用于模具加工设备的送料定位精度检测方法及系统与流程
本公开涉及模具加工技术,并且更具体地,涉及一种用于模具加工设备的送料定位精度检测方法及系统。
背景技术:
1、冲压件是利用模具压力使板料产生变形,从而获得具有一定形状、尺寸和性能的零件塑性加工工艺的一种产品,通常用于金属加工和制造领域。
2、在模具加工过程中,送料定位是一个非常重要的环节,它关系到冲压件的生产精度、质量和效率。现有的送料定位检测方法由于外界环境的干扰以及检测指标设置的精细化程度不足,导致送料定位的检测精度和准确性较低,影响了冲压件的生产精度和质量。
3、现有的模具加工设备送料定位检测方法存在的不足之处在于:检测精度和准确性较低。
技术实现思路
1、因此,为了解决上述技术问题,本公开的实施例采用的技术方案如下:
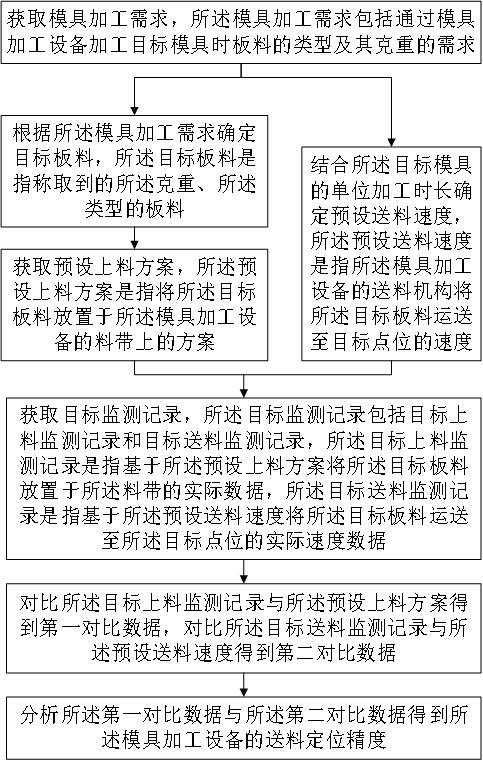
2、用于模具加工设备的送料定位精度检测方法,包括以下步骤:获取模具加工需求,所述模具加工需求包括通过模具加工设备加工目标模具时板料的类型及其克重的需求;根据所述模具加工需求确定目标板料,所述目标板料是指称取到的所述克重、所述类型的板料;获取预设上料方案,所述预设上料方案是指将所述目标板料放置于所述模具加工设备的料带上的方案;结合所述目标模具的单位加工时长确定预设送料速度,所述预设送料速度是指所述模具加工设备的送料机构将所述目标板料运送至目标点位的速度;获取目标监测记录,所述目标监测记录包括目标上料监测记录和目标送料监测记录,所述目标上料监测记录是指基于所述预设上料方案将所述目标板料放置于所述料带的实际数据,所述目标送料监测记录是指基于所述预设送料速度将所述目标板料运送至所述目标点位的实际速度数据;对比所述目标上料监测记录与所述预设上料方案得到第一对比数据,对比所述目标送料监测记录与所述预设送料速度得到第二对比数据;分析所述第一对比数据与所述第二对比数据得到所述模具加工设备的送料定位精度。
3、用于模具加工设备的送料定位精度检测系统,包括:模具加工需求获取模块,所述模具加工需求获取模块用于获取模具加工需求,所述模具加工需求包括通过模具加工设备加工目标模具时板料的类型及其克重的需求;目标板料确定模块,所述目标板料确定模块用于根据所述模具加工需求确定目标板料,所述目标板料是指称取到的所述克重、所述类型的板料;预设上料方案获取模块,所述预设上料方案获取模块用于获取预设上料方案,所述预设上料方案是指将所述目标板料放置于所述模具加工设备的料带上的方案;预设送料速度确定模块,所述预设送料速度确定模块用于结合所述目标模具的单位加工时长确定预设送料速度,所述预设送料速度是指所述模具加工设备的送料机构将所述目标板料运送至目标点位的速度;目标监测记录获取模块,所述目标监测记录获取模块用于获取目标监测记录,所述目标监测记录包括目标上料监测记录和目标送料监测记录,所述目标上料监测记录是指基于所述预设上料方案将所述目标板料放置于所述料带的实际数据,所述目标送料监测记录是指基于所述预设送料速度将所述目标板料运送至所述目标点位的实际速度数据;对比数据得到模块,所述对比数据得到模块用于对比所述目标上料监测记录与所述预设上料方案得到第一对比数据,对比所述目标送料监测记录与所述预设送料速度得到第二对比数据;送料定位精度得到模块,所述送料定位精度得到模块用于分析所述第一对比数据与所述第二对比数据得到所述模具加工设备的送料定位精度。
4、由于采用了上述技术方法,本公开相对于现有技术来说,取得的技术进步有如下几点:
5、可以解决现有的模具加工设备送料定位检测方法存在检测精度和准确性较低的技术问题,首先获取目标模具的模具加工需求,其中包括板料类型和克重需求;然后根据模具加工需求确定目标板料;并进一步根据目标板料和模具加工设备确定板料上料方案,获得预设上料方案;根据模具加工设备的送料机构确定目标板料的送料速度,得到预设送料速度;基于所述预设上料方案对目标板料进行上料,并对上料过程中料带上的目标板料实际数据进行监测并记录,得到目标上料监测记录,基于所述预设送料速度对目标板料的实际运送速度进行监测并记录,得到目标送料监测记录;将所述目标上料监测记录与所述预设上料方案进行对比得到第一对比数据,将目标送料监测记录与所述预设送料速度进行对比得到第二对比数据;最后对所述第一对比数据与所述第二对比数据进行分析获得模具加工设备的送料定位精度。通过上述方法可以提高模具加工设备送料定位检测的精度和准确性,从而进一步提高冲压件的生产精度和质量。
技术特征:
1.用于模具加工设备的送料定位精度检测方法,其特征在于,包括:
2.根据权利要求1所述方法,其特征在于,所述料带上装设有超声波厚度传感器,所述对比所述目标上料监测记录与所述预设上料方案得到第一对比数据,包括:
3.根据权利要求2所述方法,其特征在于,所述方法应用于一种用于模具加工设备的送料定位精度检测系统,所述系统与速度传感器通信连接,所述对比所述目标送料监测记录与所述预设送料速度得到第二对比数据,包括:
4.根据权利要求3所述方法,其特征在于,所述分析所述第一对比数据与所述第二对比数据得到所述模具加工设备的送料定位精度,包括:
5.根据权利要求4所述方法,其特征在于,所述系统与激光干涉仪通信连接,在所述得到所述送料定位精度之后,还包括:
6.根据权利要求1所述方法,其特征在于,所述方法还包括:
7.用于模具加工设备的送料定位精度检测系统,其特征在于,用于执行权利要求1-6中所述的用于模具加工设备的送料定位精度检测方法中任意一项方法的步骤,包括:
技术总结
本公开提供了一种用于模具加工设备的送料定位精度检测方法及系统,涉及模具加工技术,方法包括:获取模具加工需求,包括板料类型及其克重需求;确定目标板料;获取预设上料方案;结合目标模具的单位加工时长确定预设送料速度;获取目标监测记录,包括目标上料监测记录和目标送料监测记录;对比目标上料监测记录与预设上料方案得到第一对比数据,对比目标送料监测记录与预设送料速度得到第二对比数据;分析第一对比数据与第二对比数据得到送料定位精度。能够解决现有的模具加工设备送料定位检测方法存在检测精度和准确性较低的技术问题,可以提高模具加工设备送料定位检测的精度和准确性,从而进一步提高冲压件的生产精度和质量。
技术研发人员:潘伟,施建锋
受保护的技术使用者:江苏富松模具科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!