一种车辆缓冲梁焊接工装及其工作方法与流程
本发明属于机床,具体涉及一种车辆缓冲梁焊接工装及其工作方法。
背景技术:
1、在车辆缓冲梁生产过程中需要在车辆缓冲梁上焊接吸能盒、后拖钩加强板等,吸能盒在焊接的过程中需要判断吸能盒的朝向,吸能盒上的缺口需要朝向一个固定的方向,再焊接在车辆缓冲梁上,传统的采用人力等判断方式容易出现错误,导致车辆缓冲梁无法使用。
2、因此,基于上述技术问题需要设计一种新的车辆缓冲梁焊接工装及其工作方法。
技术实现思路
1、本发明的目的是提供一种车辆缓冲梁焊接工装及其工作方法。
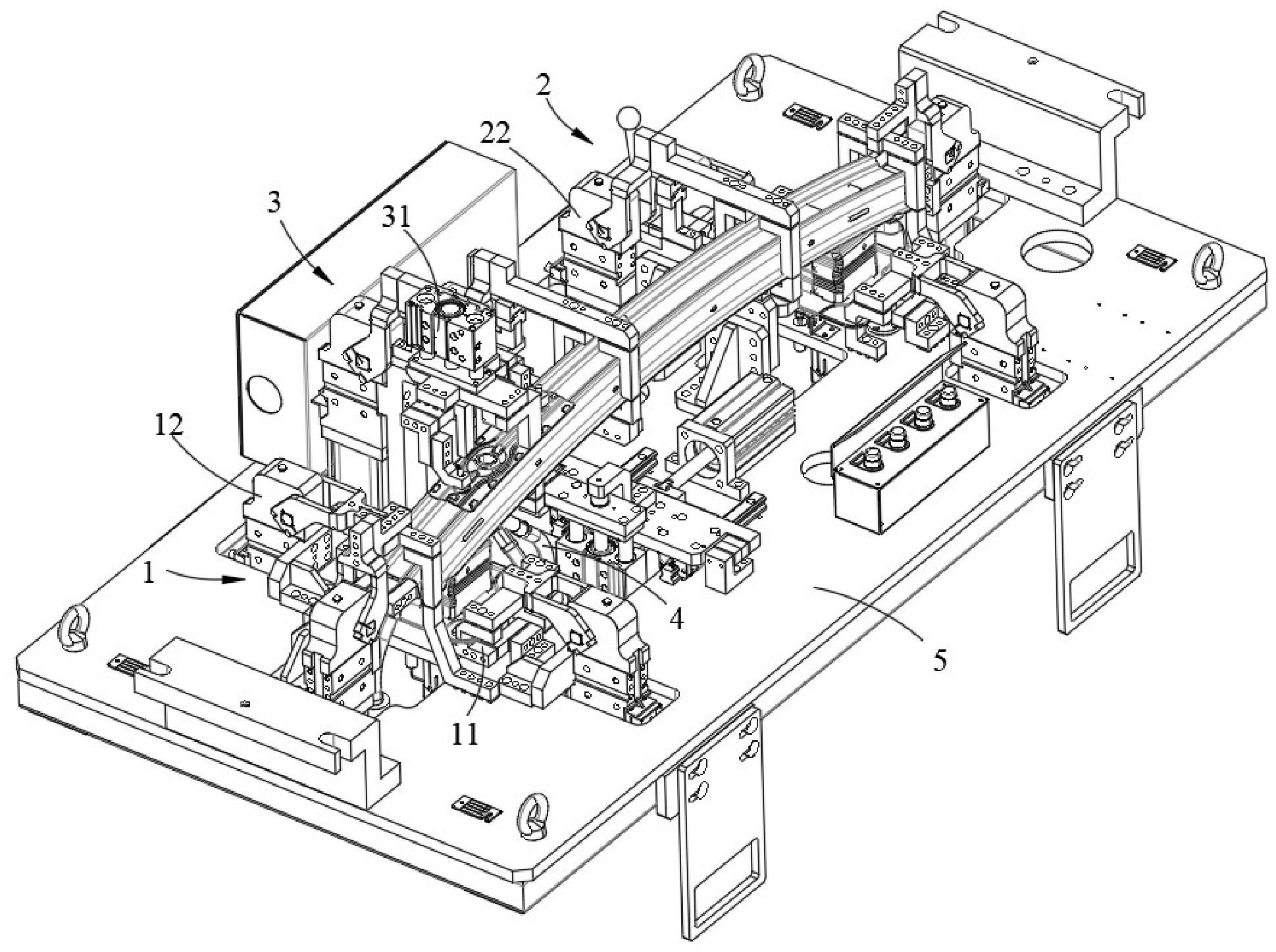
2、为了解决上述技术问题,本发明提供了一种车辆缓冲梁焊接工装,包括:
3、一对固定装置,所述固定装置适于固定对应的吸能盒;
4、一对夹持装置,所述夹持装置设置在两个固定装置之间,所述夹持装置适于夹持缓冲梁本体,使得缓冲梁本体位于吸能盒上方,并且使得吸能盒位于缓冲梁本体下方靠近两端的位置;
5、限位装置,所述限位装置设置在缓冲梁本体上方,所述限位装置适于将后拖钩加强板限位在缓冲梁本体的顶面上;
6、若干焊接装置,所述焊接装置设置在缓冲梁本体下方,适于将缓冲梁本体和吸能盒焊接,并且将缓冲梁本体与后拖钩加强板焊接。
7、进一步,所述固定装置包括:一对固定机构;
8、所述固定机构设置在底座上,所述固定机构适于从两个方向对吸能盒进行固定。
9、进一步,所述固定机构包括:第一支撑块和按压组件;
10、所述第一支撑块设置在底座上;
11、所述按压组件设置在底座上;
12、所述第一支撑块适于对吸能盒进行支撑;
13、所述按压组件适于对吸能盒的边沿进行按压。
14、进一步,所述按压组件包括:第一压紧气缸和第一压块;
15、所述第一压紧气缸设置在底座上;
16、所述第一压块设置在所述第一压紧气缸上;
17、所述第一压紧气缸适于带动所述第一压块对吸能盒进行按压。
18、进一步,一个固定机构的第一压块上设置有顶针,所述顶针与吸能盒边沿的缺口对应。
19、进一步,所述夹持装置包括:第二支撑块;
20、所述第二支撑块通过支架设置在底座上的上方;
21、所述第二支撑块适于对缓冲梁本体的边沿进行支撑。
22、进一步,所述夹持装置还包括:第二压紧气缸和第二压块;
23、所述第二压紧气缸设置在底座上;
24、所述第二压块与所述第二压紧气缸连接,所述第二压块设置在所述第二支撑块上方。
25、进一步,所述限位装置包括:伸缩气缸和第三压块;
26、所述伸缩气缸设置在缓冲梁本体上方;
27、所述伸缩气缸的伸缩端上设置有连接块;
28、所述第三压块和插针设置在连接块的底面上。
29、进一步,所述连接块的底面上还设置有若干插针。
30、另一方面,本发明还提供一种上述车辆缓冲梁焊接工装的工作方法,包括:
31、通过固定装置固定对应的吸能盒;
32、通过夹持装置夹持缓冲梁本体,使得缓冲梁本体位于吸能盒上方,并且使得吸能盒位于缓冲梁本体下方靠近两端的位置;
33、通过限位装置将后拖钩加强板限位在缓冲梁本体的顶面上;
34、通过焊接装置将缓冲梁本体和吸能盒焊接,并且将缓冲梁本体与后拖钩加强板焊接。
35、本发明的有益效果是,本发明通过一对固定装置,所述固定装置适于固定对应的吸能盒;一对夹持装置,所述夹持装置设置在两个固定装置之间,所述夹持装置适于夹持缓冲梁本体,使得缓冲梁本体位于吸能盒上方,并且使得吸能盒位于缓冲梁本体下方靠近两端的位置;限位装置,所述限位装置设置在缓冲梁本体上方,所述限位装置适于将后拖钩加强板限位在缓冲梁本体的顶面上;若干焊接装置,所述焊接装置设置在缓冲梁本体下方,适于将缓冲梁本体和吸能盒焊接,并且将缓冲梁本体与后拖钩加强板焊接;实现了对于吸能盒的固定和方向的确定,确保固定座可以准确的焊接在缓冲梁本体上,确保缓冲梁的质量。
36、本发明的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点在说明书以及附图中所特别指出的结构来实现和获得。
37、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种车辆缓冲梁焊接工装,其特征在于,包括:
2.如权利要求1所述的车辆缓冲梁焊接工装,其特征在于:
3.如权利要求2所述的车辆缓冲梁焊接工装,其特征在于:
4.如权利要求3所述的车辆缓冲梁焊接工装,其特征在于:
5.如权利要求4所述的车辆缓冲梁焊接工装,其特征在于:
6.如权利要求5所述的车辆缓冲梁焊接工装,其特征在于:
7.如权利要求6所述的车辆缓冲梁焊接工装,其特征在于:
8.如权利要求7所述的车辆缓冲梁焊接工装,其特征在于:
9.如权利要求8所述的车辆缓冲梁焊接工装,其特征在于:
10.一种如权利要求1所述车辆缓冲梁焊接工装的工作方法,其特征在于,包括:
技术总结
本发明属于机床技术领域,具体涉及一种车辆缓冲梁焊接工装及其工作方法,包括:一对固定装置,所述固定装置适于固定对应的吸能盒;一对夹持装置,所述夹持装置设置在两个固定装置之间,所述夹持装置适于夹持缓冲梁本体,使得缓冲梁本体位于吸能盒上方,并且使得吸能盒位于缓冲梁本体下方靠近两端的位置;限位装置,所述限位装置设置在缓冲梁本体上方,所述限位装置适于将后拖钩加强板限位在缓冲梁本体的顶面上;若干焊接装置,所述焊接装置设置在缓冲梁本体下方,适于将缓冲梁本体和吸能盒焊接,并且将缓冲梁本体与后拖钩加强板焊接;实现了对于吸能盒的固定和方向的确定,确保固定座可以准确的焊接在缓冲梁本体上,确保缓冲梁的质量。
技术研发人员:谢凯,郑兴乐
受保护的技术使用者:常州凯特工业机器人有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!