一种直线导轨弯曲自动矫直设备的制作方法
本发明涉及导轨自动检测矫直领域,具体为一种直线导轨弯曲自动矫直设备。
背景技术:
1、直线导轨作为装备机器的核心零部件,伴随装备制造业的快速发展,对导轨的直线度要求不断提高。但是导轨中约有70%在生产加工过程中以及热处理后会出现弯曲变形,如果得不到有效的矫直处理会严重影响产品质量,甚至导致导轨的废品数量增加,造成材料以及加工成本的浪费。因此矫直处理是针对弯曲变形的导轨零件的一项不可或缺的工艺步骤。
2、但目前国内外研制的自动矫直设备大多集中在轴类、管类零件上,且对于同一弯曲的矫直量存在着较大的误差,无法满足导轨的高精度矫直。
技术实现思路
1、本发明的目的是为了提供一种直线导轨弯曲自动矫直设备,本发明导轨自动向前输送和检测,根据检测到的数据进行判断,矫直装置对需要矫直的弯曲导轨进行矫直,矫直量根据所检测到的数据进行调整,矫直精度高,矫直效果好。
2、为了实现上述发明目的,本发明采用了以下技术方案:
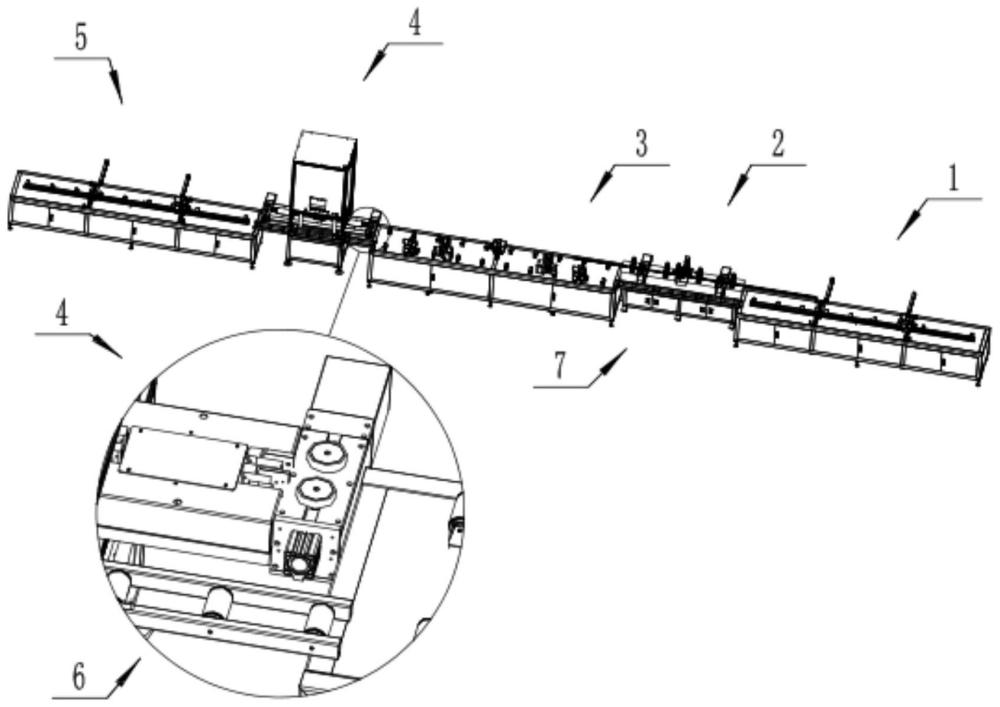
3、一种直线导轨弯曲自动矫直设备,包括用于导轨输送的循环输送台一、用于检测导轨弯曲数据的在线检测装置、用于导轨输送和翻转的过渡翻转装置、用于导轨矫直的矫直装置和用于导轨输送的循环输送台二,所述的循环输送台一、在线检测装置、过渡翻转装置、矫直装置和循环输送台二依次连接,矫直装置前侧设有用于导轨输送的过渡段一,过渡段一的两端分别与循环输送台二和过渡翻转装置连接,在线检测装置前侧设有用于导轨输送的过渡段二,过渡段二的两端分别与循环输送台一和过渡翻转装置连接。
4、与现有技术相比,采用了上述技术方案的直线导轨弯曲自动矫直设备,具有如下有益效果:
5、采用本发明的直线导轨弯曲自动矫直设备,导轨置于循环输送台一上,循环输送台一将导轨自动向前输送,通过在线检测装置进行自动检测,根据检测到的数据进行判断,矫直装置对需要矫直的弯曲导轨进行矫直,矫直量根据所检测到的数据进行调整;直线导轨弯曲自动矫直设备还包括控制系统,控制系统分别与所述的循环输送台一、在线检测装置、过渡翻转装置、矫直装置和循环输送台二电连接,在线检测装置到的导轨数据输送到控制系统,控制系统通过检测到的数据进行判断是否需要翻转或矫直,从而控制过渡翻转装置、矫直装置进行翻转或矫直。
技术特征:
1.一种直线导轨弯曲自动矫直设备,其特征在于,包括用于导轨输送的循环输送台一、用于检测导轨弯曲数据的在线检测装置、用于导轨输送和翻转的过渡翻转装置、用于导轨矫直的矫直装置和用于导轨输送的循环输送台二,所述的循环输送台一、在线检测装置、过渡翻转装置、矫直装置和循环输送台二依次连接。
2.根据权利要求1所述的一种直线导轨弯曲自动矫直设备,其特征在于,循环输送台一包括工作台一,工作台一上设有用于导轨输送的进给部件和用于进给部件x轴移动的推送部件,推送部件固定在工作台一上,推动部件的一端与进给部件的侧面固定连接。
3.根据权利要求2所述的一种直线导轨弯曲自动矫直设备,其特征在于,在线检测装置包括:
4.根据权利要求3所述的一种直线导轨弯曲自动矫直设备,其特征在于,过渡翻转装置包括工作台二、输入部和输出部,输入部和输出部平行设置于工作台二上。
5.根据权利要求4任一项所述的一种直线导轨弯曲自动矫直设备,其特征在于,推送部件包括多个直线导轨副一和多个气缸一,多个直线导轨副一和多个气缸一等间距地固定在工作台一上,直线导轨副一和气缸一沿着x轴方向设置。
6.根据权利要求5所述的一种直线导轨弯曲自动矫直设备,其特征在于,进给部件包括长条形的承载板、多个辅助辊道一、多个可调节开口宽度的开口夹和夹送部件一,承载板沿着y轴方向固定在直线导轨副一上侧,气缸一的伸出轴与承载板的侧面固定连接,辅助辊道一、开口夹和夹送部件一固定在承载板上,辅助辊道一包括u型支架和转棍,转棍可转动地与u型支架连接,u型支架的底部与承载板通过螺栓紧固连接。
7.根据权利要求6所述的一种直线导轨弯曲自动矫直设备,其特征在于,夹送部件一包括两个夹送辊和用于夹紧导轨的夹紧部件,夹紧部件带动两个夹送辊相向或相反移动,夹送辊的轴线沿着y轴方向设置,两个夹送辊的包括左夹辊和右夹辊,左夹辊和右夹辊的外侧分别设有左壳体和右壳体,左夹辊的与左壳体可转动地连接,右夹辊与右壳体可转动地连接,左壳体的顶部设有固定连接的电机一,电机一与左夹辊连接;左壳体上还设有导向辊一,导向辊一可转动地与左壳体连接,导向辊一与左夹辊平齐设置,右壳体上还设有导向辊二,导向辊二可转动地与右壳体连接,导向辊二与右夹辊平齐设置;夹送辊的下方设有齿轮部件,齿轮部件包括齿轮一、齿轮二、齿轮三和齿轮四,左夹辊的下方与齿轮一固定连接,齿轮一与齿轮二啮合,齿轮二与齿轮三啮合,齿轮三与齿轮四啮合,齿轮四与右夹辊的下方固定连接,齿轮一与齿轮二的下方设有连接杆一,齿轮二与齿轮三的下方设有连接杆二,齿轮三与齿轮四的下方设有连接杆三,齿轮一与连接杆一的一端可转动地连接,齿轮二的底部分别与连接杆一的另一端和连接杆二的一端可转动地连接,齿轮三的底部分别与连接杆二的另一端和连接杆三的一端可转动地连接,齿轮四与连接杆三的另一端可转动地连接;夹紧部件包括气缸二、直线导轨副二和齿轮齿条部件,左壳体和右壳体的下方设有底板,直线导轨副二沿着x轴方向固定在底板上,左壳体和右壳体可前后移动地固定在直线导轨副二上,齿轮齿条部件用于带动左壳体和右壳体同时同向移动或反向移动,齿轮齿条部件包括齿轮五、齿条一和齿条二,齿轮五可转动地固定在底板上,齿条一固定在左壳体下方,齿条二固定在右壳体下方,齿条一和齿条二平行且相对设置,齿轮五位于齿条一和齿条二之间,齿轮五的两侧分别与齿条一和齿条二啮合。
8.根据权利要求7所述的一种直线导轨弯曲自动矫直设备,其特征在于,导向组件包括门型架一、直线导轨副三、左右牙双向丝杠和两个导向块,门型架一固定在检测平台上,直线导轨副三固定在门型架一上侧,左右牙双向丝杠可转动地与门型架一连接,导向块的上侧与直线导轨副三连接,两个导向块分别与左右牙双向丝杠的两侧连接,左右牙双向丝杠的外侧设有旋钮把手;检测组件包括升降机构,升降机构包括线性模组一,线性模组一下方设有工作板,线性模组一固定在工作板上,检测平台上设有凹槽一,工作板固定在凹槽一上,线性模组一顶部设有电机四,线性模组一包括滑台,滑台上设有竖板,竖板的左侧设有检测平行度部件,竖板的右侧设有检测运行部件,升降机构的一侧设有启动部件,启动部件位于检测平行度部件的左侧;检测平行度部件包括位移传感器一和位移传感器二,位移传感器一和位移传感器二的侧面均设有线性模组二,线性模组二上设有固定连接的电机五,两个线性模组二平行固定在竖板的左侧,两个线性模组二均设有滑块,两个滑块上分别设有传感器支架一和传感器支架二,位移传感器一固定在传感器支架一上,位移传感器二固定在传感器支架二上;检测平行度部件还包括用于检测导轨下表面的下沉检测件,下沉检测件包括位移传感器三,位移传感器三固定在线性模组一侧面,位移传感器三的底部包括探测头,探测头伸入工作板下方设有条形板,条形板上侧设有钨钢检测条,工作板上设有通槽,钨钢检测条伸出通槽,条形板的下方设有多个导向柱,多个导向柱上设有倒u型的支撑架,支撑架的顶部与工作板的底面固定连接,导向柱可上下移动地与支撑架连接,支撑架上设有单动针型气缸,单动针型气缸固定在支撑架上,多个导向柱底部设有连接板,导向柱与连接板固定连接,单动针型气缸的伸出轴与连接板连接;检测运行部件包括两个直线导轨副六,直线导轨副六竖直固定在竖板的右侧,直线导轨副六的外端设有u型的滑动支架,滑动支架内设有压轮,压轮与滑动支架可转动地连接,滑动支架外侧设有用于测量旋转角度的角度传感器,角度传感器固定在滑动支架上,角度传感器与滑动支架通过联轴器连接;滑动支架上设有弹力绳,弹力绳一端与滑动支架连接,竖板上侧设有固定连接的卡扣,弹力绳另一端可调整地位于卡扣内;启动部件包括门型架二,门型架二固定在检测平台上,门型架二上设有朝下设置的气缸四,气缸四下方设有朝向检测平行度部件的气缸五,气缸四的伸出轴与气缸五固定连接,气缸五水平设置,气缸五的伸出轴前侧设有推板;输送组件包括两个滚轮、用于带动两个滚轮反向转动的动力部件和用于两个滚轮夹紧导轨的压紧部件,压紧部件位于滚轮和动力部件之间;两个滚轮下方设有外壳,检测平台上设有凹槽二,转动杆固定在凹槽二内,外壳的上表面与检测平台的上表面平齐,外壳上设有与两个滚轮相适配的滑动槽,动力部件包括电机二、转动杆、两个花键套、两个锥齿轮一、两个锥齿轮二、两个滑板和直线导轨副四,电机二固定在外壳一侧,电机二与转动杆连接,转动杆可转动地与外壳连接,转动杆x轴方向设置,转动杆上设有与花键套相适配的花键,两个花键套可滑动地设于花键上,两个锥齿轮一分别方向相背地固定在两个花键套上,两个锥齿轮二分别与两个锥齿轮一啮合,锥齿轮一可转动地与滑板连接,两个锥齿轮一的顶部分别与两个滚轮固定连接,直线导轨副四固定在外壳体内部上侧,滑板与直线导轨副四连接,两个滑板下方设有均设于连接块,连接块的两端分别与滑板和花键套固定连接;压紧部件包括气缸三、齿轮五、齿条三和齿条四,气缸三固定在外壳另一侧,气缸三的伸出轴与其中一个滑板固定连接,齿轮五与外壳内部上侧可转动地连接,齿轮五的左右两侧分别与齿条三和齿条四啮合,齿条三和齿条四相对且平行设置,齿条三和齿条四分别与两个滑板固定连接。
9.根据权利要求6-8任一项所述的一种直线导轨弯曲自动矫直设备,其特征在于,输入部包括多个辅助辊道二和夹送部件二,多个辅助辊道二和夹送部件二固定在工作台二后侧,多个辅助辊道二平齐设置,夹送部件二位于多个辅助辊道二之间;输出部包括多个辅助辊道三、夹送部件三和翻转组件,多个辅助辊道三、夹送部件三和翻转组件固定在工作台二前侧,多个辅助辊道三、夹送部件三和翻转组件平齐设置;翻转组件设有两个,两个翻转组件分别设于工作台二的两端;翻转组件包括l形的支撑板、顶出气缸、直线导轨副五、旋转部件和夹紧气缸,支撑板固定在工作台二内部,直线导轨副五固定在支撑板内侧面,夹紧气缸位于旋转部件一侧,旋转部件可上下滑动地设于直线导轨副五上,顶出气缸固定在支撑板下侧,顶出气缸朝上设置,顶出气缸的伸出轴与旋转部件固定连接;旋转部件包括机壳、电机三、齿轮六和齿轮七,机壳与直线导轨副五连接,电机三固定在机壳上,齿轮六和齿轮七可旋转地固定在机壳内,电机三与齿轮六连接,齿轮六和齿轮七啮合,齿轮七中心设有用于导轨通过的通孔,齿轮七前侧设有方形的旋转壳,旋转壳与齿轮七紧固连接;夹紧气缸包括两个h形的夹爪气缸,两个夹爪气缸固定在旋转壳内,两个夹爪气缸分别x轴和z轴方向进行设置。
10.根据权利要求1-8任一项所述的一种直线导轨弯曲自动矫直设备,其特征在于,矫直装置前侧设有用于导轨输送的过渡段一,过渡段一的两端分别与循环输送台二和过渡翻转装置连接,在线检测装置前侧设有用于导轨输送的过渡段二,过渡段二的两端分别与循环输送台一和过渡翻转装置连接;过渡段一包括连接架和多个转动辊,多个转动辊与连接架可转动地连接,连接架两端分别与循环输送台二和输出部的一端连接。
技术总结
本发明采用了一种直线导轨弯曲自动矫直设备,包括用于导轨输送的循环输送台一、用于检测导轨弯曲数据的在线检测装置、用于导轨输送和翻转的过渡翻转装置、用于导轨矫直的矫直装置和用于导轨输送的循环输送台二,所述的循环输送台一、在线检测装置、过渡翻转装置、矫直装置和循环输送台二依次连接,矫直装置前侧设有用于导轨输送的过渡段一,在线检测装置前侧设有用于导轨输送的过渡段二,本发明的导轨自动向前输送和检测,根据检测到的数据进行判断,矫直装置对需要矫直的弯曲导轨进行矫直,矫直量根据所检测到的数据进行调整,矫直精度高,矫直效果好。
技术研发人员:高长发,张蕊华
受保护的技术使用者:浙江稳越智能科技有限责任公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!