一种薄壁零件定位夹紧装置的制作方法
本发明涉及零件加工领域,具体涉及一种薄壁零件定位夹紧装置。
背景技术:
1、薄壁零件由于壁厚较薄、刚性差,在加工时容易产生变形导致加工后的零件在恢复变形后难以保证尺寸要求,尤其在对精密薄壁零件进行角向定位加工时仅靠外圆夹紧定位无法满足加工精度要求。目前普遍的加工方法是加工前对工件进行找正和夹紧,不仅影响加工效率而且零件在夹紧力作用下产生变形,影响工件的尺寸精度、形状精度和表面粗糙度。
2、目前以内齿作为角向定位的薄壁零件加工时,多采用三爪卡盘或其它装置对零件外圆进行夹持,加工前角向位置找正的方法进行加工,在现场使用中经常出现夹持力难以控制的情况,夹持力过大会导致工件夹持部位变形,夹持力不足会导致零件在加工过程中松动,另外薄壁零件在加工中容易产生振动变形,导致加工合格率低。
3、中国发明专利申请cn110227957a公开了一种用于轴类零件铣削加工的液压夹具,通过将油管及螺母放置到夹具弹性套的定位装夹孔中,并对油管及螺母的轴向及径向进行定位,然后将液压油注入各油缸将动夹具弹性套向下移动,夹具弹性套的外锥体与夹具弹夹本体的内椎体接触后收紧,从而夹紧油管及螺母。此方法没有角向限位装置,且不适用薄壁零件的定位夹紧。
技术实现思路
1、本发明的目的是提供一种薄壁零件定位夹紧装置,用以将薄壁零件快速定位和夹紧,同时显著地减少工件在装夹及加工时的变形,提高了薄壁零件的加工精度和加工效率。
2、为了实现上述任务,本发明采用以下技术方案:
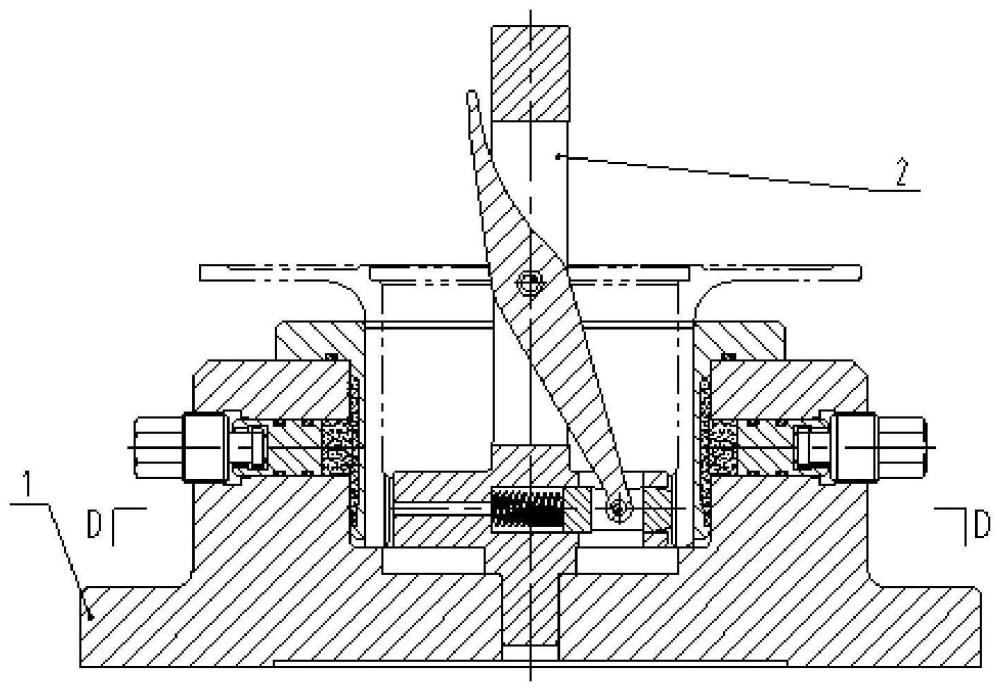
3、一种薄壁零件定位夹紧装置,所述薄壁零件为具有内齿的筒形零件,所述装置包括液压夹紧模块和快速定位模块,所述液压夹紧模块包括底座,底座的内腔装有涨套,涨套外壁上加工的凹腔与底座的内腔侧壁之间形成一个密闭的液压油腔;
4、底座侧面沿径向开设有通向所述液压油腔的一个或多个加压孔,底座侧面开有通向液压油腔的排气孔;
5、快速定位模块包括定位轴,定位轴的下部同轴设置有圆盘,定位轴的底部穿过圆盘,与底座内腔底面上的中心定位孔配合;定位轴装配在底座的内腔中;在圆盘的侧面向圆盘内部开设有安装孔,安装孔中通过弹簧安装有定位块,其中,定位块的前端为齿状结构,弹簧可将定位块的前端推至圆盘的外部;在圆盘的上表面开设有与安装孔连通的连接槽,把手的下端插入连接槽中,与定位块通过销连接;定位轴上开设有一段通槽,把手穿过通槽,把手的中部通过销安装在通槽内。
6、进一步地,所述涨套的上端设置有定位环板,涨套的定位环板底部以及涨套外壁的下端均设置有环形槽,在所述涨套的外壁上加工所述凹腔,凹腔位于两个环形槽之间;两个环形槽内分别装有密封圈和密封圈,涨套装配在底座上时,涨套的定位环板卡在底座内腔上缘,这样密封圈和密封圈之间的凹腔与底座的内腔侧壁之间形成所述液压油腔。
7、进一步地,所述加压孔的外端设置有台阶螺纹孔,加压孔内装有柱塞,柱塞上有两个环形槽,所述环形槽内有密封圈;所述的台阶螺纹孔中装配有螺栓,螺栓与柱塞通过左旋螺纹连接。
8、进一步地,所述排气孔外端为螺纹孔,螺纹孔内装有螺钉,螺钉一端装有密封垫,在向液压油腔中注油时,先拔出一个加压孔中的螺栓和柱塞,通过该加压孔注油,注油时将排气孔中的螺钉拧掉,并去掉密封垫。
9、进一步地,所述底座与柱塞、涨套组成的液压油腔之间充满液压油。
10、进一步地,首次组装时,先将排气孔中的螺钉拧掉并去掉密封垫,将涨套通过螺钉与底座连接,通过底座上的一个加压孔加注液压油后拧紧螺钉,并将柱塞与螺钉连接并塞入底座加压孔内。
11、进一步地,使用时,先将液压夹紧模块安装到机床上并对液压夹紧模块进行找正后固定液压夹紧模块,然后安装待加工的薄壁零件,沿轴向从上至下在涨套中装入零件,零件的侧壁外表面与涨套配合;然后扳动把手,使定位块一端弹簧压缩,定位块后移至安装孔内部,之后将快速定位模块穿过零件,使得快速定位模块的定位轴下端插入到底座内腔底面上的中心定位孔中,之后松开把后,在弹簧推力下定位块伸出圆盘,与零件内齿啮合,起到定位作用;旋转底座两侧螺钉,螺钉推动柱塞压缩液压油产生压力挤压涨套将零件夹紧,夹紧后即可在零件端面进行插齿作业。
12、进一步地,加工完成后拧松底座上螺钉,所述螺栓带动柱塞一起向外运动,零件受到夹紧力消除,扳动把手带动定位块压缩弹簧使定位块收回到安装孔中,此时可取出零件。
13、与现有技术相比,本发明具有以下技术特点:
14、本发明设计的薄壁零件定位夹紧装置,采用内齿定位装置快速实现工件角向定位,定位后通过液涨形式夹紧零件,避免了传统方式装夹加工中出现薄壁零件易变形、定位精度差、装夹过程繁琐等问题。通过使用本发明设计的薄壁零件定位夹紧装置时可快速将工件定位和夹紧,提高了薄壁零件的定位可靠度和加工精度,保证了该薄壁零件加工的合格率,在机械加工领域具有很好的推广应用价值。
技术特征:
1.一种薄壁零件定位夹紧装置,其特征在于,所述薄壁零件为具有内齿的筒形零件,所述装置包括液压夹紧模块(1)和快速定位模块(2),所述液压夹紧模块(1)包括底座(101),底座(101)的内腔装有涨套(105),涨套(105)外壁上加工的凹腔(107)与底座(101)的内腔侧壁之间形成一个密闭的液压油腔(108);
2.根据权利要求1所述的薄壁零件定位夹紧装置,其特征在于,所述涨套(105)的上端设置有定位环板(106),涨套(105)的定位环板(106)底部以及涨套(105)外壁的下端均设置有环形槽,在所述涨套(105)的外壁上加工所述凹腔(107),凹腔(107)位于两个环形槽之间;两个环形槽内分别装有密封圈(113)和密封圈(116),涨套(105)装配在底座(101)上时,涨套(105)的定位环板(106)卡在底座内腔上缘,这样密封圈(113)和密封圈(116)之间的凹腔(107)与底座(101)的内腔侧壁之间形成所述液压油腔(108)。
3.根据权利要求1所述的薄壁零件定位夹紧装置,其特征在于,所述加压孔的外端设置有台阶螺纹孔,加压孔内装有柱塞(103),柱塞(103)上有两个环形槽,所述环形槽内有密封圈(104);所述的台阶螺纹孔中装配有螺栓(102),螺栓(102)与柱塞(103)通过左旋螺纹连接。
4.根据权利要求1所述的薄壁零件定位夹紧装置,其特征在于,所述排气孔外端为螺纹孔,螺纹孔内装有螺钉(115),螺钉(115)一端装有密封垫(114),在向液压油腔(108)中注油时,先拔出一个加压孔中的螺栓(102)和柱塞(103),通过该加压孔注油,注油时将排气孔中的螺钉(115)拧掉,并去掉密封垫(114)。
5.根据权利要求1所述的薄壁零件定位夹紧装置,其特征在于,所述底座(101)与柱塞(103)、涨套(105)组成的液压油腔(108)之间充满液压油。
6.根据权利要求1所述的薄壁零件定位夹紧装置,其特征在于,首次组装时,先将排气孔中的螺钉(115)拧掉并去掉密封垫(114),将涨套(105)通过螺钉(112)与底座(101)连接,通过底座(101)上的一个加压孔加注液压油后拧紧螺钉(115),并将柱塞(103)与螺钉(102)连接并塞入底座(101)加压孔内。
7.根据权利要求1所述的薄壁零件定位夹紧装置,其特征在于,使用时,先将液压夹紧模块(1)安装到机床上并对液压夹紧模块(1)进行找正后固定液压夹紧模块(1),然后安装待加工的薄壁零件,沿轴向从上至下在涨套(105)中装入零件,零件的侧壁外表面与涨套(105)配合;然后扳动把手(208),使定位块(209)一端弹簧压缩,定位块(209)后移至安装孔(214)内部,之后将快速定位模块(2)穿过零件,使得快速定位模块(2)的定位轴(206)下端插入到底座(101)内腔底面上的中心定位孔(109)中,之后松开把后(208),在弹簧(210)推力下定位块(208)伸出圆盘(213),与零件内齿啮合,起到定位作用;旋转底座(101)两侧螺钉(102),螺钉(102)推动柱塞(103)压缩液压油产生压力挤压涨套(105)将零件夹紧,夹紧后即可在零件端面进行插齿作业。
8.根据权利要求1所述的薄壁零件定位夹紧装置,其特征在于,加工完成后拧松底座(101)上螺钉(102),所述螺栓(102)带动柱塞103一起向外运动,零件受到夹紧力消除,扳动把手208带动定位块209压缩弹簧211使定位块209收回到安装孔214中,此时可取出零件。
技术总结
本发明公开了一种薄壁零件定位夹紧装置,包括液压夹紧模块和快速定位模块,所述液压夹紧模块包括底座,底座的内腔装有涨套,涨套与底座的内腔侧壁之间形成一个密闭的液压油腔;快速定位模块包括定位轴,定位轴的下部同轴设置有圆盘,定位轴的底部穿过圆盘,与底座内腔底面上的中心定位孔配合;定位轴装配在底座的内腔中;在圆盘的侧面向圆盘内部开设有安装孔,安装孔中通过弹簧安装有定位块,其中,定位块的前端为齿状结构,弹簧可将定位块的前端推至圆盘的外部;在圆盘的上表面开设有与安装孔连通的连接槽,把手的下端插入连接槽中,与定位块通过销连接;定位轴上开设有一段通槽,把手穿过通槽,把手的中部通过销安装在通槽内。
技术研发人员:李涛,贾寒,刘新春,詹绍辉,卜兵锋,喻琴
受保护的技术使用者:庆安集团有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!