一种托盘组件的加工方法与流程
本发明涉及加工领域,具体涉及一种托盘组件的加工方法。
背景技术:
1、目前,机械手臂是机械人技术领域中得到最广泛实际应用的自动化机械装置,在工业制造、医学治疗、娱乐服务、军事、半导体制造广泛应用。
2、如cn114131652a公开了一种机械手臂,包括框体,开设有竖直通孔;移动组件,安装于框体内,移动组件能够沿框体内壁移动,移动组件包括滑动部;转动组件,转动组件固定安装于移动组件,且转动组件能够相对移动组件转动,转动组件开设有预设轨迹的滑槽,滑动部滑动安装于滑槽内,且转动组件沿滑槽的预设轨迹转动;以及,机械臂组件,机械臂组件设置于框体内,并固定安装于转动组件,机械臂组件对应通孔设置,机械臂组件随转动组件转动逐渐由通孔伸出框体,设置移动组件及转动组件,并通过转动组件与移动组件驱动机械臂组件移动,使得机械臂组件伸出框体,以便于对罐体进行清洁、维修等维护工作。
3、cn111015626a公开了一种机械手臂,其包含有一第一驱动源及一第二驱动源,第一、第二驱动源共同设于一基座,第一驱动源连接一第一传动连杆以驱动其绕着一第一轴向转动,第二驱动源连接一第二传动连杆以驱动其绕着一与第一轴向平行的第二轴向转动,其中的第一传动连杆再枢接于一第三传动连杆。此外,第二传动连杆跟一第一从动连杆枢接,第一从动连杆与基座之间枢接一第二从动连杆,第一、第二从动连杆共同跟一第三从动连杆枢接,第三从动连杆与第三传动连杆之间再枢接一第四从动连杆。
4、然而现有机械手臂在加工组成完成后通常需要进行运输,然而针对运输机械手臂的托盘组件加工中仍存在加工后托盘组件变形和稳定性差的问题。
技术实现思路
1、鉴于现有技术中存在的问题,本发明的目的在于提供一种托盘组件的加工方法,以解决加工后的托盘组件存在变形和稳定性差的问题。
2、为达此目的,本发明采用以下技术方案:
3、本发明提供了一种托盘组件的加工方法,所述加工方法包括:
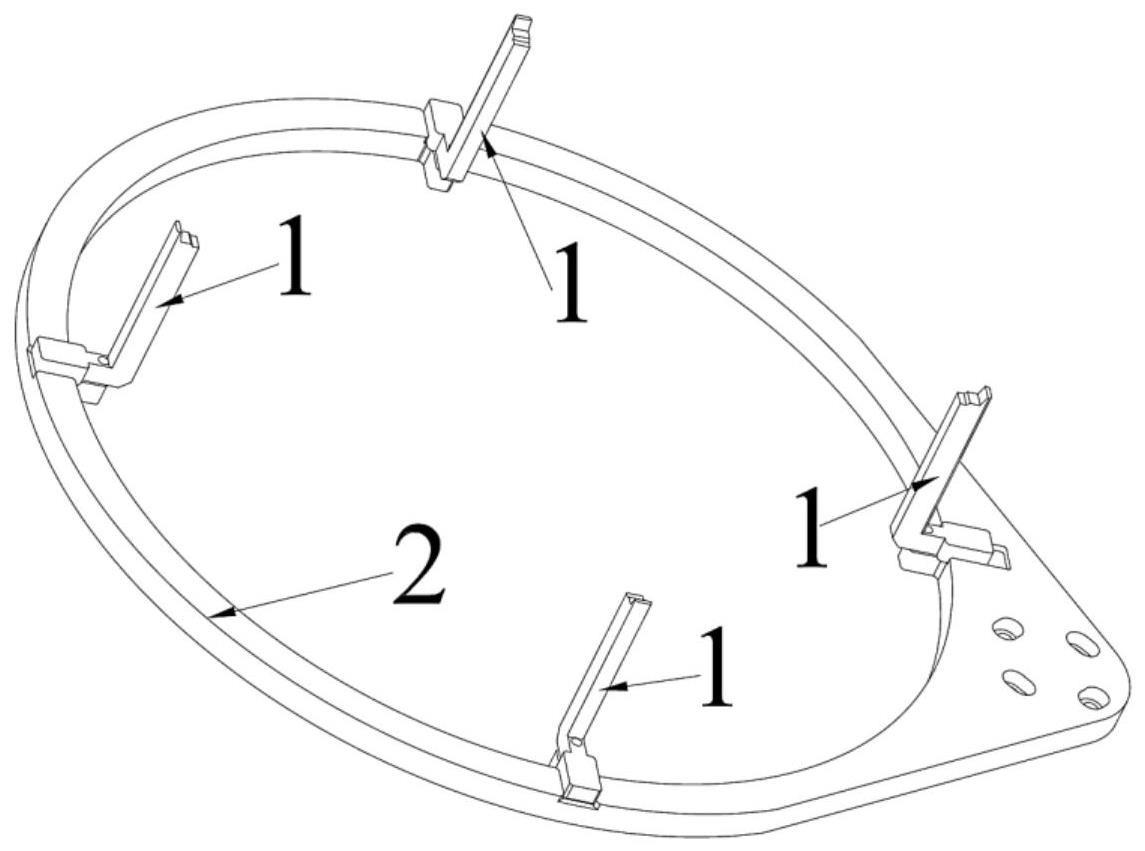
4、将托盘本体和支撑件进行装配,装配后置于液相中进行氩弧焊;
5、所述氩弧焊的焊缝区高于所述液相的液面;
6、所述氩弧焊之后依次进行喷砂、抛光和清洗,得到托盘组件。
7、本发明提供的加工方法,通过对加工过程的改进,借助特定的加工过程实现了托盘组件的高效加工,有利于避免加工后的托盘组件的变形,进而提升托盘组件的稳定性,保证托盘组件的使用性能。
8、作为本发明优选的技术方案,所述托盘本体为通过第一粗加工和第一精加工得到。
9、作为本发明优选的技术方案,所述支撑件为通过第二粗加工和第二精加工得到。
10、作为本发明优选的技术方案,所述氩弧焊的焊缝区比所述液相的液面高5-10mm。
11、作为本发明优选的技术方案,所述氩弧焊中的焊接电流为25-35a。
12、作为本发明优选的技术方案,所述氩弧焊中的焊接电压为6-15v。
13、作为本发明优选的技术方案,所述氩弧焊中的氩气流量为10-20l/min。
14、作为本发明优选的技术方案,所述氩弧焊结束后对焊接件进行喷砂,喷砂所得工件的表面粗糙度ra为8-15μm。
15、作为本发明优选的技术方案,所述喷砂后对喷砂件进行抛光,抛光所得工件的表面粗糙度ra为8-10μm。
16、作为本发明优选的技术方案,所述清洗包括依次进行的清洗剂清洗和超声清洗。
17、优选地,所述清洗剂清洗为采用清洁剂进行清洗。
18、优选地,所述清洗剂清洗的时间为10-30min。
19、优选地,所述清洗剂清洗进行时的温度为25-40℃。
20、优选地,所述超声清洗的时间为10-30min。
21、优选地,所述超声清洗进行时的温度为25-40℃。
22、与现有技术方案相比,本发明具有以下有益效果:
23、本发明提供的加工方法,通过借助特定的加工过程,将氩弧焊在液相中进行,显著的避免了加工中工件变形的问题,同时借助喷砂和抛光的处理过程实现了对托盘组件稳定性提升,进而提升托盘组件的使用性能。
技术特征:
1.一种托盘组件的加工方法,其特征在于,所述加工方法包括:
2.如权利要求1所述加工方法,其特征在于,所述托盘本体为通过第一粗加工和第一精加工得到。
3.如权利要求1或2所述加工方法,其特征在于,所述支撑件为通过第二粗加工和第二精加工得到。
4.如权利要求1-3任一项所述加工方法,其特征在于,所述氩弧焊的焊缝区比所述液相的液面高5-10mm。
5.如权利要求1-4任一项所述加工方法,其特征在于,所述氩弧焊中的焊接电流为25-35a。
6.如权利要求1-5任一项所述加工方法,其特征在于,所述氩弧焊中的焊接电压为6-15v。
7.如权利要求1-6任一项所述加工方法,其特征在于,所述氩弧焊中的氩气流量为10-20l/min。
8.如权利要求1-7任一项所述加工方法,其特征在于,所述氩弧焊结束后对焊接件进行喷砂,喷砂所得工件的表面粗糙度ra为8-15μm。
9.如权利要求1-8任一项所述加工方法,其特征在于,所述喷砂后对喷砂件进行抛光,抛光所得工件的表面粗糙度ra为8-10μm。
10.如权利要求1-9任一项所述加工方法,其特征在于,所述清洗包括依次进行的清洗剂清洗和超声清洗;
技术总结
本发明涉及一种托盘组件的加工方法,所述加工方法包括:将托盘本体和支撑件进行装配,装配后置于液相中进行氩弧焊;所述氩弧焊的焊缝区高于所述液相的液面;所述氩弧焊之后依次进行喷砂、抛光和清洗,得到托盘组件。本发明提供的加工方法,通过对加工过程的改进,借助特定的加工过程实现了托盘组件的高效加工,有利于避免加工后的托盘组件的变形,进而提升托盘组件的稳定性,保证托盘组件的使用性能。
技术研发人员:姚力军,潘杰,朱皓然,鲍伟江,昝小磊,占卫君
受保护的技术使用者:上海睿昇半导体科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!