一种快速安装的锻造模具结构的制作方法
本发明涉及模锻加工,特别涉及一种快速安装的锻造模具结构。
背景技术:
1、在高精度的轴承的加工中为了减少机械工后零件变形,常常采用模锻的方式进行加工,以减少机械加工的加工余量,模锻加工是通过将金属胚放置在锻造模具中通过锻造模具的挤压实现工件毛胚的成型加工。
2、例如申请号为:cn202221553368.7本实用新型公开了一种轮毂轴承锻造模具,包括第一模座,所述第一模座的顶端设置有第二模座,所述第一模座顶端的中间位置处固定连接有下模,所述第一模座底端的中间位置处设置有上模。该轮毂轴承锻造模具通过在第一模座顶端和第二模座底端的两侧分别设置有连接套,在使用时将防护软套分别套接在限定导杆的外部,并将防护软套的两端分别和第一模座顶端和第二模座底端固定连接的连接套的一端固定连接,模具在进行合模锻造时限定导杆随着合模的进行相对在稳定穿槽的内部滑动,并通过连接套进行稳定,并且通过防护软套对限定导杆进行保护,防止锻造时碎屑飞溅损坏限定导杆外表面,影响导向稳定性,解决了防护性不足的问。
3、然而,现有的锻造模具在合模时是通过导向轴进行导向,然而由于锻造模具在合模时冲击力比较大,容易导致导向件的磨损严重,影响使用寿命,现有的模具在与液压机安装时一般通过螺栓进行连接,由于轴承型号较多,因此在加工不同型号的轴承时要更换不同的模具,模具与液压机安装时操作麻烦,工作效率较低。
技术实现思路
1、有鉴于此,本发明提供一种快速安装的锻造模具结构,其具实现了模具的快速安装,安装操作简单,提高了安装使用便利性,同时安装稳定性高,可以满足对不同模具的安装,具有良好的通用性,在保证良好的导向性的作用小,有效减少的导向件受到的冲击,减少因为冲击造成的损坏,提高了使用寿命。
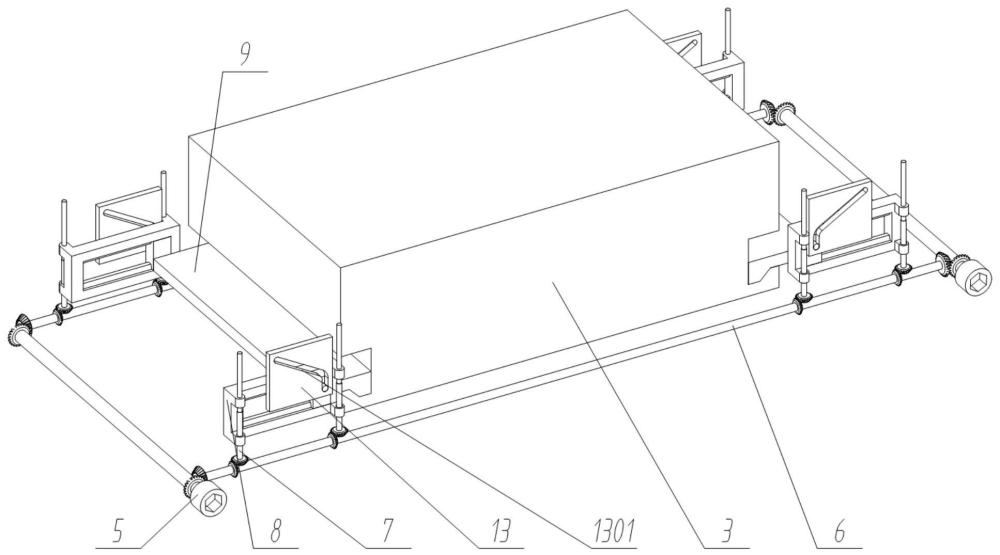
2、本发明提供了一种快速安装的锻造模具结构的目的与功效,具体包括:下模安装件,下模安装件为中间内凹结构,下模安装件固定安装在压力机的工作平台上;
3、下模具,下模具压紧连接在下模安装件的中部;
4、上模安装件,上模安装件与下模安装件相对设置,下模安装件固定连接在压力机的推杆上;
5、上模具,上模具压紧连接在上模安装件的下部;
6、导向柱,导向柱固定连接在上模安装件底部,导向柱的底部为椎体结构;
7、导向轴套,导向轴套滑动连接在下模安装件内部,且导向轴套与导向柱的位置一一对应;
8、轴套缓冲组件,轴套缓冲组件设置在下模安装件内部;
9、锁紧操作件,下模安装件和上模安装件的前端面左右两侧均转动连接有一件锁紧操作件;
10、锁紧件,下模安装件和上模安装件安装槽左右两侧均滑动连接有一组锁紧件;
11、锁紧传动机构,下模安装件和上模安装件内部均设置有一组锁紧传动机构,锁紧操作件通过锁紧传动机构带动两组锁紧件同时上下滑动。
12、进一步的,所述轴套缓冲组件包括有:
13、轴套触发件,轴套触发件滑动连接在下模安装件内部,轴套触发件的顶部插入在导向轴套底部;
14、轴套驱动面,轴套驱动面圆周阵列开设在轴套触发件外侧下部;
15、轴套卡块,轴套卡块滑动连接在下模安装件内部,轴套卡块圆周阵列排布在导向轴套的外圈,轴套卡块与下模安装件通过弹簧弹性连接,轴套卡块位于导向轴套的底部,轴套卡块卡在导向轴套的底部;
16、轴套从动面,轴套从动面设置在轴套卡块的底部内侧,轴套驱动面与轴套驱动面斜面配合共同构成楔块结构。
17、进一步的,所述锁紧传动机构包括有:
18、锁紧第一锥齿轮,锁紧第一锥齿轮同轴固定连接在锁紧操作件的前后两侧;
19、锁紧第一传动件,锁紧第一传动件转动连接在下模安装件内部前后两侧;
20、锁紧第二锥齿轮,锁紧第二锥齿轮同轴固定连接在锁紧第一传动件的左右两端,同侧的锁紧第一锥齿轮与锁紧第二锥齿轮啮合共同构成锥齿轮传动机构。
21、进一步的,所述锁紧传动机构还包括有:
22、锁紧第三锥齿轮,锁紧第三锥齿轮同轴固定连接在锁紧第一传动件的两端,锁紧第一传动件每端分别设置有两组锁紧第三锥齿轮;
23、锁紧第二传动件,锁紧第二传动件转动连接在下模安装件内部,下模安装件内部的前后左右均设置两件锁紧第二传动件;
24、锁紧第四锥齿轮,锁紧第四锥齿轮同轴固定连接在锁紧第二传动件底部,同侧的锁紧第四锥齿轮与锁紧第三锥齿轮啮合共同构成锥齿轮传动机构。
25、进一步的,所述锁紧传动机构还包括有:
26、锁紧丝杠,锁紧丝杠同轴固定连接在锁紧第二传动件的顶部;
27、锁紧第三传动件,锁紧第三传动件滑动连接在下模安装件内部,下模安装件的内部前后左右均设置有一组锁紧第三传动件,锁紧丝杠与锁紧第三传动件上部螺纹连接,锁紧丝杠与锁紧第三传动件共同构成丝杠螺母传动。
28、进一步的,所述锁紧传动机构还包括有:
29、锁紧水平导向部,锁紧水平导向部设置在锁紧第三传动件内侧,锁紧件同时与前后两组锁紧水平导向部滑动连接。
30、进一步的,所述锁紧传动机构还包括有:
31、锁紧导动轴,锁紧导动轴固定连接在锁紧件的前后端面;
32、导动板,导动板固定连接在下模安装件内部,下模安装件内部左右前后分别设置有一组导动板;
33、导动滑槽,导动滑槽开设在导动板上,导动滑槽为从外往内倾斜向下然后竖直向下的槽状结构,锁紧导动轴滑动连接在导动滑槽内部。
34、进一步的,所述锁紧传动机构还包括有:
35、左右定位凸块,左右定位凸块固定连接在锁紧件的底部,左右定位凸块为向下凸出的锥台结构;
36、前后定位凹槽,前后定位凹槽开设在左右定位凸块底部,前后定位凹槽为前后为斜面的凹槽结构;
37、左右定位槽,左右定位槽开设在下模具的左右两侧;
38、前后定位块,前后定位块设置在左右定位槽内部。
39、进一步的,所述上模安装件内的锁紧传动机构与下模安装件中的锁紧传动机构结构相同且对称设置。
40、有益效果
41、本发明实现了模具的快速安装,安装操作简单,提高了安装使用便利性,同时安装稳定性高,可以满足对不同模具的安装,具有良好的通用性,在保证良好的导向性的作用小,有效减少的导向件受到的冲击,减少因为冲击造成的损坏,提高了使用寿命。
42、此外,在模具安装时,将下模具放入下模安装件内部,旋转锁紧操作件,锁紧操作件通过由锁紧第一锥齿轮与锁紧第二锥齿轮共同构成的锥齿轮传动机构带动两侧的锁紧第一传动件同时旋转,锁紧第一传动件通过由同侧的锁紧第四锥齿轮与锁紧第三锥齿轮共同构成的锥齿轮传动机构带动锁紧第二传动件同时旋转,锁紧第二传动件通过由锁紧丝杠与锁紧第三传动件共同构成的丝杠螺母传动副带动锁紧第三传动件上下滑动,在导动滑槽的导向作用下,锁紧件先从外往内倾斜向下滑动然后竖直向下滑动,实现了锁紧件插入下模具内部然后将下模具压紧,左右定位凸块压紧在左右定位槽内,同时,前后定位凹槽压紧在前后定位块上,通过左右定位凸块和前后定位凹槽实现对下模具压紧和定位,提高了安装稳定性,通过才能用模具和导向分体的结构,可以对不同的模具进行安装,具有良好的通用性,提高了使用便利性;
43、此外,在模锻加工时,上模安装件往下滑动,首先导向柱插入导向轴套内,通过导向轴套对上模安装件导向,当下模具与上模具快要完全合模时,导向柱往下压动轴套触发件,轴套触发件往下滑动,轴套触发件通过由轴套驱动面与轴套驱动面共同构成的楔块结构带动轴套卡块往外侧滑动,轴套卡块无法支撑导向轴套,导向轴套随着导向柱往下滑动,有效减少导向柱对导向轴套造成冲击,提高使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!