船用焊接方法及船舶与流程
本发明涉及船舶,尤其涉及船用焊接方法及船舶。
背景技术:
1、随着船舶市场的发展,客滚船、汽车运输船等船舶建造越来越多,尤其,汽车运输船等船型具有十几层甲板,甲板的结构均相对比较简单,且每层甲板之间均通过箱型柱体结构支撑连接,由于箱型柱体结构通常都比较厚,现有技术中针对箱型柱体的焊接方法分为两类,一类是直接将箱型柱体的相对且间隔的两侧均与甲板直接焊接,将一侧焊缝焊接完之后,还需要再焊接另一侧的焊缝,导致焊接效率低,且焊接可靠性差;另一类是在箱型柱体上相对且间隔的两侧均设置焊缝,具体地,箱型柱体设置焊缝的端部呈三角状且用于支撑于甲板或另一箱型柱体,如此设置虽然能够保证焊接质量,但将一侧焊缝焊接完之后,也需要再焊接另一侧的焊缝,导致焊接效率低,其次,箱型柱体设置焊缝的端部呈三角状,使得箱型柱体设置焊缝的端部仅通过一条棱边支撑于甲板或另一箱型柱体上,在装配和/或焊接箱型柱体的过程中,容易损伤该条棱边附近的结构,其次,箱型柱体仅通过一条棱边支撑于甲板或另一箱型柱体上时,也存在箱型柱体自身的重量损伤该条棱边附近的结构。
技术实现思路
1、本发明的目的在于提供船用焊接方法及船舶,以解决通过现有技术中的焊接方法焊接箱型柱体时,存在焊接效率低,焊接质量差,且存在易损伤箱型柱体的结构的问题。
2、为达此目的,本发明采用以下技术方案:
3、船用焊接方法,船舶包括箱型柱体结构,所述箱型柱体结构包括箱型柱体和被连接件,所述箱型柱体沿第一方向的一端或两端设有斜坡面,且所述箱型柱体沿第二方向的厚度范围为10mm~60mm,所述第一方向与所述第二方向垂直;所述船用焊接方法包括:
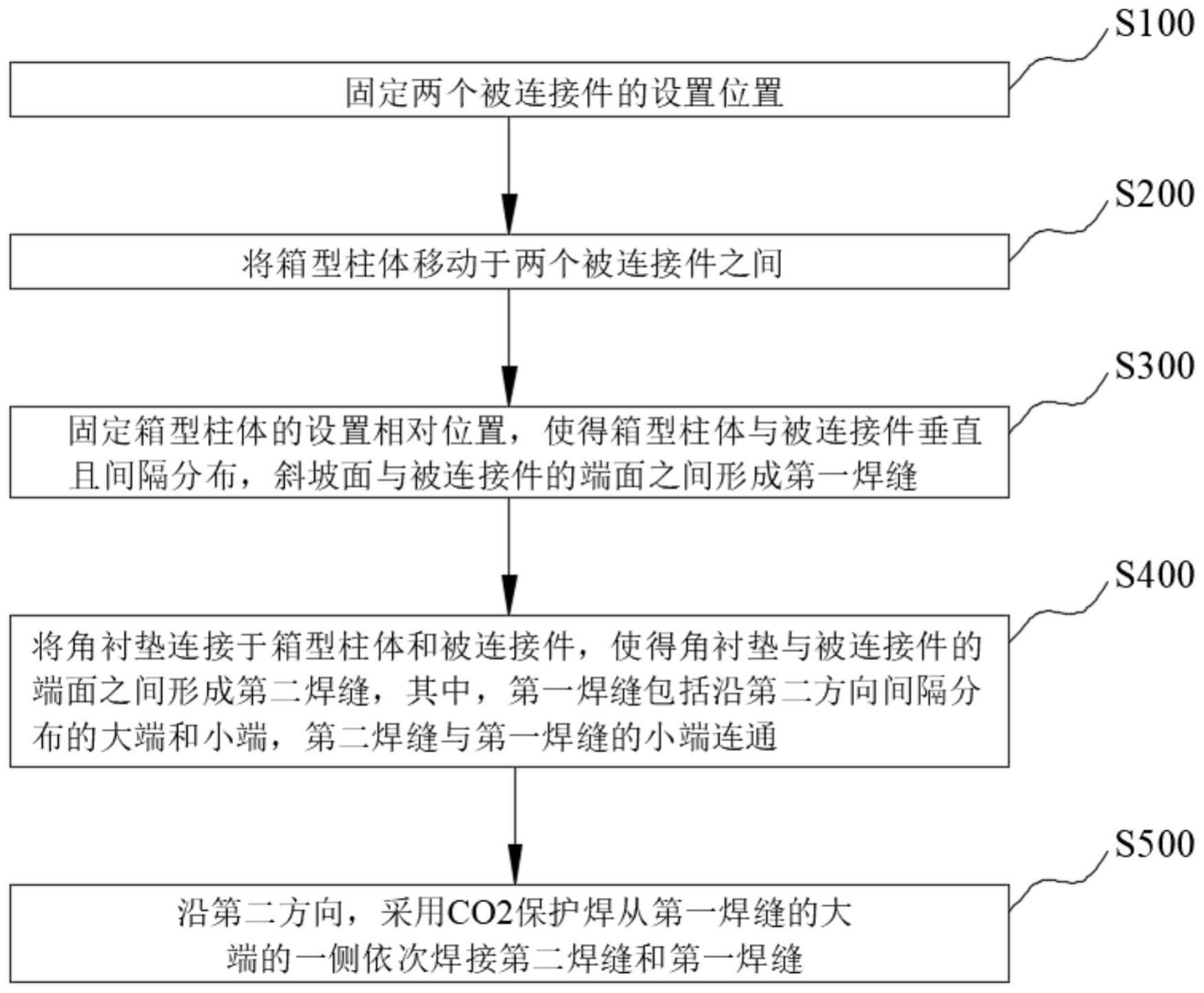
4、固定所述箱型柱体的设置相对位置,使得所述箱型柱体与所述被连接件垂直且间隔分布,所述斜坡面与所述被连接件的端面之间形成第一焊缝;
5、将角衬垫连接于所述箱型柱体和所述被连接件,使得所述角衬垫与所述被连接件的端面之间形成第二焊缝,其中,所述第一焊缝包括沿所述第二方向间隔分布的大端和小端,所述第二焊缝与所述第一焊缝的小端连通;
6、沿所述第二方向,采用co2保护焊从所述第一焊缝的大端的一侧依次焊接所述第二焊缝和所述第一焊缝。
7、作为上述船用焊接方法的一种优选方案,固定所述箱型柱体的设置位置的具体步骤包括:
8、通过限位码限定所述箱型柱体与所述被连接件的端面垂直且间隔分布,其中,沿所述第二方向,所述限位码和所述角衬垫分别位于所述箱型柱体的两侧;
9、将所述限位码与所述箱型柱体的接触处焊接;将所述限位码与所述被连接件的端面的接触处焊接。
10、作为上述船用焊接方法的一种优选方案,所述限位码包括垂直分布且相连接的两个限位部,其中一个所述限位部用于与所述箱型柱体焊接,另一个所述限位部用于与所述被连接件的端面焊接。
11、作为上述船用焊接方法的一种优选方案,所述限位码呈l型。
12、作为上述船用焊接方法的一种优选方案,沿所述第一方向,所述箱型柱体与所述被连接件的端面之间的间距范围为:4mm~12mm。
13、作为上述船用焊接方法的一种优选方案,沿所述第一方向,所述箱型柱体与所述被连接件的端面之间的间距为6mm。
14、作为上述船用焊接方法的一种优选方案,所述斜坡面与所述被连接件的端面之间夹角的范围为:30°~60°。
15、作为上述船用焊接方法的一种优选方案,所述角衬垫包括间隔且垂直分布的两个限位面,以及设置于两个所述限位面之间的弧形坡面,其中一个所述限位面用于与所述箱型柱体连接,另一个所述限位面用于与所述被连接件的端面连接,所述弧形坡面与所述被连接件的端面形成所述第二焊缝。
16、作为上述船用焊接方法的一种优选方案,采用co2保护焊的焊接电压的范围为:25v~30v;采用co2保护焊的焊接电流的范围为:200a~250a。
17、船舶,包括所述箱型柱体结构,所述箱型柱体结构包括所述箱型柱体与所述被连接件,所述被连接件为甲板或另一箱型柱体,用于实施上述的船用焊接方法。
18、本发明的有益效果:
19、本发明的目的在于提供了船用焊接方法及船舶,该船舶包括箱型柱体结构,箱型柱体结构包括箱型柱体和被连接件,箱型柱体沿第一方向的一端或两端设有斜坡面,箱型柱体沿第二方向的厚度范围为10mm~60mm,即该船用焊接方法适用于焊接厚度范围为10mm~60mm。具体地,该船用焊接方法包括:固定箱型柱体的设置相对位置,使得箱型柱体与被连接件垂直且间隔分布,斜坡面与被连接件的端面之间形成第一焊缝,可以理解的是,此时箱型柱体与被连接件的端面垂直,且与被连接件不接触,从而能够有效避免现有技术中由于装配和/或箱型柱体自身的重量导致的箱型柱体的结构被损伤的问题,其次,使得斜坡面与被连接件的端面之间形成呈直角梯形的第一焊缝;再将角衬垫连接于箱型柱体和被连接件,使得角衬垫与被连接件的端面之间形成第二焊缝,采用co2保护焊从第一焊缝的大端的一侧依次焊接第二焊缝和第一焊缝,其中,第二焊缝与第一焊缝的小端连通,可以理解的是,沿第二方向,第一焊缝和第二焊缝的总焊缝宽度大于箱型柱体的厚度,从而能够有效提升箱型柱体与被连接件的端面之间的焊接可靠度,保证了焊接质量,其次,相对于现有技术中需要在箱型柱体的双侧都进行焊接而言,该船用焊接方法仅需从第一焊缝的大端对应的一侧焊接箱型柱体和被连接件,有效降低了焊接难度,提升了焊接效率。
20、从而,该船用焊接方法能够有效避免现有技术中由于装配和/或箱型柱体自身的重量导致的箱型柱体的结构被损伤的问题,能够有效提升箱型柱体与被连接件之间的焊接可靠度,提升了焊接质量,且有效降低了焊接难度,提升了焊接效率。
技术特征:
1.船用焊接方法,其特征在于,船舶包括箱型柱体结构,所述箱型柱体结构包括箱型柱体(1)和被连接件(2),所述箱型柱体(1)沿第一方向的一端或两端设有斜坡面(11),且所述箱型柱体(1)沿第二方向的厚度范围为10mm~60mm,所述第一方向与所述第二方向垂直;所述船用焊接方法包括:
2.根据权利要求1所述的船用焊接方法,其特征在于,固定所述箱型柱体(1)的设置位置的具体步骤包括:
3.根据权利要求2所述的船用焊接方法,其特征在于,所述限位码(6)包括垂直分布且相连接的两个限位部(61),其中一个所述限位部(61)用于与所述箱型柱体(1)焊接,另一个所述限位部(61)用于与所述被连接件(2)的端面焊接。
4.根据权利要求2所述的船用焊接方法,其特征在于,所述限位码(6)呈l型。
5.根据权利要求1-4任一项所述的船用焊接方法,其特征在于,沿所述第一方向,所述箱型柱体(1)与所述被连接件(2)的端面之间的间距范围为:4mm~12mm。
6.根据权利要求5所述的船用焊接方法,其特征在于,沿所述第一方向,所述箱型柱体(1)与所述被连接件(2)的端面之间的间距为6mm。
7.根据权利要求1-4任一项所述的船用焊接方法,其特征在于,所述斜坡面(11)与所述被连接件(2)的端面之间夹角的范围为:30°~60°。
8.根据权利要求1-4任一项所述的船用焊接方法,其特征在于,所述角衬垫(4)包括间隔且垂直分布的两个限位面(41),以及设置于两个所述限位面(41)之间的弧形坡面(42),其中一个所述限位面(41)用于与所述箱型柱体(1)连接,另一个所述限位面(41)用于与所述被连接件(2)的端面连接,所述弧形坡面(42)与所述被连接件(2)的端面形成所述第二焊缝(5)。
9.根据权利要求1-4任一项所述的船用焊接方法,其特征在于,采用co2保护焊的焊接电压的范围为:25v~30v;采用co2保护焊的焊接电流的范围为:200a~250a。
10.船舶,包括所述箱型柱体结构,所述箱型柱体结构包括所述箱型柱体(1)与所述被连接件(2),其特征在于,所述被连接件(2)为甲板或另一箱型柱体,用于实施权利要求1-9任一项所述的船用焊接方法。
技术总结
本发明公开了船用焊接方法及船舶,该船用焊接方法包括:固定箱型柱体的设置相对位置,使得箱型柱体与被连接件垂直且间隔分布,斜坡面与被连接件的端面之间形成第一焊缝;将角衬垫连接于箱型柱体和被连接件,使得角衬垫与被连接件的端面之间形成第二焊缝,其中,第一焊缝包括沿第二方向间隔分布的大端和小端,第二焊缝与第一焊缝的小端连通;沿第二方向,采用CO<subgt;2</subgt;保护焊从第一焊缝的大端的一侧依次焊接第二焊缝和第一焊缝。该船用焊接方法能够有效避免现有技术中由于装配和/或箱型柱体自身的重量导致的箱型柱体的结构被损伤的问题,能够提升箱型柱体与被连接件之间的焊接可靠度,提升了焊接质量,且有效降低了焊接难度,提升了焊接效率。
技术研发人员:刘博,马金军,李豹,杨智炜
受保护的技术使用者:广船国际有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!