一种焊接机器人多层多道焊接的编程方法与流程
本发明涉及焊接,更具体的是涉及一种焊接机器人多层多道焊接的编程方法。
背景技术:
1、焊接方面,传统的人工焊接具有高危险性、危害性,且焊接质量对人的要求与依赖极高。现如今众多高精工厂开始使用机器人焊接代替传统人工焊接,随着信息科技的进步,机械化、工业化逐渐成为企业生产的主旋律,机器人越来越主流。焊接机器人作为工业机器人的重要组成部分,占据工业机器人总量40%以上,技术创新能力和国际竞争能力明显增强,焊接机器人具有稳定、较高焊接质量,可有效保证焊缝统一性,改善工人工作环境,提高焊接效率等特点。
2、目前机器人程序需人工手动校对每条程序标识符号多次,手动更改每条程序寻位结果存储的寄存器号,机器人运行过打底程序后,需要将相同的点位信息手动抄录在多层多道程序段,以使得机器人完成最终的多层多道焊接,镜像、偏移相同、相似焊缝程序段时,需手动更改已有点位序号,该过程不仅繁琐、而且效率较低,极大地制约焊接程序编程速度。
3、因此,提出一种焊接机器人多层多道焊接的编程方法来解决上述问题很有必要。
技术实现思路
1、(一)解决的技术问题
2、本发明的目的在于:为了解决镜像、偏移相同、相似焊缝程序段时,需手动更改已有点位序号,该过程不仅繁琐、而且效率较低,极大地制约焊接程序编程速度的问题,本发明提供一种焊接机器人多层多道焊接的编程方法。
3、(二)技术方案
4、本发明为了实现上述目的具体采用以下技术方案:
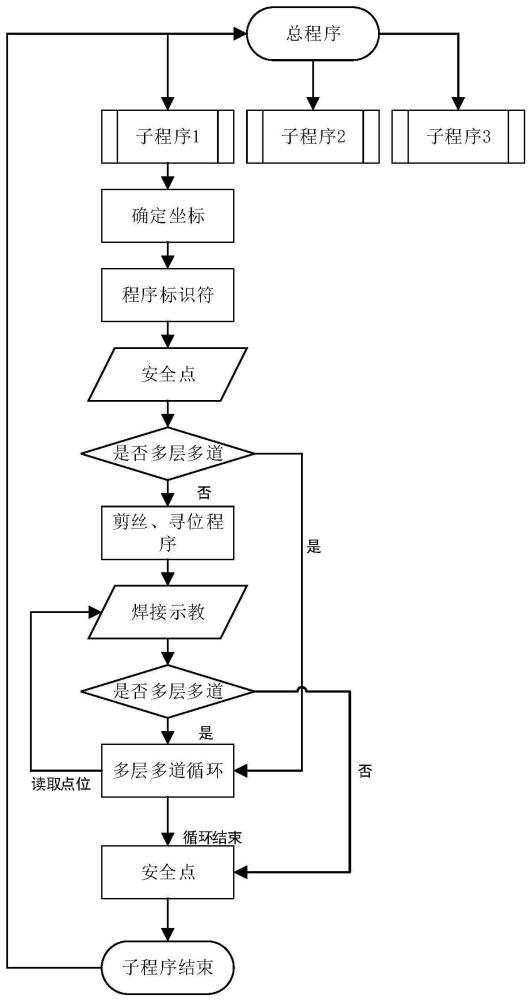
5、一种焊接机器人多层多道焊接的编程方法,包括含寻位程序与借寻位程序,所述含寻位程序包括如下步骤:
6、s1.设定用户坐标系与工具坐标系,确定坐标系与世界坐标系的空间位置关系;
7、s2.用数值寄存器1存储跟踪路径号,设置数值寄存器2,服务于寻位程序段,根据数值寄存器1计算数值寄存器2数值,之后设置数值寄存器3,用于控制多层多道焊接层数;
8、s3.使用“关节”语句,为第一个点位赋值,同时将该点的空间位置信息记录于点位寄存器中,命名该点为安全点;
9、s4.设置位置寄存器1,记录上述安全点位置,后续安全点将由位置寄存器1#代替;
10、s5.编写条件判断语句,设置判断条件,若条件不成立,则继续向后执行,进行打底焊接;若条件成立,则跳转到节点1处,进行多层多道焊接;
11、s6.调用“修剪焊丝”程序,将机器人焊枪枪尖移动至焊丝修剪器处,将焊丝长度修剪至指定长度,为后续机器人寻位定位做准备,机器人焊枪枪尖返回至步骤s3所述安全点。
12、s7.机器人开始执行寻位定位,即通过触碰判断焊缝准确空间位置,寻位结果记录于位置寄存器中,该位置寄存器编号则由步骤2中所述数值寄存器2控制;
13、s8.赋值数值寄存器4“0”,用于打底/定位焊接时调用最底层参数,进行打底焊接,同时若所焊焊道不需要多层多道焊接时,也进行如此设置;
14、s9.设置新程序节点2,开始准备打底,利用“移动”语句,将焊枪移动至焊接前安全点并记录,准备开始焊接并调用“数值寄存器4所记录数值”层焊接参数;
15、s9.将步骤7中寻位偏移结果加至点位信息中,对示教点位进行修正,提高点位精度;
16、s10.使用焊接开始命令进行焊接,同时示教焊接过程中枪尖经过示教点位形成焊接路径,焊枪使用焊接枪姿,保证焊接质量与生产安全;
17、s11.焊接结束后再次设置条件判读语句,判断是否应跳至多层多道程序段进行循环,若不需要多层多道焊接,则枪尖返回安全点,程序跳转至段末,结束打底程序,若需要多层多道焊接,则跳转至步骤5所设置节点1,开始执行多层多道程序段
18、s12.使用循环语句,对数值寄存器4进行从“1”至数值寄存器3循环赋值
19、s13.跳转至步骤9所设置节点2读取打底点位信息,同时开始焊接,读取完毕后跳回,继续执行循环,直至结束循环重新返回安全点,程序结束。
20、优选的,借寻位程序相对于含寻位程序,增加数值寄存器5,使其值等于被借寻位跟踪路径号,将数值寄存器2的运算过程修改为对数值寄存器5运算,其他条件与寻位程序一致。
21、优选的,用户坐标系及工具坐标系需准确校正,且在编程、运行过程中不允许更改,点位示教根据用户坐标系确定,每条程序识别序号不重复。
22、优选的,所有数值寄存器、位置寄存器不重复。
23、优选的,步骤7中每条焊缝跟踪路径号不可重复,提供给电弧跟踪功能,保证焊缝多层多道焊接不会出现焊偏等现象。
24、(三)有益效果
25、本发明的有益效果如下:
26、本发明,程序具有独立程序标识,寻位程序段与该标识形成联动,保证寻位存储的位置寄存器拥有独立性,多层多道焊接程序可直接读取打底焊接程序点位信息,大大提高整体程序准确性及编制效率,镜像、偏移程序段后,可以直接使用,不需大规模更改,多层多道焊接层数更加直观显示,且独立控制,利用位置寄存器代替反复重复点位,简化程序结构,设置不同备用段,以满足不同的程序编制需求。
技术特征:
1.一种焊接机器人多层多道焊接的编程方法,包括含寻位程序与借寻位程序,其特征在于:所述含寻位程序包括如下步骤:
2.根据权利要求1所述的一种焊接机器人多层多道焊接的编程方法,其特征在于:借寻位程序相对于含寻位程序,增加数值寄存器5,使其值等于被借寻位跟踪路径号,将数值寄存器2的运算过程修改为对数值寄存器5运算,其他条件与寻位程序一致。
3.根据权利要求1所述的一种焊接机器人多层多道焊接的编程方法,其特征在于:用户坐标系及工具坐标系需准确校正,且在编程、运行过程中不允许更改,点位示教根据用户坐标系确定,每条程序识别序号不重复。
4.根据权利要求1所述的一种焊接机器人多层多道焊接的编程方法,其特征在于:所有数值寄存器、位置寄存器不重复。
5.根据权利要求1所述的一种焊接机器人多层多道焊接的编程方法,其特征在于:步骤7中每条焊缝跟踪路径号不可重复,提供给电弧跟踪功能,保证焊缝多层多道焊接不会出现焊偏等现象。
技术总结
本发明公开了一种焊接机器人多层多道焊接的编程方法,涉及焊接技术领域,包括设定用户坐标系与工具坐标系,确定坐标系与世界坐标系的空间位置关系,编写条件判断语句,设置判断条件,若条件不成立,则继续向后执行,进行打底焊接;若条件成立,则跳转到节点1处,进行多层多道焊接,使用焊接开始命令进行焊接,同时示教焊接过程中枪尖经过示教点位形成焊接路径,焊枪使用焊接枪姿,保证焊接质量与生产安全。本发明,镜像、偏移程序段后,可以直接使用,不需大规模更改,多层多道焊接层数更加直观显示,且独立控制,利用位置寄存器代替反复重复点位,简化程序结构,设置不同备用段,以满足不同的程序编制需求。
技术研发人员:王永强,陈戈,孔垂清,段青辰,朱红波,赵俊丽,凡乃峰,闫书廷,张俊
受保护的技术使用者:郑州煤矿机械集团股份有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!