一种钢桥U型肋对接自动焊接装置及其焊接方法与流程
本发明涉及桥面板单元u形肋的焊接,更具体地,涉及一种钢桥u型肋对接自动焊接装置及其焊接方法。
背景技术:
1、随着我国钢结构桥梁建设的不断发展,大型安装设备应用越来越多,大型钢结构桥梁节段越来越大。而因公路运输及加工限制,u型肋加工长度受限,已不能满足大节段长度的需求,因此需要进行u型肋对接。而传统的使用钢衬垫的u型肋对接质量不易控制。
技术实现思路
1、本发明提供一种钢桥u型肋对接自动焊接装置及其焊接方法,采用u型肋内胎控制精度,用陶瓷衬垫方式对接,能较好保证u型肋对接质量,以解决现有u型肋对接质量不易控制的问题。
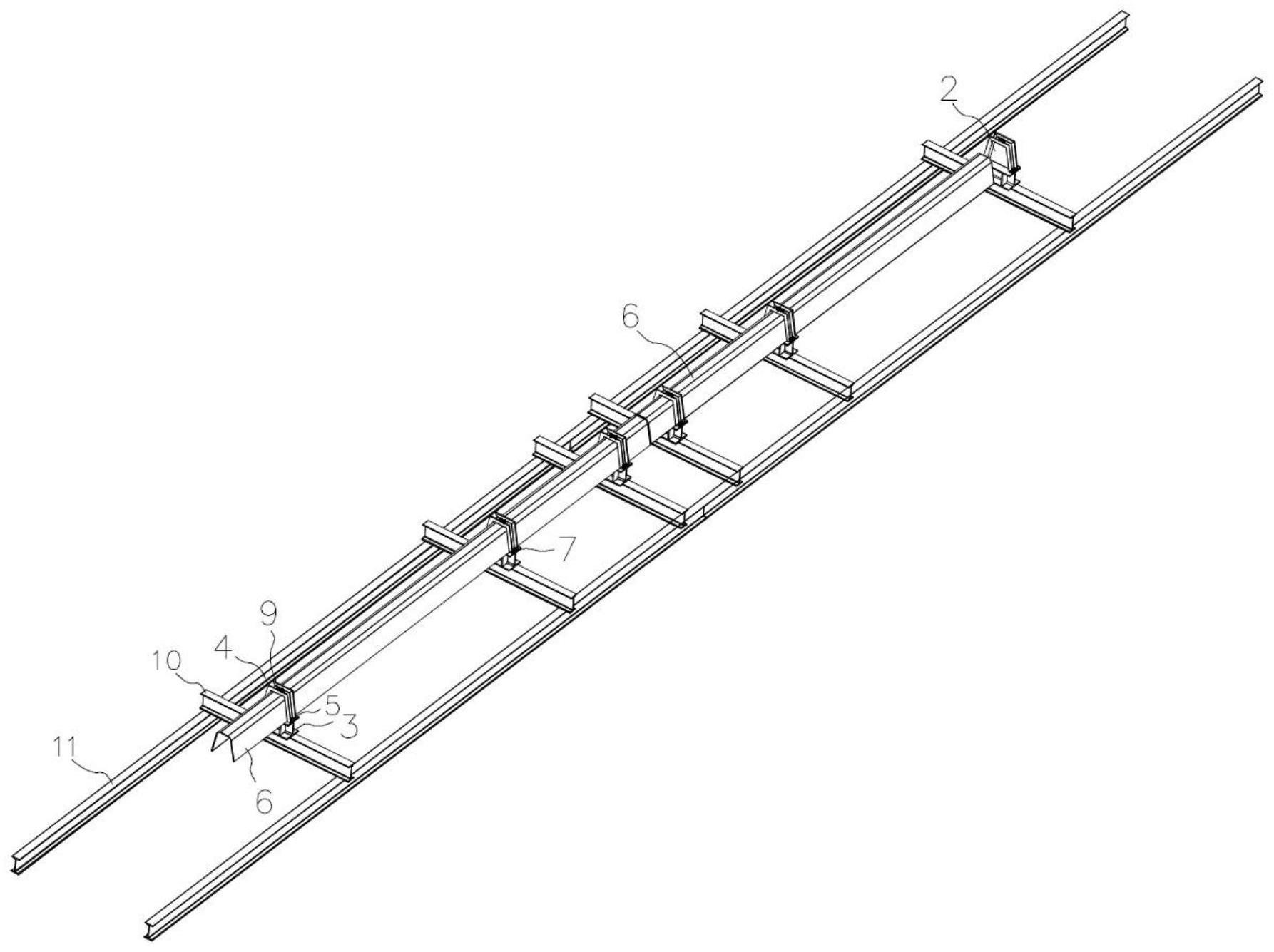
2、根据本发明的一个方面,提供一种钢桥u型肋对接自动焊接装置,包括多个胎架和陶瓷衬垫,所述胎架间隔呈直线状设置,且所述胎架包括座体和装设在所述座体上的锁紧架,所述锁紧架的呈倒u字形,且其内圆面与u型肋的外形适配,所述锁紧架的两端通过螺栓固定在所述座体上,待焊接的u型肋通过所述锁紧架固定在相连所述胎架上,所述陶瓷衬垫贴合在相邻待焊接的两个u型肋上,使相邻待焊接的两个u型肋的边缝处于所述陶瓷衬垫中间。
3、在上述方案基础上优选,所述锁紧架的两侧自由端向外延伸形成连接缘,所述连接缘上设置有螺栓孔。
4、在上述方案基础上优选,所述锁紧架的顶部设置有调节螺栓,所述调节螺栓的端部抵触在焊接的u型肋的端面。
5、在上述方案基础上优选,所述座体为i形工字钢。
6、在上述方案基础上优选,还包括纵向轨道和横移轨道,所述横移轨道滑动式平行架设在两个所述纵向轨道之间,所述座体装设在所述横移轨道上。
7、本发明还提供了一种钢桥u型肋对接自动焊接方法,包括以下步骤:
8、步骤1,在锁紧架上装入u型肋,并在u型肋的内侧装入内胎模;
9、步骤2,基于u型肋的长度和曲度调节u型肋内胎、外胎控制位置,并锁紧相对位置;
10、步骤3,在u型肋对接口内侧贴陶瓷衬垫,端头安装引熄弧板;
11、步骤4,引入焊接机器人手臂对u型肋对接焊缝。
12、在上述方案基础上优选,控制横移轨道在纵向轨道上的位置,实现对不同u型肋的对接焊缝快速焊接。
13、本发明的一种钢桥u型肋对接自动焊接装置及其焊接方法,采用i形工字钢制作座体,利用工字钢上的锁紧架可以实现对多个u型肋的锁紧和相对位置的固定,使用时可以根据需要拼接的u型肋的长度,选择不同数量的胎架进行组合,使用方便快捷,同时利用锁紧架上的调节螺栓以及其内部的形状可以对u型肋的快速锁紧和定位,使其对位更加精准,调节更加方便快捷。
技术特征:
1.一种钢桥u型肋对接自动焊接装置,其特征在于,包括多个胎架和陶瓷衬垫,所述胎架间隔呈直线状设置,且所述胎架包括座体和装设在所述座体上的锁紧架,所述锁紧架的呈倒u字形,且其内圆面与u型肋的外形适配,所述锁紧架的两端通过螺栓固定在所述座体上,待焊接的u型肋通过所述锁紧架固定在相连所述胎架上,所述陶瓷衬垫贴合在相邻待焊接的两个u型肋上,使相邻待焊接的两个u型肋的边缝处于所述陶瓷衬垫中间。
2.如权利要求1所述的一种钢桥u型肋对接自动焊接装置,其特征在于,所述锁紧架的两侧自由端向外延伸形成连接缘,所述连接缘上设置有螺栓孔。
3.如权利要求1所述的一种钢桥u型肋对接自动焊接装置,其特征在于,所述锁紧架的顶部设置有调节螺栓,所述调节螺栓的端部抵触在焊接的u型肋的端面。
4.如权利要求1所述的一种钢桥u型肋对接自动焊接装置,其特征在于,还包括纵向轨道和横移轨道,所述横移轨道滑动式平行架设在两个所述纵向轨道之间,所述座体装设在所述横移轨道上。
5.一种钢桥u型肋对接自动焊接方法,其特征在于,包括以下步骤:
6.如权利要求5所述的一种钢桥u型肋对接自动焊接方法,其特征在于,在步骤4中,控制横移轨道在纵向轨道上的位置,实现对不同u型肋的对接焊缝快速焊接。
技术总结
本发明的一种钢桥U型肋对接自动焊接装置及其焊接方法,该装置包括多个胎架和陶瓷衬垫,胎架间隔呈直线状设置,且胎架包括座体和装设在座体上的锁紧架,锁紧架的呈倒U字形,且其内圆面与U型肋的外形适配,锁紧架的两端通过螺栓固定在座体上,待焊接的U型肋通过锁紧架固定在相连胎架上。本发明的一种钢桥U型肋对接自动焊接装置,采用I形工字钢制作座体,利用工字钢上的锁紧架可以实现对多个U型肋的锁紧和相对位置的固定,使用时可以根据需要拼接的U型肋的长度,选择不同数量的胎架进行组合,使用方便快捷,同时利用锁紧架上的调节螺栓以及其内部的形状可以对U型肋的快速锁紧和定位,使其对位更加精准,调节更加方便快捷。
技术研发人员:占亚军,陈龙,黄堃,王浪,曹玉军,周邓,叶立,王海涛,江海涛
受保护的技术使用者:中交二航局结构工程有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!