封板定位焊接系统的制作方法
本申请属于圆榫塔机标准节主弦杆制造领域,具体地涉及一种封板定位焊接系统。
背景技术:
1、如图1至图3所示,圆榫塔机标准节主弦杆一般包括圆管202、封板201和连接接头203,封板201焊接在圆管202的管腔内,连接接头203焊接在圆管202的两端。圆管202的管壁上具有高频焊缝,封板201上对位设有高频焊缝避让槽。现有技术中,通常采用人工拼接的方式对圆管202和封板201进行定位焊接。在人工组对的过程中,首先要确认好圆管202的高频焊缝位置,再用手持工具300将封板插入圆管202内部,然后手工点焊。这种生产制造方式存在的诸多问题,例如在人工将封板插入圆管时,经常出现封板脱落的情况,且焊接操作空间狭小,很难保证圆管封板组对尺寸的一致性,生产效率低。此外,焊接生产的工作环境条件较差,粉尘及焊接烟尘、弧光等会对操作人员的身体产生伤害,也存在着较大的安全风险。
技术实现思路
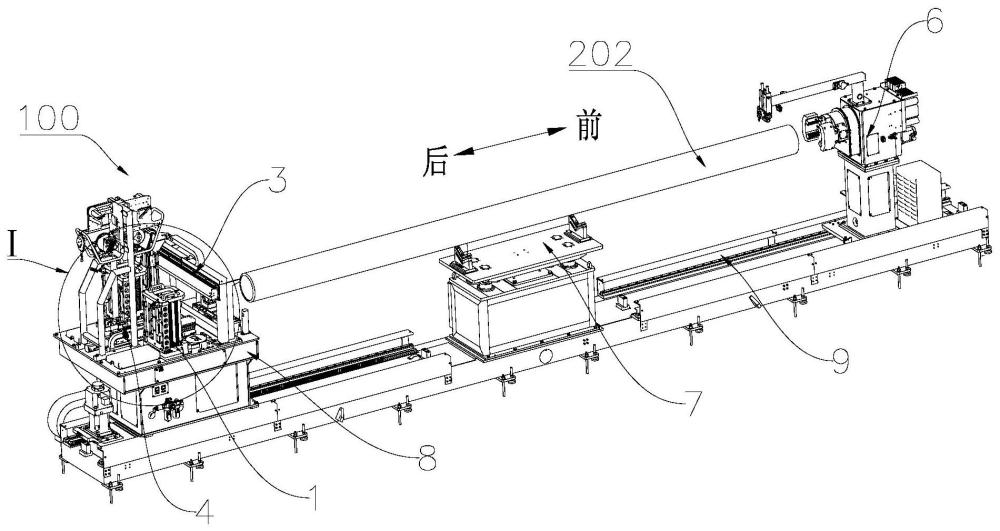
1、本申请的目的是提供一种封板定位焊接系统,该封板定位焊接系统能够实现圆榫塔机标准节主弦杆的圆管和封板自动焊接,生产效率和生产安全性高。
2、为了实现上述目的,本申请提供了一种封板定位焊接系统,所述封板定位焊接系统包括:
3、封板定位出料装置,用于将圆榫塔机标准节主弦杆的封板送至第一预设位置,并使得位于第一预设位置的所述封板的外周沿凹槽的周向位置相同;
4、机械手模块,用于将所述封板从第一预设位置转移至第二预设位置,并使得位于第二预设位置的所述封板的外周沿凹槽的周向位置相同;以及
5、点焊系统,用于将所述封板从第二预设位置周向位置不变地移送至圆管中,并将所述封板焊接于所述圆管中。
6、在一些具体实施方式中,封板定位焊接系统还可包括:
7、圆管旋转装置,设置在所述点焊系统的前方并包括定位夹紧卡盘,所述定位夹紧卡盘能够夹紧所述圆管和驱动所述圆管旋转。
8、在一些具体实施方式中,所述封板定位焊接系统还可包括:
9、寻缝装置,设置在所述圆管旋转装置的后方并用于获取圆管的高频焊缝的位置,所述圆管旋转装置能够根据所述高频焊缝的位置驱动圆管自转,以将所述圆管的高频焊缝固定在预设周向位置。
10、在一些具体实施方式中,所述封板定位焊接系统还可包括设置在所述定位夹紧卡盘前方的对中旋转夹紧机构,所述对中旋转夹紧机构能够与所述圆管的焊接端可旋转连接。
11、在一些具体实施方式中,所述点焊系统可包括:
12、焊枪;
13、封板固定机构,能够在所述第二预设位置从所述机械手模块上取走封板并保持封板的外周沿凹槽的周向位置不变;以及
14、给进滑台,所述焊枪和所述封板固定机构均设置在所述给进滑台的活动给进部上并能够随着所述活动给进部前后移动。
15、在一些具体实施方式中,所述给进滑台可包括驱动所述活动给进部运动的伺服驱动机构;
16、和/或,所述封板固定机构可包括用于磁吸固定所述封板的电磁铁。
17、在一些具体实施方式中,所述机械手模块可包括:
18、机械取料手,用于取放所述封板;
19、竖向移动机构,与所述机械取料手连接并能够驱动所述机械取料手沿竖向上下移动;
20、水平移动机构,与所述竖向移动机构活动连接并能够驱动所述竖向移动机构移动至第一预设位置的上方;以及
21、桁架,所述水平移动机构设置在所述桁架上。
22、在一些具体实施方式中,所述机械手可包括用于磁吸固定所述封板的电磁铁。
23、在一些具体实施方式中,所述封板定位出料装置可包括:
24、封板料仓,包括内设存料空间的仓体和防错结构,所述存料空间用于层叠放置封板,所述仓体设有与所述存料空间连通的出板口,所述防错结构设置在所述仓体的内壁上并沿封板层叠方向布置,所述防错结构能够卡设于封板的外周沿凹槽中以对封板进行周向定位。
25、在一些具体实施方式中,所述封板层叠方向为竖向,所述出板口设置在所述仓体的底部,所述封板定位出料装置还包括设置在所述出板口的下方的封板出料模块,所述封板出料模块包括:
26、推料气缸;和
27、活动顶板,与所述推料气缸的活塞杆连接,所述活动顶板能够在所述推料气缸的驱动下将位于所述出板口的封板向前推动至所述第一预设位置,所述活动顶板的推动前端设有第一周向限位槽,所述第一周向限位槽用于在推料过程中对封板进行周向限位。
28、本发明的封板定位焊接系统通过封板定位出料装置使圆形封板的外周沿凹槽在出料过程中保持一致的周向位置,并通过机械手模块和点焊系统使圆形封板的外周沿凹槽在移料过程中也保持一致的周向位置,从而使得各块封板的高频焊缝避让槽的周向位置保持一致,实现封板的自动定位出料,进而有利于后续实现封板与圆管之间的自动化焊接,有效提高生产效率。此外,本发明的封板定位焊接系统可有效取代现有技术中的人工组对焊接方法,无需人工干预,大大提高了生产安全性。
29、本申请实施方式的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种封板定位焊接系统,其特征在于,所述封板定位焊接系统(100)包括:
2.根据权利要求1所述的封板定位焊接系统,其特征在于,所述封板定位焊接系统(100)还包括:
3.根据权利要求2所述的封板定位焊接系统,其特征在于,所述封板定位焊接系统(100)还包括:
4.根据权利要求2所述的封板定位焊接系统,其特征在于,所述封板定位焊接系统(100)还包括设置在所述定位夹紧卡盘(61)前方的对中旋转夹紧机构(62),所述对中旋转夹紧机构(62)能够与所述圆管(202)的焊接端可旋转连接。
5.根据权利要求1所述的封板定位焊接系统,其特征在于,所述点焊系统(4)包括:
6.根据权利要求5所述的封板定位焊接系统,其特征在于,所述给进滑台(41)包括驱动所述活动给进部(411)运动的伺服驱动机构;
7.根据权利要求1所述的封板定位焊接系统,其特征在于,所述机械手模块(3)包括:
8.根据权利要求7所述的封板定位焊接系统,其特征在于,所述机械手包括用于磁吸固定所述封板(201)的电磁铁。
9.根据权利要求1所述的封板定位焊接系统,其特征在于,所述封板定位出料装置包括:
10.根据权利要求9所述的封板定位焊接系统,其特征在于,所述封板层叠方向为竖向,所述出板口设置在所述仓体(12)的底部,所述封板定位出料装置还包括设置在所述出板口的下方的封板出料模块(2),所述封板出料模块(2)包括:
技术总结
本申请涉及圆榫塔机标准节主弦杆制造领域,公开了一种封板定位焊接系统,包括:封板定位出料装置,用于将圆榫塔机标准节主弦杆的封板送至第一预设位置,并使得位于第一预设位置的封板的外周沿凹槽的周向位置相同;机械手模块,用于将封板从第一预设位置转移至第二预设位置,并使得位于第二预设位置的封板的外周沿凹槽的周向位置相同;以及点焊系统,用于将封板从第二预设位置周向位置不变地移送至圆管中,并将封板焊接于圆管中。本发明的封板定位焊接系统能够实现圆榫塔机标准节主弦杆的圆管和封板自动焊接,生产效率和生产安全性高。
技术研发人员:郑鹏,刘振华,张剑锋,梁岱,朱学刚
受保护的技术使用者:中联重科建筑起重机械有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!