一种燃气轮机不锈钢轴承座零件长深槽的高效加工工艺的制作方法
本发明属于机械加工,尤其涉及一种燃气轮机不锈钢轴承座零件长深槽的高效加工工艺。
背景技术:
1、不锈钢材料在燃气轮机中有着广泛的应用,但由于其具有材料硬度低、塑性高的特点,导致自身加工性能差、加工成本高、加工效率低的现实情况出现,这也是传统机械加工难以从根本上解决的客观问题。某型燃气轮机不锈钢轴承座零件存在多处长深槽,槽深与槽宽比达5,再加上长深槽结构的半封闭性,现有的加工方法存在排屑困难、刀具磨损快、加工效率低的问题,尤其受不锈钢材料塑性高的影响,加工过程中更易发生粘刀、打刀的情况。某型燃气轮机不锈钢轴承座即存在多处长深槽结构,加工效率极低,直接影响产品整体的生产节拍。
技术实现思路
1、针对现有技术存在的不足,随着零件产量的增加,对零件的高效加工提出了更高的要求,本发明提供一种燃气轮机不锈钢轴承座零件长深槽的高效加工工艺,从刀具结构、加工参数、刀轨路径等维度综合拟定加工工艺,实现工装、程序、设备等多系统的耦合,通过所设置的刀具结构调整切削方向,改进加工参数,综合提高加工效率,解决零件加工效率低的问题。
2、一种燃气轮机不锈钢轴承座零件长深槽的高效加工工艺,具体包括以下步骤:
3、步骤一:确定刀具种类:
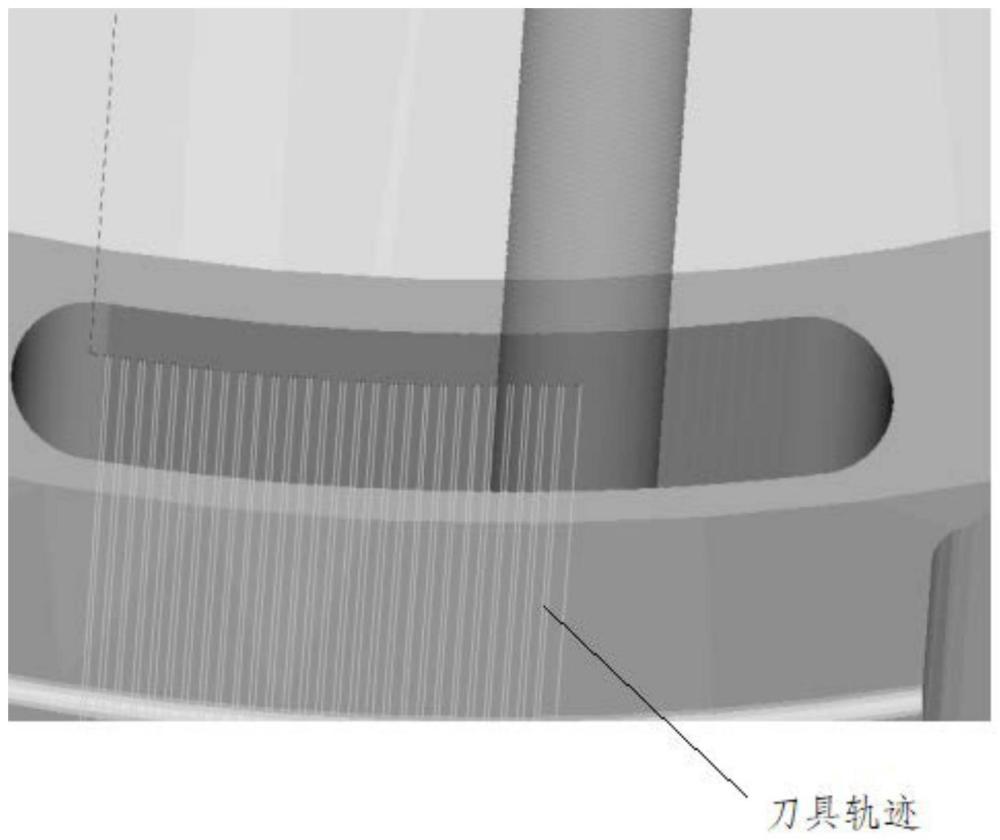
4、步骤二:结合插铣刀直径尺寸以及槽宽尺寸确定刀具轨迹;
5、步骤三:结合加工刀具和刀具轨迹确定加工参数;
6、步骤四:按照确定好的刀具种类、刀具轨迹和工具参数进行加工。
7、所述步骤一中的刀具为排屑性能好、加工参数高的缩径插铣刀。
8、所述缩径插铣刀长度比槽深长40-45mm,装夹时采用热胀刀柄夹持30-35mm的长度。
9、所述步骤二中刀具轨迹的确定具体为先采用比槽宽小1-2mm的钻头预钻底孔,再采用插铣的方式从长深槽预钻底孔的一侧加工至另一侧去除整个长深槽的加工余量,最后采用刃长大于槽深的整体铣刀沿侧壁进行清根;其中,插铣刀直径如果比槽宽小,则一次无法加工到位,还需要再排一次刀路,插铣刀直径与槽宽一样,则不用重新排刀。
10、所述步骤三中的加工参数为线速度35m/min,每齿进给量为0.04mm/r。
11、本发明的有益效果是:
12、本长深槽高效加工工艺可应用在轴承座类零件加工过程中,大幅提高零件加工效率100%以上、缩短加工时间、降低刀具消耗、节省零件刀具及工时成本,有助于实现自动化加工。
13、在刀具结构方面,将6刃整体铣刀改为5刃插铣刀,缩短刀具刃长,刀柄部分采用缩径结构,增加排屑体积,改善排屑环境;在加工轨迹方面,将轴向分层铣削调整为轴向插铣,优化刀具受力方向,减小剪切力,提高加工系统刚性;在加工参数方面,因系统刚性增加,可同步提升主轴转速和进给,提高加工效率。通过该长深槽加工工艺的应用,能够使某型燃气轮机不锈钢轴承座零件加工效率提升200%,节省零件刀具及工时成本约12万元/年。
技术特征:
1.一种燃气轮机不锈钢轴承座零件长深槽的高效加工工艺,其特征在于,具体包括以下步骤:
2.根据权利要求1所述的一种燃气轮机不锈钢轴承座零件长深槽的高效加工工艺,其特征在于:所述步骤一中的刀具为排屑性能好、加工参数高的缩径插铣刀。
3.根据权利要求2所述的一种燃气轮机不锈钢轴承座零件长深槽的高效加工工艺,其特征在于:所述缩径插铣刀长度比槽深长40-45mm,装夹时采用热胀刀柄夹持30-35mm的长度。
4.根据权利要求1所述的一种燃气轮机不锈钢轴承座零件长深槽的高效加工工艺,其特征在于:所述步骤二中刀具轨迹的确定具体为先采用比槽宽小1-2mm的钻头预钻底孔,再采用插铣的方式从长深槽预钻底孔的一侧加工至另一侧去除整个长深槽的加工余量,最后采用刃长大于槽深的整体铣刀沿侧壁进行清根;其中,插铣刀直径如果比槽宽小,则一次无法加工到位,还需要再排一次刀路,插铣刀直径与槽宽一样,则不用重新排刀。
5.根据权利要求1所述的一种燃气轮机不锈钢轴承座零件长深槽的高效加工工艺,其特征在于:所述步骤三中的加工参数为线速度35m/min,每齿进给量为0.04mm/r。
技术总结
本发明涉及一种燃气轮机不锈钢轴承座零件长深槽的高效加工工艺,具体包括以下步骤:确定刀具种类:选择排屑性能好、加工参数高的缩径插铣刀,缩径插铣刀长度比槽深长40mm,装夹时采用热胀刀柄夹持30mm的长度;结合插铣刀直径尺寸以及槽宽尺寸确定刀具轨迹:先采用比槽宽小1‑2mm的钻头预钻底孔,再采用插铣的方式从长深槽一侧加工至另一侧,最后采用整体铣刀进行清根;结合加工刀具和刀具轨迹确定加工参数:线速度35m/min,每齿进给量为0.04mm/r;最后按照确定好的刀具种类、刀具轨迹和工具参数进行加工。本发明通过所设置的刀具结构调整切削方向,改进加工参数,综合提高加工效率,解决零件加工效率低的问题。
技术研发人员:邓旬,张启帆,张志慧,朱波,魏乾星
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!