一种软包电池极耳用一体化整平装置及方法与流程
本发明涉及电池极耳修整领域,具体为一种软包电池极耳用一体化整平装置及方法。
背景技术:
1、软包电池是液态锂离子电池套上一层聚合物外壳,在结构上采用铝塑膜包装,是一种较为常见的电子产品供能电源,我们生活中用到的手机电池,蓝牙电池,笔记本电池等都需要用到极耳。电池是分正负极的,极耳就是从电芯中将正负极引出来的金属导电体,通俗的说电池正负两极的极耳就是在进行充放电时的接触点,极耳通常由薄金属带和胶片组成,而胶片是极耳上绝缘的部分,它的作用是电池封装时防止金属带与铝塑膜之间发生短路,并且在封装时通过加热与铝塑膜热熔密封粘合在一起防止漏液。
2、由于电池生产的特殊工艺过程,在生产电池的过程中可能会出现以下问题:用作极耳的金属片较薄,在加工过程中可能会受到外力而很容易发生弯曲形变,一旦金属片发生弯曲形变,则会导致后续的电子产品电源的接触点部分安装工作十分麻烦;针对上述问题公开号为:cn216698457u的实用新型专利公开了一种软包动力电池极耳的整型装置,此装置使用陶瓷整型滚轮起到受力压紧抚平极耳的作用,将金属极耳的褶皱面整型为平整面,但上述技术方案中仍存在以下问题未被解决:1、融化的胶片可能沾到电池的极耳上,从而导致生产出来的电池接触不良,影响产品质量,上述技术方案没有清理功能,而人工清理容易清理不彻底,且清理效率并不高;2、极耳出现的褶皱整平后会导致极耳整体长度发生变化,不利于后续安装,且用作极耳的金属片长短不一或者安装位置误差导致极耳在电池上伸出的长度不一样,故在整平后需要对极耳进行裁切,而上述技术方案没有设置裁切机构,无法实现对极耳的自动化裁切,而如果在整平后再单独设计裁切机构对其进行单独裁切,会使得生产效率下降,不利于生产。
技术实现思路
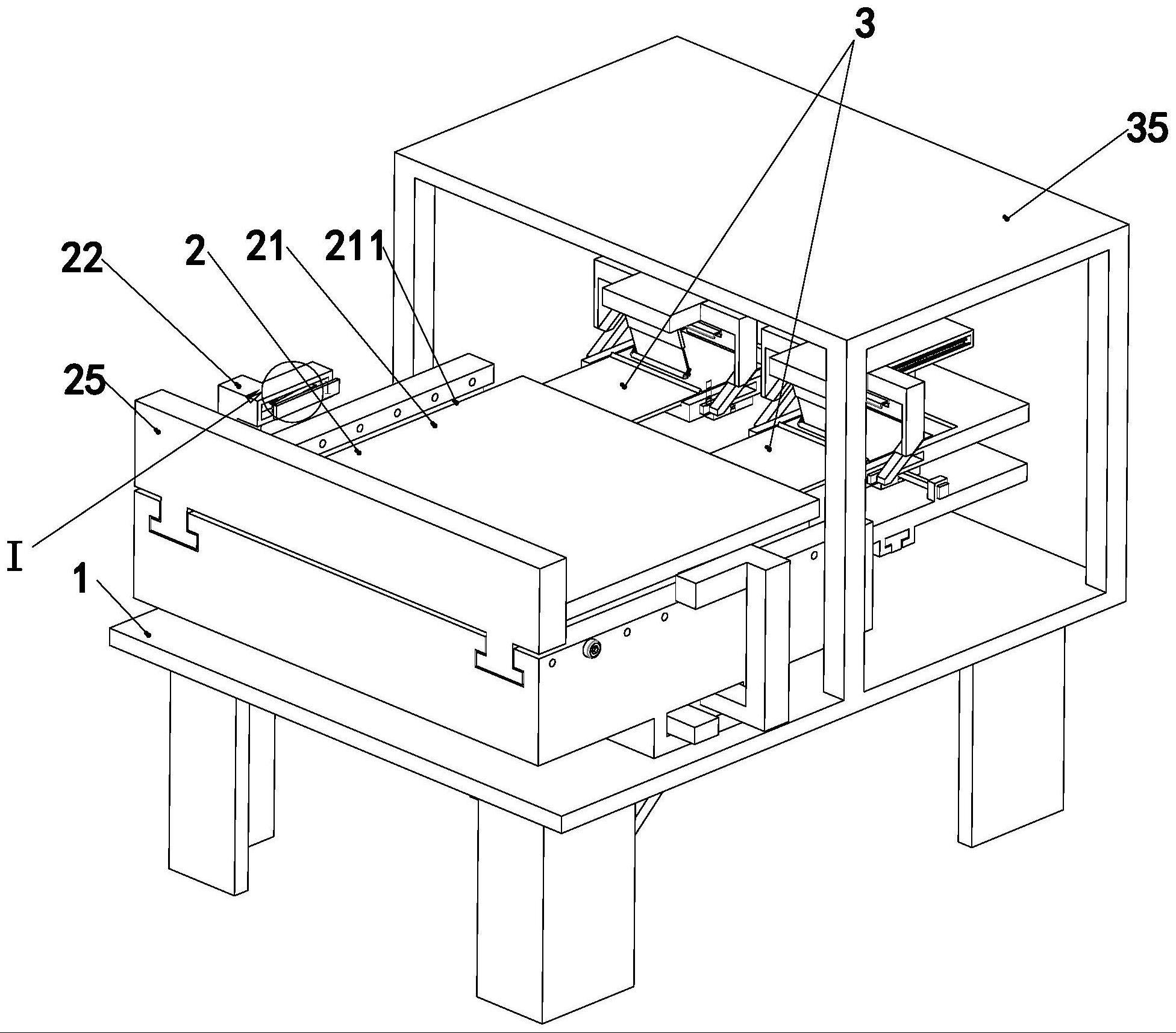
1、为了解决上述技术问题,本发明采用的技术方案是:一种软包电池极耳用一体化整平装置,包括基座架,基座架上方设置有夹持部,基座架上且位于夹持部右侧设置有整理部。
2、所述整理部包括调整架,调整架前后两侧各固定连接一条t形滑轨,每条t形滑轨上均滑动连接有定位件,所述定位件包括滑动连接在t形滑轨上的底板,底板与t形滑轨连接处分别设置有销孔销钉用以固定底板在t形滑轨上的位置,底板上开设方口,方口内滑动连接有安装支撑块,安装支撑块上端为板状结构,板状结构上开设有一条贯穿前后两侧面的贯穿槽,贯穿槽内部滑动连接有滑动块,滑动块上方开设有刮刀槽,刮刀槽内滑动连接有刮刀,刮刀底部通过浮动弹簧与刮刀槽底部连接,滑动块右侧通过复位弹簧与贯穿槽右侧壁连接,滑动块突出贯穿槽前后两侧槽口的部分固定连接有楔块。
3、所述每个定位件上方均设置有整理件,整理件包括设置在安装支撑块正上方的功能板,功能板下侧面转动连接有刮擦板,刮擦板为弹性伸缩结构,其与功能板连接处设置有扭簧,且其下侧设置有刃口,刮擦板上且位于刃口上端铰接有压平辊,功能板下侧面且位于刮擦板右侧固定连接有切割刀,切割刀左侧面固定安装有倒l形的凸起,凸起底部为圆角,且凸起底部高度高于切割刀刀刃。
4、所述功能板下侧面且位于切割刀右侧固定安装有压紧块,压紧块为弹性伸缩结构,功能板前后侧面设置有滑槽,滑槽内部滑动连接有传动块,传动块下方设置有与楔块相配合的楔板,传动块右侧通过回复弹簧与滑槽右侧壁连接,功能板上侧面固定连接有推进气缸。
5、所述推进气缸一端与功能板上侧面固定连接,其另一端滑动连接在安装架上,推进气缸与安装架的相对位置关系通过其二者连接处的销孔销钉配合调整,以实现整理件与定位件之间的同步运动,安装架与基座架连接。
6、作为本发明的一种优选技术方案,所述夹持部包括固定安装在基座架上且位于整理部左侧的安装块,安装块下方为空心结构,安装块下方的空心结构内滑动连接有两条中心对称的夹持杆,两条夹持杆位于空心结构内的部分且相互靠近的一侧为齿状结构,两侧齿状结构之间共同啮合有齿轮,齿轮下方的基座架下侧面固定连接有电机,电机输出轴穿过基座架与齿轮连接,安装块上方开设有两条t形槽,t形槽上方滑动连接有限位块,限位块位置可通过设置于安装块前后两侧的销孔销钉来确定。
7、作为本发明的一种优选技术方案,所述夹持杆顶部前后相对的一面开设有方形槽,夹持杆上的方形槽内转动连接有连接铰杆,连接铰杆远离转动连接处的一端铰接有挤压板,连接铰杆与方形坑底部之间通过夹紧弹簧连接,此结构用于在夹紧时为电池提供一个方向向左侧的作用力,以方便在对极耳进行加工时对电池进行准确且牢靠的定位。
8、作为本发明的一种优选技术方案,两侧所述挤压板相对的一侧面固定安装有橡胶板。
9、作为本发明的一种优选技术方案,楔板与楔块的上下侧面均为倾斜面,且楔板下侧面与楔块上侧面倾斜角度相同,楔板上侧面与楔块下侧面倾斜角度相同,楔块与传动块在左右方向上无重叠部分。
10、作为本发明的一种优选技术方案,所述安装支撑块前后方向开设有方形穿孔,方形穿孔内滑动连接有方形销钉,通过方形穿孔和方形销钉配合用以控制安装支撑块322的伸出高度。
11、本发明的有益效果在于:一、本发明设置的整理部可在刮擦极耳的同时对极耳进行压平,有效防止了组成极耳的金属片发生弯曲形变,解决了后续的电子产品电源的接触点部分安装工作十分麻烦的问题,而且在压平的同时对极耳的正反两面进行刮擦,刮擦压平结束后后续的裁切刀可对长短不一的极耳进行定位裁切,一次动作便可实现压平、刮擦和裁切三个功能,机构同步性大幅提高,产品质量和生产效率进一步提升。
12、二、本发明设置的整理部上的切割刀可对长短不一的极耳进行统一且精准的自动化裁切,且裁切位置可通过与本发明设置的夹持部进行配合,以达到对极耳长度的控制,提高了产品质量和生产效率,且避免了人工裁切不均匀的问题。
13、三、本发明的整理部通过设置刮擦板与刮刀分别对极耳正反两面进行多次刮擦,可有效解决融化的胶片沾到电池的极耳上导致生产出来的电池接触不良,影响产品质量的问题,提高了产品质量,也节省了人力,且本发明设置的整理部可对不同尺寸的软包电池进行加工,提高了本发明的普适性。
14、四、本发明设置的夹持部可对不同尺寸的软包电池进行精准且可靠的定位,配合本发明设置的整理部可实现对不同尺寸电池极耳的精准切割,提高了产品质量。
技术特征:
1.一种软包电池极耳用一体化整平装置,包括基座架(1),其特征在于,基座架(1)上方设置有夹持部(2),基座架(1)上且位于夹持部(2)右侧设置有整理部(3);
2.据权利要求1所述的一种软包电池极耳用一体化整平装置,其特征在于,所述夹持部(2)包括固定安装在基座架(1)上且位于整理部(3)左侧的安装块(21),安装块(21)下方为空心结构,安装块(21)下方的空心结构内滑动连接有两条中心对称的夹持杆(22),两条夹持杆(22)位于空心结构内的部分且相互靠近的一侧为齿状结构,两侧齿状结构之间共同啮合有齿轮(23),齿轮(23)下方的基座架(1)下侧面固定连接有电机(24),电机(24)输出轴穿过基座架(1)与齿轮(23)连接,安装块(21)上方开设有两条t形槽(211),t形槽(211)上方滑动连接有限位块(25),限位块(25)位置可通过设置于安装块(21)前后两侧的销孔销钉来确定。
3.根据权利要求2所述的一种软包电池极耳用一体化整平装置,其特征在于,所述夹持杆(22)顶部前后相对的一面开设有方形槽,夹持杆(22)上的方形槽内转动连接有连接铰杆(221),连接铰杆(221)远离转动连接处的一端铰接有挤压板(222),连接铰杆(221)与方形坑底部之间通过夹紧弹簧(223)连接,此结构用于在夹紧时为电池提供一个方向向左侧的作用力,以方便在对极耳进行加工时对电池进行准确且牢靠的定位。
4.根据权利要求3所述的一种软包电池极耳用一体化整平装置,其特征在于,两侧所述挤压板(222)相对的一侧面固定安装有橡胶板(224)。
5.根据权利要求1所述的一种软包电池极耳用一体化整平装置,其特征在于,楔板(337)与楔块(328)的上下侧面均为倾斜面,且楔板(337)下侧面与楔块(328)上侧面倾斜角度相同,楔板(337)上侧面与楔块(328)下侧面倾斜角度相同,楔块(328)与传动块(336)在左右方向上无重叠部分。
6.根据权利要求1所述的一种软包电池极耳用一体化整平装置,其特征在于,所述安装支撑块(322)前后方向开设有方形穿孔,方形穿孔内滑动连接有方形销钉,通过方形穿孔和方形销钉配合用以控制安装支撑块(322)的伸出高度。
7.一种软包电池极耳整平方法,其特征在于,采用上述权利要求1-6任一项所述的一种软包电池极耳用一体化整平装置对软包电池极耳整平的方法,具体步骤如下:
技术总结
本发明涉及电池极耳安装加工领域,具体为一种软包电池极耳用一体化整平装置及方法;包括基座架、夹持部、整理部;本发明设置的整理部上的切割刀可对长短不一的极耳进行统一且精准的裁切,且裁切位置可通过与本发明设置的夹持部进行配合,以达到对极耳长度的控制,提高了产品质量,且避免了人工裁切不均匀的问题;本发明设置的整理部可在刮擦极耳的同时对极耳进行压平,有效防止了组成极耳的金属片发生弯曲形变,解决了后续的电子产品电源的接触点部分安装工作十分麻烦的问题,提高了产品质量的同时对生产效率也进一步提升;发明设置的夹持部可对不同尺寸的软包电池进行精准且可靠的定位,提高了产品质量。
技术研发人员:李相,过海华,易康,符晓良,丁泳森
受保护的技术使用者:广东金晟新能源股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!