一种铝百叶自动加工一体成型设备的制作方法
本发明属于铝百叶生产,尤其涉及一种铝百叶自动加工一体成型设备。
背景技术:
1、百叶窗帘分固定式和活动式两种,百叶窗帘是有由许多的叶片连接而成,不仅具有通风、遮光和隔音的用途,而且可以遮阳降温、装饰居室。百叶片的材料以竹片、木片、玻璃钢片、铝合金片以及时下市面上较为流行的塑化片和亚麻片为主。
2、铝百叶加工成型时,需要先将铝百叶原料卷材放卷,并通过滚压的方式,先将原料卷材成型为连续的弧型、v型以及边角折叠等形状,在铝百叶成型后进行冲孔和切断,成型的铝百叶最终通过梯绳或连接杆等连接件将冲孔和切断后的铝百叶进行安装。现有技术中,铝百叶的切断和冲孔,大多采用冲压剪切的方式,导致加工设备只能加工一种规格的铝百叶,使用较为局限;并且上述的加工需要对铝百叶进行先成型,再冲孔和切断,最后对成型后的铝百叶进行打磨,复杂弯折成型的铝百叶打磨较为困难,容易造成毛刺或锋利边沿残留,而无法处理的毛刺和锋利边沿容易对施工人员和使用人员造成划伤,铝百叶的毛刺或锋利边沿难以彻底处理,造成铝百叶的产品质量差。因此,为解决上述问题,现提出一种铝百叶自动加工一体成型设备。
技术实现思路
1、本发明提供一种铝百叶自动加工一体成型设备,旨在解决冲压剪切的方式,造成加工设备使用局限以及先成型的方式无法彻底的清除铝百叶的毛刺和锋利边沿的问题。
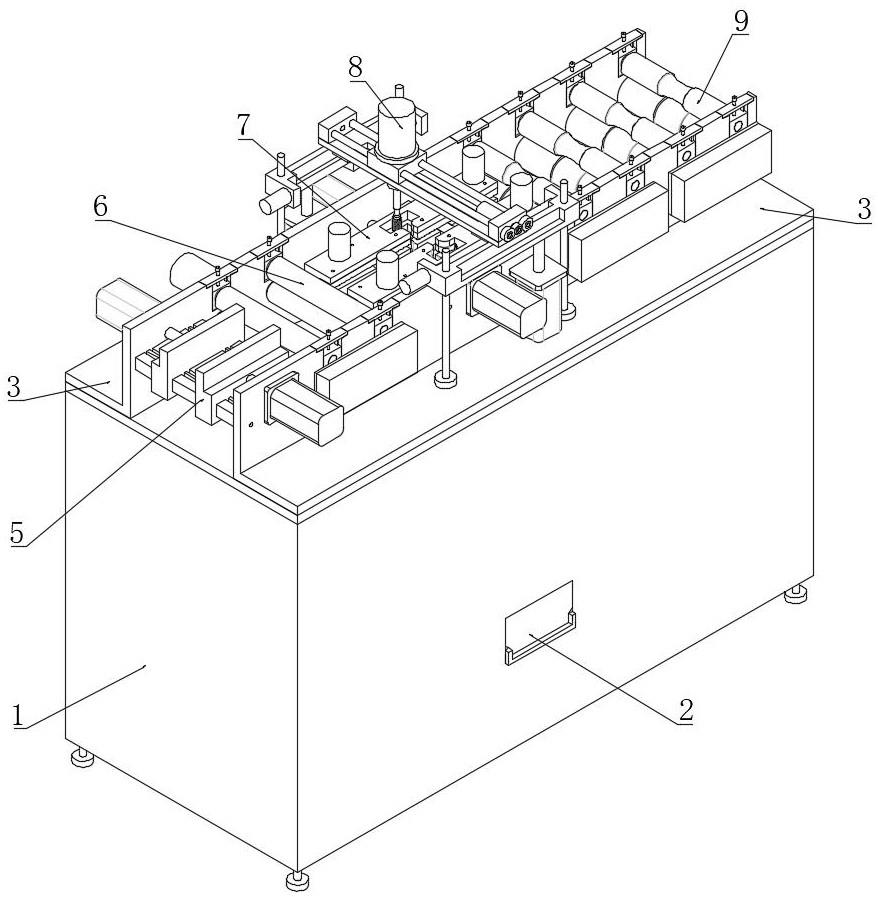
2、本发明是这样实现的,一种铝百叶自动加工一体成型设备,包括机仓和设置在机仓顶面的两个对称分布的侧支板,两个所述侧支板之间形成有铝百叶原料条输送的通道,还包括沿两个侧支板之间的通道依次架设的输送组件、夹持组件和成型组件,所述夹持组件的上方架设有切削组件;
3、所述输送组件用于向夹持组件输送铝百叶原料条;
4、所述夹持组件包括安装在两个侧支板相背一侧端面的第二伸缩件,两个所述第二伸缩件均连接并驱动有滑动安装在两个侧支板之间的下夹板,两个所述下夹板相邻一侧的顶面均开设有用于引导铝百叶原料条的引导槽,所述下夹板的下方设有第三伸缩件,所述第三伸缩件连接并驱动有与下夹板竖直滑动连接的上夹板,所述下夹板和上夹板的中部均开设有开口状的型槽,所述下夹板的两端均开设有定位槽,所述下夹板和上夹板靠近输送组件的一端均连接有打磨电机,所述打磨电机的轴端设有容置在定位槽内的打磨轮,同一定位槽内的两个所述打磨轮对输送的铝百叶原料条侧边进行对称打磨,所述下夹板和上夹板背离输送组件的一端均连接有抛光电机,所述抛光电机的轴端连接有容置在定位槽内的抛光轮,同一定位槽内的两个所述抛光轮对切割后的铝百叶条侧边进行对称抛光;
5、所述切削组件用于在型槽围成的区域内将夹持组件夹持的铝百叶条原料切断和开孔;
6、所述成型组件用于夹持组件输出的铝百叶条进行滚压成型。
7、优选的,所述定位槽的一端开设有排渣孔,所述排渣孔用于将打磨或抛光过程中产生的金属废渣排出。
8、优选的,所述机仓内形成有收纳料渣的空腔,所述机仓空腔的底部设有集渣斗,所述集渣斗的底端伸出机仓。
9、优选的,所述切削组件包括设置在侧支板上方的安装板和切削电机,所述安装板的顶面滑动连接有用于安装切削电机的纵移座,所述切削电机贯穿纵移座的外伸轴端可拆卸连接有铣刀,所述铣刀伸入型槽围成的区域内,所述纵移座的两侧螺纹配合有转动安装在安装板上方的纵向驱动螺杆,所述安装板的顶面设有纵向调节电机,所述纵向调节电机连接并驱动纵向驱动螺杆。
10、优选的,所述安装板底面的两端均设有升降座,所述升降座的两端均竖直滑动连接有立柱,所述立柱的底端与侧支板连接,所述升降座和侧支板之间连接有第四伸缩件,两个所述升降座相邻的一侧均转动安装有横向驱动螺杆,所述安装板底面的两端均可拆卸连接有横移座,所述横向驱动螺杆与横移座配合,两个所述升降座的一端均设有横向调节电机,所述横向调节电机连接并驱动横向驱动螺杆。
11、优选的,所述输送组件包括转动连接在两个侧支板之间的输送主动辊以及设置在输送主动辊一侧的输送电机,所述输送电机连接并驱动输送主动辊,所述输送主动辊的上方设有输送从动辊,所述输送从动辊的两端转动连接有与侧支板竖直滑动连接的第一轴座,所述输送从动辊与输送主动辊配合滚压输送铝百叶原料条。
12、优选的,所述成型组件包括转动连接在两个侧支板之间的成型主动辊以及设置在成型主动辊一侧的成型电机,所述成型电机连接并驱动成型主动辊,所述成型主动辊的上方转动安装有成型从动辊,所述成型主动辊的外壁设有环状的凸起,所述成型从动辊的外壁设有环状的凹槽,所述成型主动辊外壁的凸起与成型从动辊外壁的凹槽配合,对切断后的铝百叶进行滚压。
13、优选的,还包括两个分别与输送组件和成型组件连接的测速传感器,两个所述测速传感器分别用于监测输送组件和成型组件的输送距离。
14、与现有技术相比,本发明的有益效果是:
15、本发明通过侧支板之间形成铝百叶原料条输送的通道,并通过沿铝百叶原料条输送方向设置的引导组件、输送组件、夹持组件、切削组件和成型组件,在铝百叶成型前,通过夹持组件对铝百叶条的侧边进行打磨和抛光,同时由切削组件对铝百叶进行开孔、切断,同时对孔位和切断后的端部进行抛光处理,相较于现有技术对铝百叶进行先成型的方式,能够彻底清除铝百叶的毛刺和锋利边沿,有效地提高铝百叶的生产质量,并且夹持组件能够根据铝百叶的规格进行适配,适用范围更广。
技术特征:
1.一种铝百叶自动加工一体成型设备,包括机仓(1)和设置在机仓(1)顶面的两个对称分布的侧支板(3),两个所述侧支板(3)之间形成有铝百叶原料条输送的通道,其特征在于:还包括沿两个侧支板(3)之间的通道依次架设的输送组件(6)、夹持组件(7)和成型组件(9),所述夹持组件(7)的上方架设有切削组件(8);
2.如权利要求1所述的一种铝百叶自动加工一体成型设备,其特征在于:所述定位槽(77)的一端开设有排渣孔(718),所述排渣孔(718)用于将打磨或抛光过程中产生的金属废渣排出。
3.如权利要求2所述的一种铝百叶自动加工一体成型设备,其特征在于:所述机仓(1)内形成有收纳料渣的空腔,所述机仓(1)空腔的底部设有集渣斗(2),所述集渣斗(2)的底端伸出机仓(1)。
4.如权利要求1所述的一种铝百叶自动加工一体成型设备,其特征在于:所述切削组件(8)包括设置在侧支板(3)上方的安装板(81)和切削电机(89),所述安装板(81)的顶面滑动连接有用于安装切削电机(89)的纵移座(88),所述切削电机(89)贯穿纵移座(88)的外伸轴端可拆卸连接有铣刀(810),所述铣刀(810)伸入型槽(712)围成的区域内,所述纵移座(88)的两侧螺纹配合有转动安装在安装板(81)上方的纵向驱动螺杆(812),所述安装板(81)的顶面设有纵向调节电机(811),所述纵向调节电机(811)连接并驱动纵向驱动螺杆(812)。
5.如权利要求4所述的一种铝百叶自动加工一体成型设备,其特征在于:所述安装板(81)底面的两端均设有升降座(82),所述升降座(82)的两端均竖直滑动连接有立柱(83),所述立柱(83)的底端与侧支板(3)连接,所述升降座(82)和侧支板(3)之间连接有第四伸缩件(87),两个所述升降座(82)相邻的一侧均转动安装有横向驱动螺杆(85),所述安装板(81)底面的两端均可拆卸连接有横移座(86),所述横向驱动螺杆(85)与横移座(86)配合,两个所述升降座(82)的一端均设有横向调节电机(84),所述横向调节电机(84)连接并驱动横向驱动螺杆(85)。
6.如权利要求1所述的一种铝百叶自动加工一体成型设备,其特征在于:所述输送组件(6)包括转动连接在两个侧支板(3)之间的输送主动辊(61)以及设置在输送主动辊(61)一侧的输送电机(63),所述输送电机(63)连接并驱动输送主动辊(61),所述输送主动辊(61)的上方设有输送从动辊(62),所述输送从动辊(62)的两端转动连接有与侧支板(3)竖直滑动连接的第一轴座(65),所述输送从动辊(62)与输送主动辊(61)配合滚压输送铝百叶原料条。
7.如权利要求1所述的一种铝百叶自动加工一体成型设备,其特征在于:所述成型组件(9)包括转动连接在两个侧支板(3)之间的成型主动辊(91)以及设置在成型主动辊(91)一侧的成型电机(93),所述成型电机(93)连接并驱动成型主动辊(91),所述成型主动辊(91)的上方转动安装有成型从动辊(92),所述成型主动辊(91)的外壁设有环状的凸起,所述成型从动辊(92)的外壁设有环状的凹槽,所述成型主动辊(91)外壁的凸起与成型从动辊(92)外壁的凹槽配合,对切断后的铝百叶进行滚压。
8.如权利要求1所述的一种铝百叶自动加工一体成型设备,其特征在于:还包括两个分别与输送组件(6)和成型组件(9)连接的测速传感器(10),两个所述测速传感器(10)分别用于监测输送组件(6)和成型组件(9)的输送距离。
技术总结
本发明适用于铝百叶生产技术领域,提供了一种铝百叶自动加工一体成型设备,包括机仓和设置在机仓顶面的两个对称分布的侧支板,两个所述侧支板之间形成有铝百叶原料条输送的通道,还包括沿两个侧支板之间的通道依次架设的输送组件、夹持组件和成型组件,所述夹持组件的上方架设有切削组件;本发明通过侧支板之间形成铝百叶原料条输送的通道,并通过沿铝百叶原料条输送方向设置的输送组件、夹持组件、切削组件和成型组件,在铝百叶成型前,通过夹持组件对铝百叶条的侧边进行打磨和抛光,同时由切削组件对铝百叶进行开孔、切断,同时对孔位和切断后的端部进行抛光处理,能够彻底清除铝百叶的毛刺和锋利边沿,有效地提高铝百叶的生产质量。
技术研发人员:邓扬礼,徐海生,周军锋
受保护的技术使用者:汉狮光动科技(广东)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!