一种精度特征值在线获取方法、装置、设备及介质与流程
本申请涉及数据处理,尤其涉及一种精度特征值在线获取方法、装置、设备及介质。
背景技术:
1、基于vdi3441标准的精度计算方法广泛用于欧洲机床生产商的数控机床精度标定,能够丈量机床各运动部位在数控装置控制下运动所能达到的位置精度。各运动部件在程序指令控制下所能达到的精度直接反映了加工零件所能达到的精度,所以定位精度在数控加工中尤为重要。
2、通常通过仪器检测出机床精度数据后,需要对对机床精度数据进行分析得出特征值,而现有对机床精度数据进行分析得出特征值的方法对数据的归档及历史追溯性较差,同时还需要下载安装软件,操作不便。
技术实现思路
1、本申请的主要目的在于提供一种精度特征值在线获取方法、装置、设备及介质,旨在解决现有对机床精度数据进行分析得出特征值的方法对数据的归档及历史追溯性较差的技术问题。
2、为实现上述目的,本申请提供一种精度特征值在线获取方法,包括以下步骤:
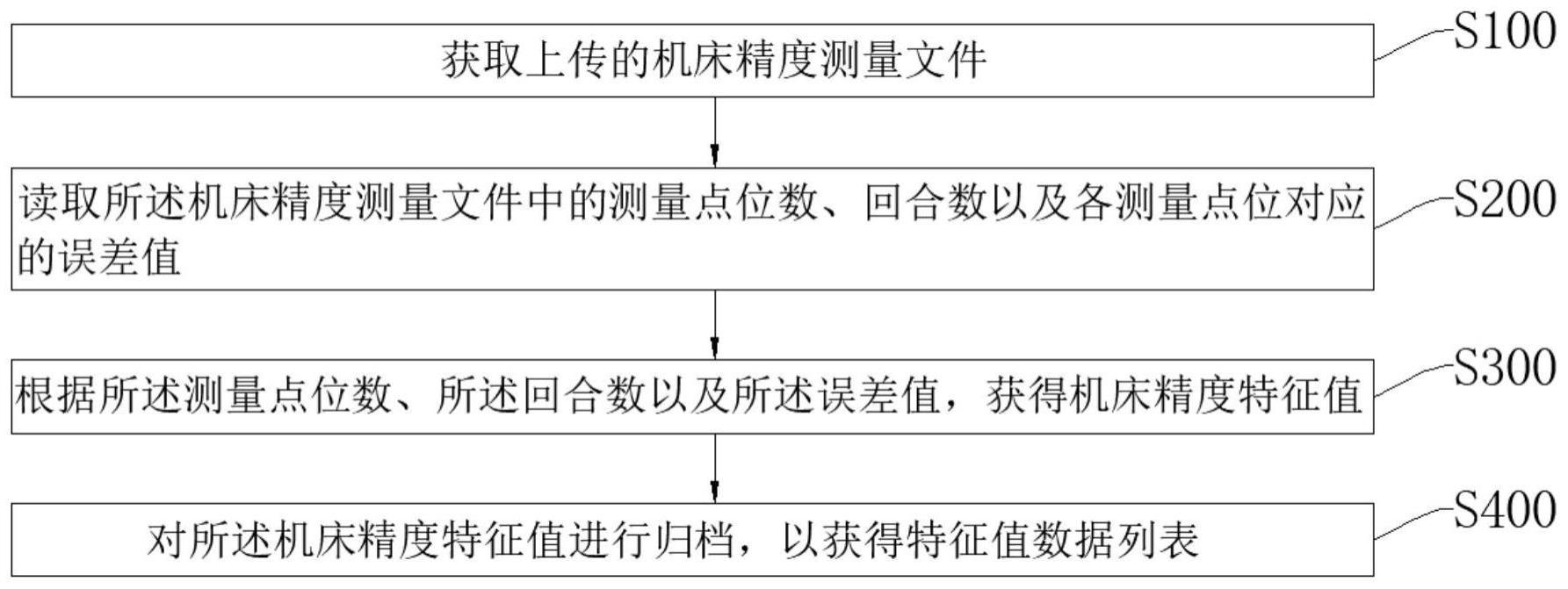
3、获取上传的机床精度测量文件;
4、读取所述机床精度测量文件中的测量点位数、回合数以及各测量点位对应的误差值;其中,所述回合数表示点位测量的来回数;
5、根据所述测量点位数、所述回合数以及所述误差值,获得机床精度特征值;其中,所述机床精度特征值包括定位精度、最大重复定位精度和反向间隙;
6、对所述机床精度特征值进行归档,以获得特征值数据列表。
7、可选地,所述读取所述机床精度测量文件中的测量点位数、回合数以及各测量点位对应的误差值,包括:
8、读取所述机床精度测量文件中的测量点位数m以及机床运动轨迹条数l;
9、根据所述机床运动轨迹条数l,获得回合数n,n=l/2;
10、根据所述测量点位数m和所述机床运动轨迹条数l,创建大小为l×m的二维数组;
11、根据所述二维数组,读取并存储所述机床精度测量文件中的误差值,记为error[l][m]。
12、可选地,所述根据所述测量点位数、所述回合数以及所述误差值,获得机床精度特征值,包括:
13、分别获取测量点位位置的正向测量平均值和负向测量平均值其中,所述正向测量平均值表示基于测量点位位置在正向测量的多个测量值的平均值,负向测量平均值表示基于测量点位位置在负向测量的多个测量值的平均值;和的表达式分别如下:
14、
15、
16、式中,xij表示第i条机床运动轨迹的第j点位误差,其中,i=1,2,...,n,j=1,2,...,m;
17、根据所述正向测量平均值和所述负向测量平均值获得在所述测量点位位置的反向量差uj;其中,
18、根据所述反向量差uj,获得测量数据的反向间隙umax;其中,umax=ujmax,ujmax表示反向量差uj的最大值。
19、可选地,所述根据所述正向测量平均值和所述负向测量平均值获得在所述测量点位位置的反向量差uj的步骤之后,还包括:
20、分别获取测量点位位置的正向标准偏差sj↑和负向标准偏差sj↓;其中,所述正向标准偏差sj↑表示基于测量点位位置在正向测量的多个测量值的标准偏差,所述负向标准偏差sj↓表示基于测量点位位置在负向测量的多个测量值的标准偏差;
21、根据所述正向标准偏差sj↑和所述负向标准偏差sj↓,获得测量点位位置的平均标准偏差其中,
22、根据所述平均标准偏差获得测量点位位置的分散幅度psj;其中,
23、根据所述分散幅度psj,获得测量数据的最大重复定位精度psmax;其中,psmax=psjmax,psjmax表示分散幅度psj的最大值。
24、可选地,所述正向标准偏差sj↑和所述负向标准偏差sj↓的表达式分别如下:
25、当n>1时;
26、
27、
28、当n=1时;
29、
30、
31、可选地,所述根据所述平均标准偏差获得测量点位位置的分散幅度psj的步骤之后,还包括:
32、根据所述正向测量平均值和所述负向测量平均值获得所述测量点位位置的与目标位置的系统误差其中,
33、根据所述反向量差uj、所述分散幅度psj以及所述系统误差获得测量数据的定位精度p。
34、可选地,所述定位精度p的表达式如下:
35、
36、为实现上述目的,本申请还提供一种精度特征值在线获取装置,包括:
37、文件获取模块,用于获取上传的机床精度测量文件;
38、数据读取模块,用于读取所述机床精度测量文件中的测量点位数、回合数以及各测量点位对应的误差值;其中,所述回合数表示点位测量的来回数;
39、特征值计算模块,用于根据所述测量点位数、所述回合数以及所述误差值,获得机床精度特征值;其中,所述机床精度特征值包括定位精度、最大重复定位精度和反向间隙;
40、数据列表构建模块,用于对所述机床精度特征值进行归档,以获得特征值数据列表。
41、为实现上述目的,本申请还提供一种计算机设备,该计算机设备包括存储器和处理器,所述存储器中存储有计算机程序,所述处理器执行所述计算机程序,实现上述的方法。
42、为实现上述目的,本申请还提供一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,处理器执行所述计算机程序,实现上述的方法。
43、本申请所能实现的有益效果如下:
44、本申请可通过在线上传机床精度测量文件,读取文件中的测量点位数、回合数以及各点位的误差值,最后可计算得出定位精度、最大重复定位精度、反向间隙三个具有代表性的机床精度特征值,并对数据归档形成列表,不仅避免了人为计算产生的误差和复杂操作,能更加简便快捷地计算出机床精度特征值数据,同时通过生成的机床精度特征值数据列表,还可方便设备人员对机床精度历史追溯及进行特征值评价和趋势分析,提高了归档及历史追溯性,为机床精度数据历史追溯及进行特征值评价和趋势分析提供了评价依据,且无需额外配置其他专业计算软件,在任意计算机上均可在线对数据进行处理分析,操作简便快捷。
技术特征:
1.一种精度特征值在线获取方法,其特征在于,包括以下步骤:
2.如权利要求1所述的一种精度特征值在线获取方法,其特征在于,所述读取所述机床精度测量文件中的测量点位数、回合数以及各测量点位对应的误差值,包括:
3.如权利要求2所述的一种精度特征值在线获取方法,其特征在于,所述根据所述测量点位数、所述回合数以及所述误差值,获得机床精度特征值,包括:
4.如权利要求3所述的一种精度特征值在线获取方法,其特征在于,所述根据所述正向测量平均值和所述负向测量平均值获得在所述测量点位位置的反向量差uj的步骤之后,还包括:
5.如权利要求4所述的一种精度特征值在线获取方法,其特征在于,所述正向标准偏差sj↑和所述负向标准偏差sj↓的表达式分别如下:
6.如权利要求4或5所述的一种精度特征值在线获取方法,其特征在于,所述根据所述平均标准偏差获得测量点位位置的分散幅度psj的步骤之后,还包括:
7.如权利要求6所述的一种精度特征值在线获取方法,其特征在于,所述定位精度p的表达式如下:
8.一种精度特征值在线获取装置,其特征在于,包括:
9.一种计算机设备,其特征在于,该计算机设备包括存储器和处理器,所述存储器中存储有计算机程序,所述处理器执行所述计算机程序,实现如权利要求1-7中任一项所述的方法。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质上存储有计算机程序,处理器执行所述计算机程序,实现如权利要求1-7中任一项所述的方法。
技术总结
本申请公开了一种精度特征值在线获取方法、装置、设备及介质,包括以下步骤:获取上传的机床精度测量文件;读取所述机床精度测量文件中的测量点位数、回合数以及各测量点位对应的误差值;其中,所述回合数表示点位测量的来回数;根据所述测量点位数、所述回合数以及所述误差值,获得机床精度特征值;其中,所述机床精度特征值包括定位精度、最大重复定位精度和反向间隙;对所述机床精度特征值进行归档,以获得特征值数据列表,本申请具有提高了机床各个轴精度特征值的归档与历史追溯性、为机床精度数据历史追溯及进行特征值评价和趋势分析提供了评价依据的优点。
技术研发人员:张敏,陈鑫进,陶文坚,熊虎山,谢靖超,李颖,李连玉
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!