一种自动化冲压作业系统的制作方法
本申请涉及冲压设备,尤其是一种自动化冲压作业系统。
背景技术:
1、冲压设备例如冲床在进行物料冲压后,需要有设备来进行接料和输料,传统的接料和输料设备在接料的时候特别不方便,操作不慎容易造成物料堆积和堵塞,不利于物料输送,而且需要匹配人力进行跟踪和及时疏导,导致工作效率低下。
2、现有例如专利公开号cn214185000u公开的一种冲压机台接料装置,其通过铰接的连杆组件实现了自动接料的效果,然而通过类似的联动进行下料时,下料方向单一,如果设置了收集物料的组件,由于其下料方向难以控制,很难做到有序下料,产品在同一方向的下料后堆积,需要人力进行较为频繁的移料,同时冲床设备也需要暂时停机等待,以保证安全。
技术实现思路
1、本申请的目的在于提供一种可以有序改变下料方向的自动化冲压作业系统。
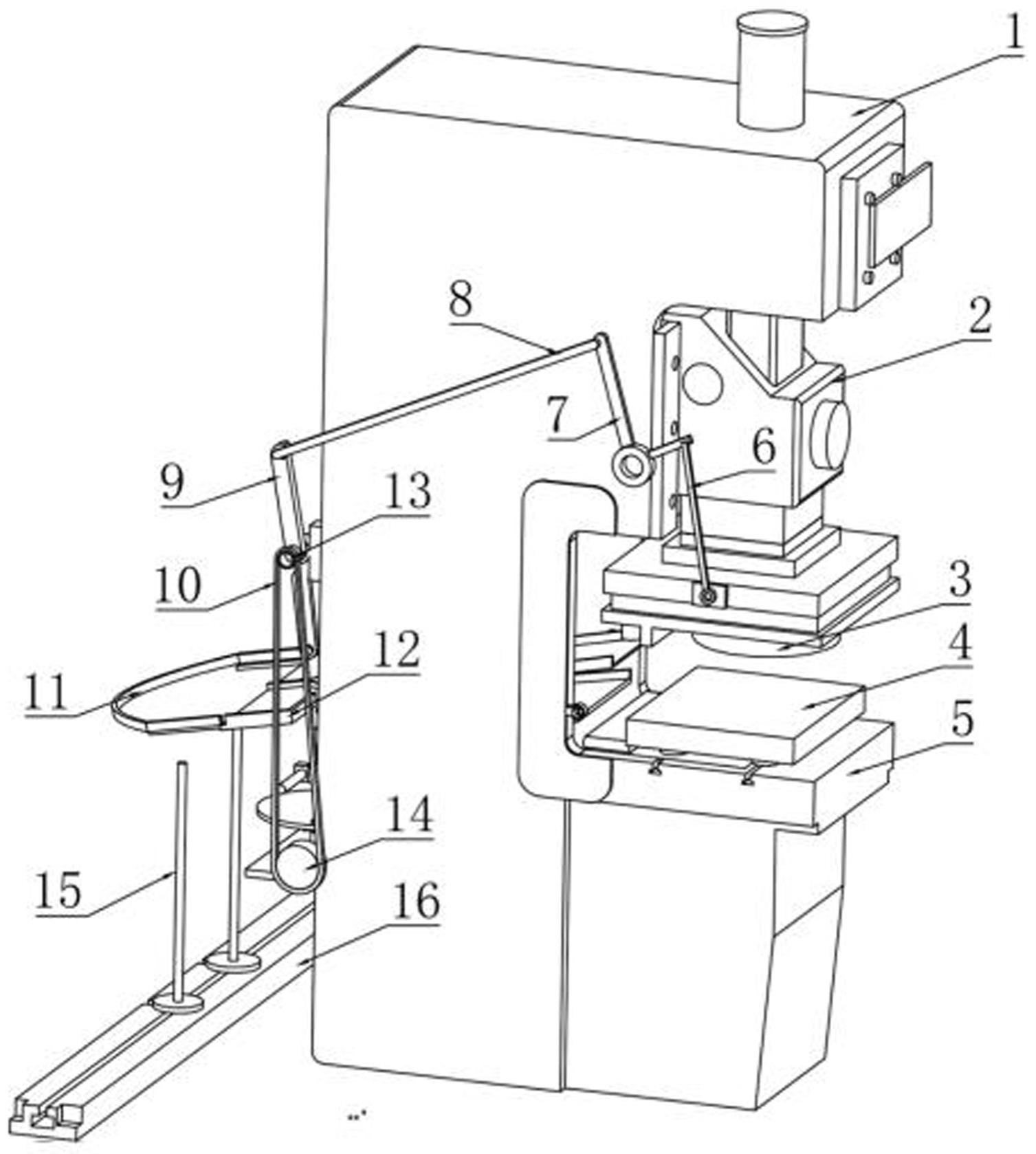
2、为达到以上目的,本申请采用的技术方案为:一种自动化冲压作业系统,包括接料机构,所述接料机构包括联动组件,并通过所述联动组件与冲压设备的冲头相接,由冲头的行程驱动进行往复接料;分流部件,所述分流部件与所述接料机构相连,所述分流部件包括分流平台和转向组件,所述转向组件包括往复机构以及受所述往复机构驱动的转向部,所述往复机构与所述联动组件或冲头进行联动,冲头或所述联动组件的一个行程使所述转向部转动设定角度,以使所述转向部在所述联动组件或冲头相邻两个行程中转向不同的方向,进而使物料下料至不同区域;出料组件,所述出料组件对应所述分流部件的末端设置,经所述分流部件分流下料后落入所述出料组件进行出料。
3、优选的,所述往复机构包括曲柄摇杆结构,与所述联动组件进行联动时,通过所述曲柄摇杆结构将行程转变为同一方向的持续转动,所述往复机构还包括与所述转向部相接从动组件,所述从动组件与所述曲柄摇杆结构配合联动,以使所述转向部朝同一方向持续转动,并在冲头的每一个冲程中实现换向。
4、进一步的优选,所述从动组件包括一对相互配合的锥齿轮和与所述曲柄摇杆结构末端相接的转轴,其中一个所述锥齿轮安装于所述转轴的外侧,另一所述锥齿轮安装于所述转向部的底部,所述从动组件由所述曲柄摇杆结构带动转动,且冲头的每一冲程使所述从动组件转动设定角度,以使所述转向部实现定量的角度转动,其中通过调整两个所述锥齿轮的齿数比来调整设定角度。
5、更进一步的,所述转向部为柱形的导条,所述导条的底部设有贯穿分流平台的转动轴,其中一个所述锥齿轮安装在所述转动轴的底部,冲头在运行时通过所述联动组件和所述往复机构作用后使所述导条转动,所述导条和所述分流平台的内壁之间形成分流通道。
6、上述方案中优选的,所述导条初始状态下沿所述分流平台中线转动45°进行设置,在进行联动时,调节两个所述锥齿轮的齿数比以使每一冲程后,所述导条旋转90°+n*180°,其中n为非负整数。
7、进一步优选,n取0,每一冲程后所述导条旋转90°,以使所述分流平台的分流方向改变。
8、或者优选的,所述往复机构包括链条传送结构以及与转向部相接的复位从动件,所述联动组件的末端为往复的转动运动,所述链条传送结构与所述联动组件进行联动,使所述链条传送结构末端形成与所述联动组件整体节奏相同的往复运动,所述链条传送结构包括两侧齿数比为a的两个传送轮,所述链条传送结构末端设有转轴,所述转轴外侧设有锥齿轮组;所述复位从动件与所述锥齿轮组相接,所述锥齿轮组的传动齿比为b,在冲头的每一行程后,所述联动组件均带动所述往复机构联动,且使所述转向部转动设定角度,以使所述转向部和所述分流平台之间形成方向不同的分流通道,其中转动设定角度由a、b的数值调整进行调节。复位从动件在一个冲程(或者说行程)的前半段过程中,链条传送结构会将转向部驱动转向一定角度,然后半段的过程时,通过复位从动件进行复位,而保证转向部不发生回转,从而保证下一冲程中,链条传送结构能够再次驱动转向部进行相同的转动,通过这样实现转向部每次行程后都能实现换向。
9、进一步的,所述转向部底部设有单向旋转结构,所述复位从动件包括主动杆和从动杆,所述主动杆由所述锥齿轮组带动而旋转,所述从动杆安装于所述单向旋转结构外侧,所述主动杆和所述从动杆至少之一在二者的接触位点是柔性杆;在一个冲程中,冲头下压过程所述主动杆带动所述单向旋转结构转动设定角度,冲头上升阶段,所述主动杆随冲头的上升复位,所述单向旋转结构不转动,直至所述主动杆与所述从动杆接触,二者之一柔性形变,从而实现复位,在下一冲程即可重复这个过程,进而完成所述转向部的持续转向分流。
10、进一步优选,所述转向部包括一竖直部以及于所述竖直部上下两端同侧设置的两个杆部,两个所述杆部相互对称且均与所述竖直部均呈45°倾角;转动设定角度为180°,每一冲程后均使得所述转向部转动180°,进而使所述转向部转动并与所述分流平台形成方向不同的分流通道。
11、优选的,所述分流部件形成有两个下料口,所述出料组件包括导轨和两个对应于所述下料口的下料杆,所述下料杆于所述导轨上滑动,且在所述导轨中部的两侧设有锁定位点,所述锁定位点包括在锁定完成或解除锁定时触发的行程开关,所述导轨的头部的两端外侧为下料侧;所述分流部件还包括朝向所述出料组件一侧设置的环形挡架,所述分流平台底部朝向所述环形挡架的一侧设置有挡板,所述挡板滑移至所述环形挡架内圈时,通过所述分流部件下料的产品由所述挡板承载,所述挡板设有驱动部,所述驱动部与所述行程开关相连,当所述下料杆穿过定量产品时,所述导轨驱动两个所述下料杆分别朝所述导轨两端移动,此时所述行程开关由于解除锁定而触发信号,控制所述驱动部将所述挡板驱动至所述环形挡架的底部内圈中,此时冲压设备继续运作,产品下料会由所述挡板挡住,直至所述出料组件移除产品完成、所述下料杆回到所述锁定位点,所述行程开关控制所述挡板离开所述环形挡架的内圈,此时由所述挡板承载的产品下落至所述下料杆中,如此往复进行持续生产。
12、与现有技术相比,本申请的有益效果在于:
13、通过往复机构与联动组件或冲头进行联动,冲头或联动组件的一个行程使转向部转动设定角度,以使转向部在联动组件或冲头相邻两个行程中转向不同的方向,进而使物料下料至不同区域,在不增加额外驱动件的前提下,实现下料时的分流下料,让产品往两个甚至更多方向进行下料,具有多个下料点,并且下料时依次有序地在多个下料点之间进行往复,相比于现有技术,下料点增加可以有效增加下料间隔,进而减少冲压设备停产等待下料时间。由于产品依次在多个下料点之间进行下料,因此操作者也可以在产品落入其他下料点的这段时间,把当前下料点的产品移走,从而保证安全性。
技术特征:
1.一种自动化冲压作业系统,其特征在于,包括:
2.如权利要求1所述的自动化冲压作业系统,其特征在于,所述往复机构包括曲柄摇杆结构,所述联动组件进行联动时,通过所述曲柄摇杆结构将行程转变为同一方向的持续转动,所述往复机构还包括与所述转向部相接的从动组件,所述从动组件与所述曲柄摇杆结构配合联动,以使所述转向部朝同一方向持续转动,并在冲头的每一个冲程中实现换向。
3.如权利要求2所述的自动化冲压作业系统,其特征在于,所述从动组件包括一对相互配合的锥齿轮和与所述曲柄摇杆结构末端相接的转轴,其中一个所述锥齿轮安装于所述转轴的外侧,另一所述锥齿轮安装于所述转向部的底部,所述从动组件由所述曲柄摇杆结构带动转动,且冲头的每一冲程使所述从动组件转动设定角度,以使所述转向部实现定量的角度转动,其中通过调整两个所述锥齿轮的齿数比来调整设定角度。
4.如权利要求3所述的自动化冲压作业系统,其特征在于,所述转向部为柱形的导条,所述导条的底部设有贯穿所述分流平台的转动轴,其中一个所述锥齿轮安装在所述转动轴的底部,冲头在运行时通过所述联动组件和所述往复机构作用后使所述导条转动,所述导条和所述分流平台的内壁之间形成分流通道。
5.如权利要求4所述的自动化冲压作业系统,其特征在于,所述导条初始状态下沿所述分流平台中线转动45°进行设置,在进行联动时,调节两个所述锥齿轮的齿数比以使每一冲程后,所述导条旋转90°+n*180°,其中n为非负整数。
6.如权利要求5所述的自动化冲压作业系统,其特征在于,n取0,每一冲程后所述导条旋转90°,以使所述分流平台的分流方向改变。
7.如权利要求1所述的自动化冲压作业系统,其特征在于,所述往复机构包括链条传送结构以及与转向部相接的复位从动件,所述联动组件的末端呈现往复的转动运动,所述链条传送结构与所述联动组件进行联动,使所述链条传送结构末端形成与所述联动组件整体节奏相同的往复运动,所述链条传送结构包括两侧齿数比为a的两个传送轮,所述链条传送结构的末端设有转轴,所述转轴外侧设有锥齿轮组;所述复位从动件与所述锥齿轮组相接,所述锥齿轮组的传动齿比为b,在冲头的每一行程后,所述联动组件均带动所述往复机构联动,且使所述转向部转动设定角度,以使所述转向部和所述分流平台之间形成方向不同的分流通道,其中转动设定角度通过a、b的数值调整进行调节。
8.如权利要求7所述的自动化冲压作业系统,其特征在于,所述转向部底部设有单向旋转结构,所述复位从动件包括主动杆和从动杆,所述主动杆由所述锥齿轮组带动而旋转,所述从动杆安装于所述单向旋转结构外侧,所述主动杆和所述从动杆至少之一在二者的接触位点是柔性杆;在一个冲程中,冲头下压过程所述主动杆带动所述单向旋转结构转动设定角度,冲头上升阶段,所述主动杆随冲头的上升复位,所述单向旋转结构不转动,直至所述主动杆与所述从动杆接触,二者之一柔性形变,从而实现复位,在下一冲程重复这个过程,进而完成所述转向部的持续转向分流。
9.如权利要求8所述的自动化冲压作业系统,其特征在于,所述转向部包括一竖直部以及于所述竖直部上下两端同侧设置的两个杆部,两个所述杆部相互对称且均与所述竖直部均呈45°倾角;转动设定角度为180°,每一冲程后均使得所述转向部转动180°,进而使所述转向部转动并与所述分流平台形成方向不同的分流通道。
10.如权利要求1所述的自动化冲压作业系统,其特征在于,所述分流部件形成有两个下料口,所述出料组件包括导轨和两个对应于所述下料口的下料杆,所述下料杆于所述导轨上滑动,且在所述导轨中部的两侧设有锁定位点,所述锁定位点包括在锁定完成或解除锁定时触发的行程开关,所述导轨的头部的两端外侧为下料侧;
技术总结
本申请公开了一种自动化冲压作业系统,包括接料机构,所述接料机构包括联动组件,并通过所述联动组件与冲压设备的冲头相接,由冲头的行程驱动进行往复接料;分流部件,所述分流部件与所述接料机构相连,所述分流部件包括分流平台和转向组件,所述转向组件包括往复机构以及受所述往复机构驱动的转向部,所述往复机构与所述联动组件或冲头进行联动,冲头或所述联动组件的一个行程使所述转向部转动设定角度,以使所述转向部在所述联动组件或冲头相邻两个行程中转向不同的方向,进而使物料下料至不同区域;出料组件,所述出料组件对应所述分流部件的末端设置,经所述分流部件分流下料后,有序地落入所述出料组件进行出料。
技术研发人员:王达,雷应勇,董志兵,康旅,邹决心,何国伟,刘春,王浩,郑颖,刘立坤,梅碧舟,郭洪昌,郑炜嘉,杨凯
受保护的技术使用者:浙江易锻精密机械有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!