一种自动组装胶圈机构的制作方法
本发明涉及自动化设备的,特别是涉及一种自动组装胶圈机构。
背景技术:
1、现有的上料装置,很多是采用人工加自动的方式组合实现,自动化程度不高,所以上料效率和精度也不高;生产过程中对组装的精度其实有一定的要求的,这关系到下一道的产品的制程,随着工业自动化程度不断提升,传统的装配方法已经不能满足社会的发展需求。
技术实现思路
1、本发明主要解决的技术问题是提供一种自动组装胶圈机构,将现有的人工方式改进为设备自动进行,上料效率、取料效率以及组装效率、组装良品率都大大提高,减少了作业人工,降低了人工成本。
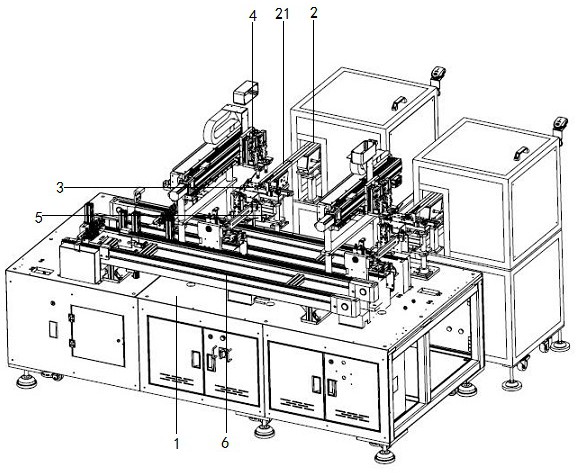
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种自动组装胶圈机构,用于将环装胶圈a装配至产品b上,包括:机台、设置于机台侧边的胶圈供料机构、设置于机台上的上料机构、取料机构、工装上顶旋转机构以及用于输送产品b的流水线;所述胶圈供料机构用于将多个胶圈有序排列并依次输送至所述上料机构中;所述上料机构用于扶正收容槽内的环装胶圈a以及检测收容槽内的环装胶圈a是否到位;所述工装上顶旋转机构用于夹取所述流水线上的产品b并旋转90度至待安装位置,所述取料机构用于从收容槽内插取环装胶圈a并将所述环装胶圈a安装至所述产品b上。
3、在本发明一个较佳实施例中,所述胶圈供料机构包括:振动盘以及直振机构,所述振动盘上部的边缘设有向外连通的传输轨道,所述振动盘的传输轨道与所述上料机构中的产品收容槽相连通。
4、在本发明一个较佳实施例中,所述上料机构包括扶正机构和检测机构,所述扶正机构包括第一底板、固定设置于第一底板上的第二底板、设置于第二底板上的扶正气缸以及滑动设置于第一底板内的第三底板、第四底板,所述第二底板上开设有用于放置环装胶圈a的收容槽,所述第三底板的一侧与扶正气缸的活塞杆相连接,另一侧与所述第四底板相连接,所述第四底板背向第三底板的一端具有斜推面,所述收容槽的侧面弹性设置有扶正块,所述扶正块下方设置有一凸轮随动器,所述凸轮随动器与所述第四底板的斜推面滑动抵接。
5、在本发明一个较佳实施例中,所述扶正块通过弹性件与所述第二底板弹性连接,且对所述收容槽内的环装胶圈a施加弹性推力以扶正收容槽内的环装胶圈a,所述扶正块与收容槽内环装胶圈a接触的端面为圆弧状结构。
6、在本发明一个较佳实施例中,所述第二底板上还设置有第一盖板和第二盖板,所述第一盖板用于对第三底板的上下位置进行限位,所述第二盖板用于对扶正块的上下位置进行限位。
7、在本发明一个较佳实施例中,所述检测机构包括高度可调节的设置于第二底板侧边的立板、一端与立板转动连接的导柱以及设置于导柱另一端上的固定板,所述固定板上设置有第一光电检测器。
8、在本发明一个较佳实施例中,所述取料机构包括:设置于机架上的直线运动模组、设置于直线运动模组上的滑动板、设置于滑动板上的取料气缸、设置于取料气缸上的推料气缸以及取料嘴,所述取料气缸的输出端上设置有取料嘴安装板,所述取料嘴设置于取料嘴安装板上以方便插取环装胶圈a,所述推料气缸的输出端上设置有推料板,所述推料板的下端贯穿所述取料嘴安装板且朝向取料嘴方向折弯形成推料端部,所述推料端部上具有可供取料嘴穿过的通孔以方便将取料嘴上插取的环装胶圈a推送安装至产品b上。
9、在本发明一个较佳实施例中,还包括用于检测取料嘴上是否存在环装胶圈a的第二光电检测器。
10、在本发明一个较佳实施例中,所述工装上顶旋转机构包括u型工装架、转动设置于u型工装架两内侧璧上的产品夹取机构、设置于u型工装架一侧用于驱动所述产品夹取机构旋转90度的旋转驱动机构以及设置于u型工装架底部的顶升气缸,所述顶升气缸输出端上设置有顶升定位板。
11、在本发明一个较佳实施例中,所述产品夹取机构包括通过转轴转动设置于u型工装架内侧壁上的夹紧气缸以及设置于夹紧气缸上的两组取料手指,两组所述夹紧气缸之间设置有上压板,所述旋转驱动机构包括设置于u型工装架外侧壁上的齿条驱动气缸、设置于齿条驱动气缸输出端上的齿条以及与齿条相啮合的齿轮,所述齿轮套装于所述转轴上,所述齿条下方设置有支撑板,所述支撑板与u型工装架外侧壁上的直线导轨滑动连接。
12、本发明的有益效果是:上料机构对产品进行一个准确的扶正,保证产品不会偏斜,避免了产品走不到位就倾斜的情况,对于材质教软、特性发黏的环装胶圈a,取料机构采用插取方式插入环装胶圈a的中心处,放料时推料气缸推出,准确的把环装胶圈a安装到产品b上,本发明采用全自动化操作,上料效率、取料效率以及组装效率、组装良品率都大大提高,减少了作业人工,降低了人工成本。
技术特征:
1.一种自动组装胶圈机构,用于将环状胶圈a装配至产品b上,其特征在于,包括:机台、设置于机台侧边的胶圈供料机构、设置于机台上的上料机构、取料机构、工装上顶旋转机构以及用于输送产品b的流水线;所述胶圈供料机构用于将多个胶圈有序排列并依次输送至所述上料机构中;所述上料机构用于扶正收容槽内的环装胶圈a以及检测收容槽内的环装胶圈a是否到位;所述工装上顶旋转机构用于夹取所述流水线上的产品b并旋转90度至待安装位置,所述取料机构用于从收容槽内插取环装胶圈a并将所述环装胶圈a安装至所述产品b上。
2.根据权利要求1所述的自动组装胶圈机构,其特征在于,所述胶圈供料机构包括:振动盘以及直振机构,所述振动盘上部的边缘设有向外连通的传输轨道,所述振动盘的传输轨道与所述上料机构中的收容槽相连通。
3.根据权利要求1所述的自动组装胶圈机构,其特征在于,所述上料机构包括扶正机构,所述扶正机构包括第一底板、固定设置于第一底板上的第二底板、设置于第二底板上的扶正气缸以及滑动设置于第一底板内的第三底板、第四底板,所述第二底板上开设有用于放置环装胶圈a的收容槽,所述第三底板的一侧与扶正气缸的活塞杆相连接,另一侧与所述第四底板相连接,所述第四底板背向第三底板的一端具有斜推面,所述收容槽的侧面弹性设置有扶正块,所述扶正块下方设置有一凸轮随动器,所述凸轮随动器与所述第四底板的斜推面滑动抵接。
4.根据权利要求3所述的自动组装胶圈机构,其特征在于,所述扶正块通过弹性件与所述第二底板弹性连接,且对所述收容槽内的环装胶圈a施加弹性推力以扶正收容槽内的环装胶圈a,所述扶正块与收容槽内的环装胶圈a接触的端面为圆弧状结构。
5.根据权利要求3所述的自动组装胶圈机构,其特征在于,所述第二底板上还设置有第一盖板和第二盖板,所述第一盖板用于对第三底板的上下位置进行限位,所述第二盖板用于对扶正块的上下位置进行限位。
6.根据权利要求3所述的自动组装胶圈机构,其特征在于,所述上料机构包括检测机构,所述检测机构包括高度可调节的设置于第二底板侧边的立板、一端与立板转动连接的导柱以及设置于导柱另一端上的固定板,所述固定板上设置有第一光电检测器。
7.根据权利要求1所述的自动组装胶圈机构,其特征在于,所述取料机构包括:设置于机架上的直线运动模组、设置于直线运动模组上的滑动板、设置于滑动板上的取料气缸、设置于取料气缸上的推料气缸以及取料嘴,所述取料气缸的输出端上设置有取料嘴安装板,所述取料嘴设置于取料嘴安装板上以方便插取环装胶圈a,所述推料气缸的输出端上设置有推料板,所述推料板的下端贯穿所述取料嘴安装板且朝向取料嘴方向折弯形成推料端部,所述推料端部上具有可供取料嘴穿过的通孔以方便将取料嘴上插取的环装胶圈a推送安装至产品b上。
8.根据权利要求7所述的自动组装胶圈机构,其特征在于,还包括用于检测取料嘴上是否存在环装胶圈a的第二光电检测器。
9.根据权利要求1所述的自动组装胶圈机构,其特征在于,所述工装上顶旋转机构包括u型工装架、转动设置于u型工装架两内侧璧上的产品夹取机构、设置于u型工装架一侧用于驱动所述产品夹取机构旋转90度的旋转驱动机构以及设置于u型工装架底部的顶升气缸,所述顶升气缸输出端上设置有顶升定位板。
10.根据权利要求9所述的自动组装胶圈机构,其特征在于,所述产品夹取机构包括通过转轴转动设置于u型工装架内侧壁上的夹紧气缸以及设置于夹紧气缸上的两组取料手指,两组所述夹紧气缸之间设置有上压板,所述旋转驱动机构包括设置于u型工装架外侧壁上的齿条驱动气缸、设置于齿条驱动气缸输出端上的齿条以及与齿条相啮合的齿轮,所述齿轮套装于所述转轴上,所述齿条下方设置有支撑板,所述支撑板与u型工装架外侧壁上的直线导轨滑动连接。
技术总结
本发明公开了一种自动组装胶圈机构,包括:机台、设置于机台侧边的胶圈供料机构、设置于机台上的上料机构、取料机构、工装上顶旋转机构以及用于输送产品B的流水线;所述胶圈供料机构用于将多个胶圈有序排列并依次输送至所述上料机构中;所述上料机构用于扶正收容槽内的环装胶圈A以及检测收容槽内的环装胶圈A是否到位;所述工装上顶旋转机构用于夹取所述流水线上的产品B并旋转90度至待安装位置,所述取料机构用于从收容槽内插取环装胶圈A并将所述环装胶圈A安装至所述产品B上。通过上述方式,本发明提供的自动组装胶圈机构,将现有的人工方式改进为设备自动进行,组装质量稳定,组装效率高。
技术研发人员:段徽庆,韩鹏,许金刚
受保护的技术使用者:江苏科瑞恩科技股份有限公司
技术研发日:
技术公布日:2024/8/16
- 还没有人留言评论。精彩留言会获得点赞!