例中,所述第二传输机构还包括限位块及第六驱动件,所述限位块位于所述铆压平台与所述输入皮带之间,所述第六驱动件用于驱动所述限位块抵接所述输入皮带传送过来的所述横梁,以使得所述横梁停留至所述铆压平台的指定位置。
13、与现有技术相比,本发明提供的一种冰箱钣金件自动铆压机,具有如下有益效果:
14、通过第一驱动件驱动上料滑道移动,使得第一推块抵接钣金件至两个夹持棒之间,两个夹持棒与钣金件的侧壁抵接,继而使得两个夹持棒并不影响铆压机构的冲压,因此,夹持件带动钣金件移动至待铆压的指定位置后,无需再松开钣金件远离铆压机构,铆压机构可以直接冲压,有效节省了夹持件远离铆压机构的时间,同时,在夹持件的固定下,钣金件也不会出现位移偏差,有效保障了钣金件冲压位置的准确性,避免了钣金件增加工艺定位孔所耗费的时间,有效提升了生产效率。
15、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以本发明的较佳实施例并配合附图详细说明如下,本发明的具体实施方式由以下实施例及其附图详细给出。
技术特征:
1.一种冰箱钣金件自动铆压机,其特征在于,包括上料机构及铆压机构;
2.根据权利要求1所述的一种冰箱钣金件自动铆压机,其特征在于,所述铆压机构包括铆压模具、铆压平台及第二驱动件,所述铆压平台用于放置一横梁,所述第一驱动件驱动所述上料滑道远离所述第一推块,以使得两个所述夹持棒夹持所述钣金件移动至所述铆压模具与所述横梁之间,所述第二驱动件用于驱动所述铆压模具冲压所述钣金件至所述横梁。
3.根据权利要求1所述的一种冰箱钣金件自动铆压机,其特征在于,所述上料机构还包括上料台及第三驱动件,所述上料滑道与所述上料台的顶部滑动连接,所述第三驱动件位于所述上料台的底部,所述第三驱动件用于驱动所述上料台升降。
4.根据权利要求3所述的一种冰箱钣金件自动铆压机,其特征在于,所述铆压机构及所述上料机构均为两个,两个所述铆压机构之间设有升降皮带,所述升降皮带与所述上料台固定连接,所述第三驱动件驱动所述上料台升降并带动所述升降皮带升降。
5.根据权利要求1所述的一种冰箱钣金件自动铆压机,其特征在于,还包括第一传输机构,所述第一传输机构包括输送滑道及转向滑道,所述输送滑道的输出端与所述转向滑道的输入端连接,所述输送滑道用于逐个的输送钣金件至所述转向滑道,所述转向滑道与所述上料滑道固定连接,所述转向滑道用于把所述输送滑道上的钣金件转移至所述上料滑道的输入端。
6.根据权利要求5所述的一种冰箱钣金件自动铆压机,其特征在于,所述输送滑道上设有第一挡杆、第二挡杆及第四驱动件,所述输送滑道开设有两个通孔,所述第一挡杆与所述第二挡杆分别滑动连接于两个所述通孔,所述第四驱动件用于驱动所述第一挡杆与所述第二挡杆伸出或缩回两个所述通孔、并使得有且只有一个钣金件进入所述输送滑道的输出端。
7.根据权利要求6所述的一种冰箱钣金件自动铆压机,其特征在于,所述转向滑道上设有第二推块及第五驱动件,所述第五驱动件用于驱动所述第二推块推动所述输送滑道的输出端的钣金件至所述转向滑道上。
8.根据权利要求7所述的一种冰箱钣金件自动铆压机,其特征在于,所述转向滑道开设有通道,所述第一推块的顶部固定连接有凸起,所述凸起抵接所述转向滑道上的钣金件并与所述通道滑道连接,所述第一驱动件驱动所述上料滑道朝所述第一推块移动并带动所述转向滑道移动,以使得所述转向滑道上的钣金件受到所述凸起的抵接后掉落至所述上料滑道的输入端。
9.根据权利要求2所述的一种冰箱钣金件自动铆压机,其特征在于,还包括第二传输机构,所述第二传输机构包括输入皮带及输出皮带,所述输入皮带与所述铆压平台的一端连接,所述输出皮带与所述铆压平台的另一端连接。
10.根据权利要求9所述的一种冰箱钣金件自动铆压机,其特征在于,所述第二传输机构还包括限位块及第六驱动件,所述限位块位于所述铆压平台与所述输入皮带之间,所述第六驱动件用于驱动所述限位块抵接所述输入皮带传送过来的所述横梁,以使得所述横梁停留至所述铆压平台的指定位置。
技术总结
本发明公开一种冰箱钣金件自动铆压机,属于冰箱横梁加工领域,包括上料机构及铆压机构,上料机构包括上料滑道、第一推块及第一驱动件,上料滑道的输出端设有夹持件,夹持件包括一对相对设置的夹持棒,通过第一驱动件驱动上料滑道移动,使得第一推块抵接钣金件至两个夹持棒之间,两个夹持棒并不影响铆压机构的冲压,无需再松开钣金件远离铆压机构,铆压机构可以直接冲压,有效节省了夹持件远离铆压机构的时间,同时,在夹持件的固定下,钣金件也不会出现位移偏差,有效保障了钣金件冲压位置的准确性,避免了钣金件增加工艺定位孔所耗费的时间,有效提升了生产效率。
技术研发人员:周伟
受保护的技术使用者:荆州市亿泓自动化科技有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!