一种自动化四轴焊接夹具工装的制作方法
本发明涉及焊接夹具,具体是指一种自动化四轴焊接夹具工装。
背景技术:
1、焊机是一种工具或设备,用于将金属零件永久连接起来。焊接是一种常用的金属连接方法,可以用于制造和修理各种类型的产品和结构。焊机的原理是通过控制电流和电压,在焊接接头处产生高温,使金属材料熔化并相互融合,形成坚固的连接。随着科技的不断进步,焊机也经历了许多发展,现代焊机则配备了先进的数字化控制系统。这些系统能够监测和调整焊接参数,如电流、电压和焊接速度,以实现更精确、更稳定的焊接操作,随着自动化技术的发展,自动化焊接系统和焊接机器人在焊接工业领域得到广泛应用。这些系统可以根据预设的程序进行焊接操作,提高生产效率、减少人力成本,并确保焊缝质量的一致性。
2、大型箱体焊接是将6个面板焊接形成方形箱体,焊接大型箱体一直是较为麻烦的过程,由于体积较大,12条焊缝位于不同面上,采用自动化焊机时,焊机位置需要时常调整,或增设多个焊机共同焊接,焊接过程中,需要利用行车调整侧板位置,完成箱体焊接,此方式焊接过程麻烦,且操作繁杂,大多数生产厂采用手工焊,但是箱体侧板对位角度较难把控,焊接效果不理想。
技术实现思路
1、本发明要解决的技术问题是克服上述困难,提供一种自动化四轴焊接夹具工装。
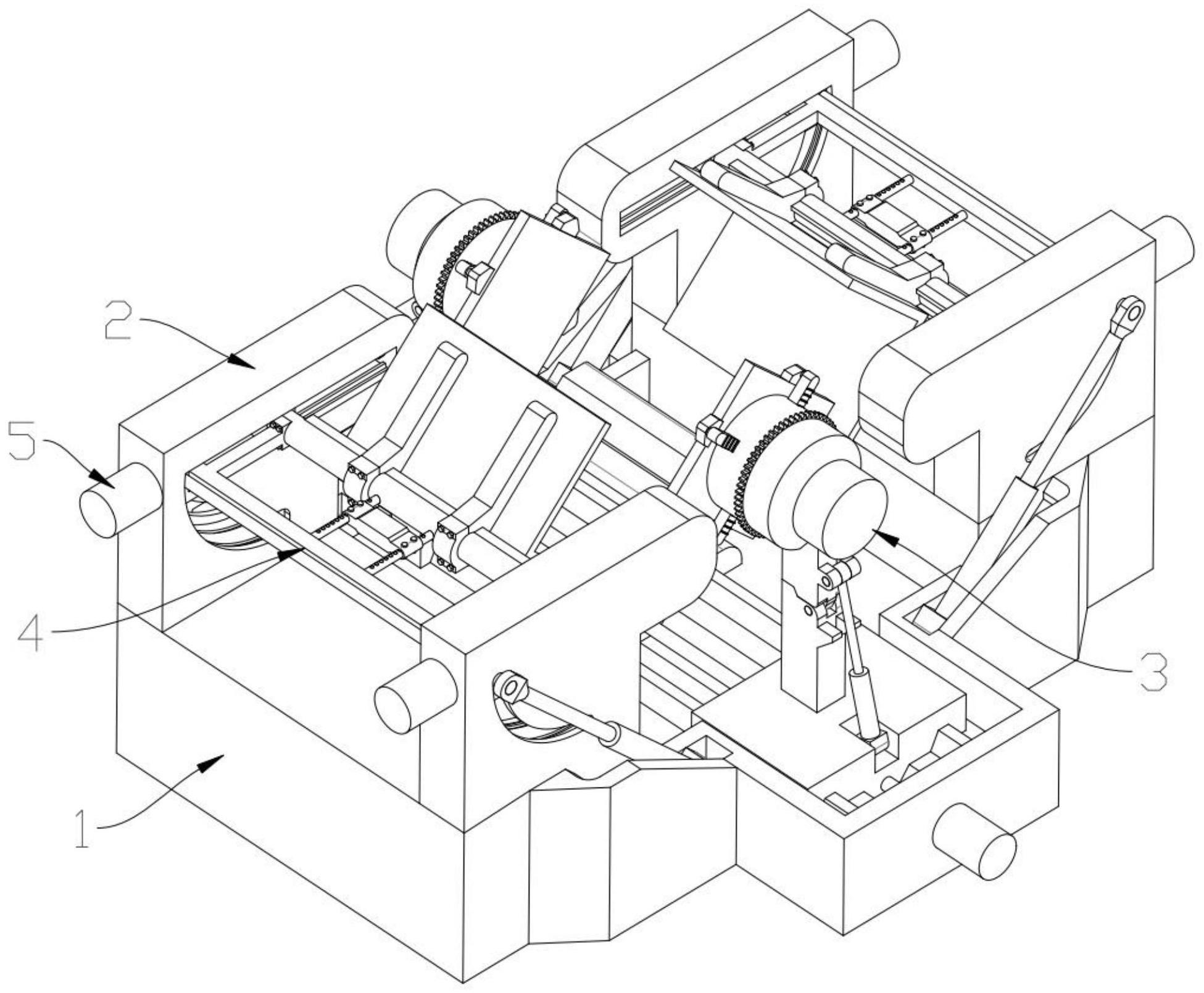
2、为解决上述技术问题,本发明提供的技术方案为:一种自动化四轴焊接夹具工装,包括基座,所述的基座上设有四个导向架,左右同侧两个所述的导向架之间均设有顶板夹持装置,所述的顶板夹持装置在基座上前后滑动,所述的顶板夹持装置夹持顶板转动,前后同侧两个所述的导向架之间均设有侧板夹持装置,所述的侧板夹持装置在导向架上左右移动,所述的侧板夹持装置包括驱动结构、导向结构、传动结构和吸附架,所述的吸附架安装在传动结构上,所述的驱动结构通过传动结构带动吸附架在导向架之间左右移动,所述的导向结构通过传动结构带动吸附架转动。
3、作为改进:所述的顶板夹持装置包括底座,所述的底座顶部设有连接柱,所述的连接柱顶部铰接设有连接台,所述的底座顶部铰接设有液压缸一,所述的液压缸一输出端与连接台铰接,所述的连接柱上设有与连接台接触配合的限位台,所述的连接台一端转动设有转台,所述的转台外侧设有齿环,所述的连接台内设有电机二,所述的电机二输出端穿过连接台通孔设有齿轮,所述的齿环与齿轮啮合,所述的转台内设有夹持顶板的夹持机构,通过顶板夹持装实现顶板的夹持、移动和转动动作。
4、作为改进:所述的夹持机构包括多个夹持柱、转盘和电机三,所述的电机三固定于连接台内,所述的电机三输出端与转盘连接,所述的转台内部设有转动室,所述的转动室边侧均匀设有多个滑槽,所述的转盘位于转动室内,所述的转盘一侧设有与转台转动配合的转轴,所述的夹持柱包括滑柱,所述的滑柱与滑槽滑动配合,所述的滑柱端部铰接设有夹台,所述的转盘前端设有涡形槽,所述的滑柱一侧设有与涡形槽配合的弧形台,通过夹持机构实现对顶板的夹持,并且能够适应不同型号的顶板。
5、作为改进:所述的传动结构包括承重轴,所述的承重轴两端转动设有驱动块,所述的导向架内设有滑腔,所述的滑腔内设有导轨二,所述的驱动块上设有与导轨二滑动配合的导槽二,所述的驱动结构包括电机四,所述的电机四固定安装在导向架上,所述的电机四输出端设有螺纹柱二,所述的螺纹柱二端部穿过导向架侧方通孔深入滑腔,与滑腔端部转动配合,所述的驱动块上设有螺纹柱二配合的螺纹孔二,通过传动结构实现承重轴的平移动作,从而带动侧板拼合。
6、作为改进:所述的承重轴上螺栓安装有摆动架,所述的摆动架两端设有插块,所述的插块上设有与导轨二滑动配合的导槽三,所述的导向结构包括两个液压缸二,所述的液压缸二底部与基座铰接,所述的液压缸二输出端铰接连接有导向台,所述的导向台一侧设有与插块插接配合的插槽,两个所述的导向台之间设有连接杆,所述的导向台和插块上分别设有u型槽一和u型槽二,所述的螺纹孔二穿过u型槽一和u型槽二,通过摆动架与导向结构配合,实现承重轴的转动动作,从而实现侧板上料与移动之间切换。
7、作为改进:所述的导向架内设有弧形槽,所述的弧形槽顶部与滑腔连通,所述的导向台与弧形槽滑动配合,所述的连接杆和摆动架穿过弧形槽侧面凹槽,所述的导向台带动插块使摆动架绕承重轴轴心转动90°,导向结构带动承重轴和吸附架转动90°,从而使吸附架作用端由水平转至垂直位置,方便侧板放置在型架上。
8、作为改进:所述的吸附架包括型架,所述的型架内侧设有多个电磁铁,所述的型架一侧螺栓安装有连接板,所述的型架和连接板夹合固定在承重轴上,所述的承重轴上设有限位柱,所述的型架一侧设有与限位柱插接配合的限位槽,吸附架设计便于安装和调整在承重轴上的位置,通过电磁铁吸附侧板,防止侧板在转动后移动和掉落。
9、作为改进:所述的摆动架上设有插柱,所述的插柱与承重轴上的通孔插接配合,所述的插柱上滑动设有配重板,所述的插柱上均匀设有多个插孔,所述的配重板通过销钉插接插孔和配重板上的通孔固定在插柱上,通过配重板设计,使侧板夹持装置重心处于承重轴轴心上,避免重心偏移使驱动块边侧对导轨二的施加的压力过大,从而对导轨二造成疲劳,并且使驱动块有偏转趋势,使螺纹柱二、螺纹孔二的螺纹受损。
10、作为改进:所述的基座上设有滑轨一,基座在滑轨一中间位置设有分隔板,两个所述的顶板夹持装置设置在分隔板两侧,所述的基座上对称设有电机一,所述的电机一输出端设有螺纹柱一,两个所述的螺纹柱一端部均与分隔板转动配合,所述的底座底部设有与滑轨一滑动配合的滑槽,所述的底座底部设有与螺纹柱一配合的螺纹孔,实现顶板夹持装置在基座上平稳移动。
11、本发明与现有技术相比的优点在于:本装置实现了大型箱体面板焊接过程中拼合和固定,而且能够配合自动化焊机实现对大型箱体的快速焊接,极大提高焊接效率,通过顶板夹持装置实现顶板的夹持固定,并且带动预拼合的箱体转动,从而使自动化焊机无需调整即可完成多个焊缝的焊接,通过侧板夹持装置实现侧板的拼合和固定,而且通过转动角度,方便侧板放置到吸附架,操作简单,焊接效率高,实现了大型箱体的自动化焊接工序。
技术特征:
1.一种自动化四轴焊接夹具工装,包括基座(1),其特征在于:所述的基座(1)上设有四个导向架(2),左右同侧两个所述的导向架(2)之间均设有顶板夹持装置(3),所述的顶板夹持装置(3)在基座(1)上前后滑动,所述的顶板夹持装置(3)夹持顶板转动,前后同侧两个所述的导向架(2)之间均设有侧板夹持装置(4),所述的侧板夹持装置(4)在导向架(2)上左右移动,所述的侧板夹持装置(4)包括驱动结构(5)、导向结构(6)、传动结构(7)和吸附架(8),所述的吸附架(8)安装在传动结构(7)上,所述的驱动结构(5)通过传动结构(7)带动吸附架(8)在导向架(2)之间左右移动,所述的导向结构(6)通过传动结构(7)带动吸附架(8)转动。
2.根据权利要求1所述的一种自动化四轴焊接夹具工装,其特征在于:所述的顶板夹持装置(3)包括底座(31),所述的底座(31)顶部设有连接柱(311),所述的连接柱(311)顶部铰接设有连接台(32),所述的底座(31)顶部铰接设有液压缸一(36),所述的液压缸一(36)输出端与连接台(32)铰接,所述的连接柱(311)上设有与连接台(32)接触配合的限位台(312),所述的连接台(32)一端转动设有转台(33),所述的转台(33)外侧设有齿环(333),所述的连接台(32)内设有电机二(37),所述的电机二(37)输出端穿过连接台(32)通孔设有齿轮(38),所述的齿环(333)与齿轮(38)啮合,所述的转台(33)内设有夹持顶板的夹持机构。
3.根据权利要求2所述的一种自动化四轴焊接夹具工装,其特征在于:所述的夹持机构包括多个夹持柱(34)、转盘(35)和电机三(39),所述的电机三(39)固定于连接台(32)内,所述的电机三(39)输出端与转盘(35)连接,所述的转台(33)内部设有转动室(332),所述的转动室(332)边侧均匀设有多个滑槽(331),所述的转盘(35)位于转动室(332)内,所述的转盘(35)一侧设有与转台(33)转动配合的转轴(352),所述的夹持柱(34)包括滑柱(341),所述的滑柱(341)与滑槽(331)滑动配合,所述的滑柱(341)端部铰接设有夹台(343),所述的转盘(35)前端设有涡形槽(351),所述的滑柱(341)一侧设有与涡形槽(351)配合的弧形台(342)。
4.根据权利要求1所述的一种自动化四轴焊接夹具工装,其特征在于:所述的传动结构(7)包括承重轴(71),所述的承重轴(71)两端转动设有驱动块(72),所述的导向架(2)内设有滑腔(21),所述的滑腔(21)内设有导轨二(22),所述的驱动块(72)上设有与导轨二(22)滑动配合的导槽二(721),所述的驱动结构(5)包括电机四(51),所述的电机四(51)固定安装在导向架(2)上,所述的电机四(51)输出端设有螺纹柱二(52),所述的螺纹柱二(52)端部穿过导向架(2)侧方通孔深入滑腔(21),与滑腔(21)端部转动配合,所述的驱动块(72)上设有螺纹柱二(52)配合的螺纹孔二(722)。
5.根据权利要求4所述的一种自动化四轴焊接夹具工装,其特征在于:所述的承重轴(71)上螺栓安装有摆动架(73),所述的摆动架(73)两端设有插块(74),所述的插块(74)上设有与导轨二(22)滑动配合的导槽三(742),所述的导向结构(6)包括两个液压缸二(61),所述的液压缸二(61)底部与基座(1)铰接,所述的液压缸二(61)输出端铰接连接有导向台(62),所述的导向台(62)一侧设有与插块(74)插接配合的插槽(621),两个所述的导向台(62)之间设有连接杆(63),所述的导向台(62)和插块(74)上分别设有u型槽一(622)和u型槽二(741),所述的螺纹孔二(722)穿过u型槽一(622)和u型槽二(741)。
6.根据权利要求5所述的一种自动化四轴焊接夹具工装,其特征在于:所述的导向架(2)内设有弧形槽(23),所述的弧形槽(23)顶部与滑腔(21)连通,所述的导向台(62)与弧形槽(23)滑动配合,所述的连接杆(63)和摆动架(73)穿过弧形槽(23)侧面凹槽,所述的导向台(62)带动插块(74)使摆动架(73)绕承重轴(71)轴心转动90°。
7.根据权利要求4所述的一种自动化四轴焊接夹具工装,其特征在于:所述的吸附架(8)包括型架(81),所述的型架(81)内侧设有多个电磁铁(811),所述的型架(81)一侧螺栓安装有连接板(82),所述的型架(81)和连接板(82)夹合固定在承重轴(71)上,所述的承重轴(71)上设有限位柱(711),所述的型架(81)一侧设有与限位柱(711)插接配合的限位槽(812)。
8.根据权利要求4所述的一种自动化四轴焊接夹具工装,其特征在于:所述的摆动架(73)上设有插柱(75),所述的插柱(75)与承重轴(71)上的通孔插接配合,所述的插柱(75)上滑动设有配重板(76),所述的插柱(75)上均匀设有多个插孔(751),所述的配重板(76)通过销钉插接插孔(751)和配重板(76)上的通孔固定在插柱(75)上。
9.根据权利要求2所述的一种自动化四轴焊接夹具工装,其特征在于:所述的基座(1)上设有滑轨一(11),基座(1)在滑轨一(11)中间位置设有分隔板(15),两个所述的顶板夹持装置(3)设置在分隔板(15)两侧,所述的基座(1)上对称设有电机一(13),所述的电机一(13)输出端设有螺纹柱一(12),两个所述的螺纹柱一(12)端部均与分隔板(15)转动配合,所述的底座(31)底部设有与滑轨一(11)滑动配合的滑槽(313),所述的底座(31)底部设有与螺纹柱一(12)配合的螺纹孔(314)。
技术总结
本发明公开了一种自动化四轴焊接夹具工装,包括基座,所述的基座上设有四个导向架,左右同侧两个所述的导向架之间均设有顶板夹持装置,所述的顶板夹持装置在基座上前后滑动,所述的顶板夹持装置夹持顶板转动,前后同侧两个所述的导向架之间均设有侧板夹持装置,所述的侧板夹持装置在导向架上左右移动,所述的侧板夹持装置包括驱动结构、导向结构、传动结构和吸附架,所述的吸附架安装在传动结构上,所述的驱动结构通过传动结构带动吸附架在导向架之间左右移动,所述的导向结构通过传动结构带动吸附架转动,本装置实现了大型箱体面板焊接过程中拼合和固定,而且能够配合自动化焊机实现对大型箱体的快速焊接。
技术研发人员:徐应东
受保护的技术使用者:江苏信飞自动化设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!