金属薄壁环形制品的快速加工方法与流程
本发明涉及金属环垫,尤其涉及金属薄壁环形制品的快速加工方法。
背景技术:
1、在公开号为cn108581394b的中国发明专利文献中公开了一种金属薄壁环形制品的一次装夹成型加工方法,首先将金属毛坯的里端面靠在车床的回转工作台上并固定,对金属毛坯的内、外圆周面及外端面进行机加工形成半成品,在回转工作台上固定连接工装夹具稳固夹持住半成品,对金属毛坯进行整体切割,使靠在回转工作台的部分毛坯和半成品完全分离并产生间隙,分离出的半成品继续被工装夹具稳固夹持,再通过间隙对半成品的内端面进行机加工,然后拆除工装夹具,取下已加工完成的环形制品。该发明的方法操作步骤合理,在整个加工过程中,工件只用一次装夹,无需中途取下,可以严格保证工件的同心度,加工出的环形制品的尺寸精密,合格率大大提高,减少了工时,成本明显降低。上述现有技术的缺陷在于:自动化程度低,每加工一个环体都需要安装和拆卸一次工装夹具,加工效率慢。
技术实现思路
1、本发明要解决上述现有技术存在的问题,提供一种金属薄壁环形制品的快速加工方法,改进旧工艺,使回转工作台和工装夹具可以自动分离,提高自动化加工的水平。
2、本发明解决其技术问题采用的技术方案:金属薄壁环形制品的快速加工方法,用于将金属毛坯机加工成环形制品,包括以下加工步骤,
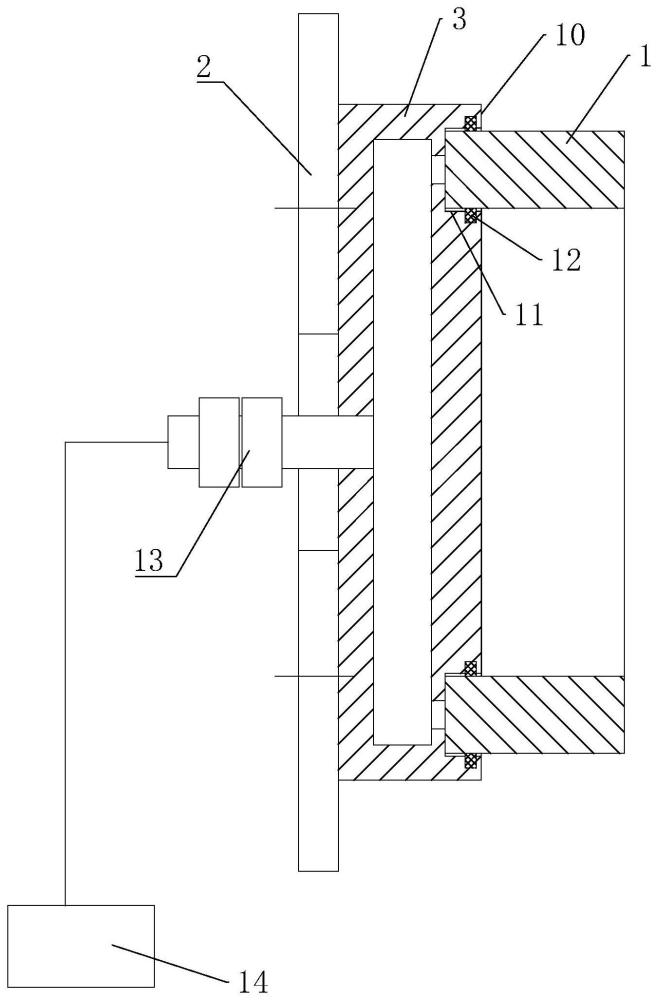
3、(a)首先准备好环形的金属毛坯,将金属毛坯的里端面靠在车床的回转工作台上并通过环形件快装夹具进行固定,
4、(b)利用切削刀具对金属毛坯的内、外圆周面及外端面进行机加工形成半成品,
5、(c)在车床刀架上固定安装有切断刀和可回转的支承夹具,支承夹具稳固夹持住上述机加工过的半成品,
6、(d)切断刀与车床刀架之间设有x轴移动机构,x轴移动机构移动切断刀对金属毛坯进行整体切割,使靠在回转工作台的部分金属毛坯和机加工过部分的半成品完全分离,分离出的半成品继续被支承夹具稳固夹持;
7、(e)分离出的半成品的内端面进行机加工操作,包括但不限于使用切断刀在分离时一并进行加工成型、取下分离出的半成品到磨床上进行加工成型或者在部分金属毛坯上安装磨片对半成品进行回转打磨成型这三种中的任意一种加工方式;
8、(f)拆除环形件快装夹具上的部分金属毛坯,取下已加工完成的金属薄壁环形制品。
9、进一步完善,在步骤(a)中,所述环形件快装夹具采用真空吸附夹具或胀套夹具。
10、进一步完善,在步骤(b)中,切削刀具包括固定连接在一起的外圆刀和内孔刀。
11、进一步完善,在步骤(b)中,支承夹具包括支撑杆、轴承和定位支撑环,支撑杆连接车床刀架,支撑杆上固定安装轴承,轴承上固定安装定位支撑环。
12、进一步完善,所述定位支撑环上设有用于固定工件的凹槽,凹槽内设有弹性衬垫,所述定位支撑环的内圈上设有夹紧机构,夹紧机构包括转动支座和配重夹爪,所述转动支座上转动连接配重夹爪,配重夹爪上转动安装设有摩擦压轮,所述转动支座的上端设有角度限位块,所述转动支座的内侧与配重夹爪之间固定连接有压缩弹簧。
13、本发明有益的效果是:1、支承夹具可以跟随刀架移动,对机加工过的半成品进行定位,支承夹具可以和工件一起转动,环体切下来后,使回转工作台和支承夹具可以自动分离,提高自动化加工的水平,提高了加工效率。2、刀架移动支承夹具移动对半成品进行定位时,切断刀同步移动到位,定位精度好,节省了走刀和换刀的时间,进一步提高了切断效率。
技术特征:
1.金属薄壁环形制品的快速加工方法,用于将金属毛坯(1)机加工成环形制品,其特征在于:包括以下加工步骤,
2.根据权利要求1所述的金属薄壁环形制品的快速加工方法,其特征在于:在步骤(a)中,所述环形件快装夹具(3)采用真空吸附夹具或胀套夹具。
3.根据权利要求1所述的金属薄壁环形制品的快速加工方法,其特征在于:在步骤(b)中,切削刀具(4)包括固定连接在一起的外圆刀和内孔刀。
4.根据权利要求1所述的金属薄壁环形制品的快速加工方法,其特征在于:在步骤(b)中,支承夹具(7)包括支撑杆(15)、轴承(16)和定位支撑环(17),支撑杆(15)连接车床刀架,支撑杆(15)上固定安装轴承(16),轴承(16)上固定安装定位支撑环(17)。
5.根据权利要求1所述的金属薄壁环形制品的快速加工方法,其特征在于:所述定位支撑环(17)上设有用于固定工件的凹槽,凹槽内设有弹性衬垫(35),所述定位支撑环(17)的内圈上设有夹紧机构,夹紧机构包括转动支座(29)和配重夹爪(30),所述转动支座(29)上转动连接配重夹爪(30),配重夹爪(30)上转动安装设有摩擦压轮(31),所述转动支座(29)的上端设有角度限位块(32),所述转动支座(29)的内侧与配重夹爪(30)之间固定连接有压缩弹簧(33)。
技术总结
本发明公开了一种金属薄壁环形制品的快速加工方法,用于将金属毛坯机加工成环形制品,在车床刀架上固定安装有切断刀和可回转的支承夹具,支承夹具稳固夹持住机加工过的半成品,切断刀与车床刀架之间设有X轴移动机构,X轴移动机构移动切断刀对金属毛坯进行整体切割,使靠在回转工作台的部分金属毛坯和机加工过部分的半成品完全分离,分离出的半成品继续被支承夹具稳固夹持。支承夹具可以跟随刀架移动,对机加工过的半成品进行定位,支承夹具可以和工件一起转动,环体切下来后,使回转工作台和支承夹具可以自动分离,提高自动化加工的水平,提高了加工效率。
技术研发人员:杜玉思,张勇,胡秉义,周俊杰,汤小萍,张振武,刘平,张虎
受保护的技术使用者:温州市华海密封件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!