一种改善火焰切割转向架异形长大件变形的方法与流程
本发明涉及转向架异形长大件加工,尤其涉及一种改善火焰切割转向架异形长大件变形的方法。
背景技术:
1、火焰切割常用于厚板碳钢件的下料,其切割设备和切割成本相对低廉,污染小,被广泛用于轨道车辆转向架零件的制造。
2、由于原材料内应力和热切割影响,当零件尺寸较长且形状为非对称结构时,火焰切割件会发生严重变形。现阶段采用改变切割设备,周边增加补偿量或“桥连”等方法,增加切割下料和机加工成本。参见图1所示,使用“桥连”切割方法将切割件与母材相连,无法自动脱离废料,需要将整板进行吊运,不便于后续操作,存在安全风险。
3、因此,基于上述技术问题,本领域的技术人员亟需研发一种改善火焰切割转向架异形长大件变形的方法。
技术实现思路
1、本发明的目的是提供一种限制火焰切割件变形问题的产生、降低生产成本、提高设备生产能力的改善火焰切割转向架异形长大件变形的方法。
2、为了实现上述目的,本发明提供如下技术方案:
3、本发明的一种改善火焰切割转向架异形长大件变形的方法,该方法为在待火焰切割的转向架异形长大件周侧设置多个限位结构;
4、所述限位结构按照切割路径布置于起枪一侧。
5、进一步的,所述限位结构包括:
6、与转向架异形长大件连接的切割部;以及
7、形成于所述切割部远离所述转向架异形长大件一端的端部的限位部;
8、所述限位部的截面尺寸大于所述切割部的截面尺寸,所述限位结构能够通过人工手工切割掉所述切割部以实现与所述转向架异形长大件的脱离。
9、进一步的,所述限位结构至少布置于所述转向架异形长大件的端头附近和所述转向架异形长大件火焰切割时零件偏移发生起始点位置。
10、进一步的,所述转向架异形长大件布置所述限位结构的每个区域段内至少布置一个所述限位结构。
11、进一步的,所述转向架异形长大件包括:
12、中间段;
13、位于所述转向架异形长大件长度方向两端的端部段;以及
14、形成于所述中间段和所述端部段之间的过渡段;
15、所述过渡段分为弧形过渡段和平面过渡段。
16、进一步的,所述转向架异形长大件任一端部段或两个所述端部段设置有所述限位结构;
17、且位于所述端部段的所述限位结构数量为至少一个。
18、进一步的,所述转向架异形长大件任一所述平面过渡段设置有所述限位结构,且该处的限位结构数量为至少一个。
19、进一步的,所述转向架异形长大件的弧形过渡段能够设置有所述限位结构。
20、在上述技术方案中,本发明提供的一种改善火焰切割转向架异形长大件变形的方法,具有以下有益效果:
21、本发明的方法通过在转向架异形长大件增加限位结构,限制热切割过程中零件偏移变形,保证火焰切割零件质量,火焰切割后可以手工割掉限位结构以提高设备利用率,不会对原材料利用率产生影响。
技术特征:
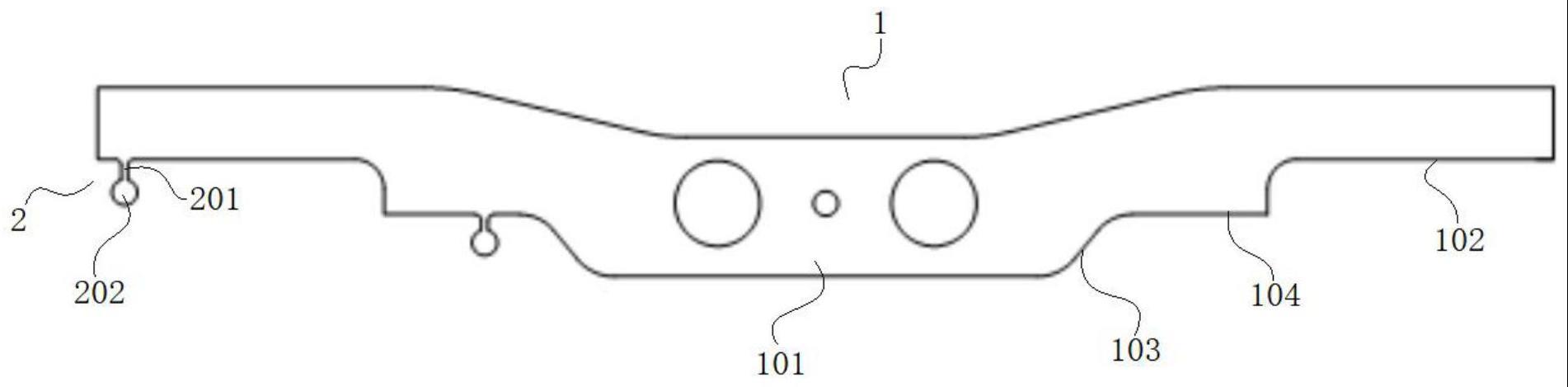
1.一种改善火焰切割转向架异形长大件变形的方法,其特征在于,该方法为在待火焰切割的转向架异形长大件(1)周侧设置多个限位结构(2);
2.根据权利要求1所述的一种改善火焰切割转向架异形长大件变形的方法,其特征在于,所述限位结构(2)包括:
3.根据权利要求2所述的一种改善火焰切割转向架异形长大件变形的方法,其特征在于,所述限位结构(2)至少布置于所述转向架异形长大件(1)的端头附近和所述转向架异形长大件(1)火焰切割时零件偏移发生起始点位置。
4.根据权利要求3所述的一种改善火焰切割转向架异形长大件变形的方法,其特征在于,所述转向架异形长大件(1)布置所述限位结构(2)的每个区域段内至少布置一个所述限位结构(2)。
5.根据权利要求1至4中任一项所述的一种改善火焰切割转向架异形长大件变形的方法,其特征在于,所述转向架异形长大件(1)包括:
6.根据权利要求5所述的一种改善火焰切割转向架异形长大件变形的方法,其特征在于,所述转向架异形长大件(1)任一端部段或两个所述端部段(102)设置有所述限位结构(2);
7.根据权利要求5所述的一种改善火焰切割转向架异形长大件变形的方法,其特征在于,所述转向架异形长大件(1)任一所述平面过渡段(104)设置有所述限位结构(2),且该处的限位结构(2)数量为至少一个。
8.根据权利要求5所述的一种改善火焰切割转向架异形长大件变形的方法,其特征在于,所述转向架异形长大件(1)的弧形过渡段(103)能够设置有所述限位结构(2)。
技术总结
本发明公开了一种改善火焰切割转向架异形长大件变形的方法,该方法为在待火焰切割的转向架异形长大件周侧设置多个限位结构;所述限位结构按照切割路径布置于起枪一侧。本发明的方法通过在转向架异形长大件增加限位结构,限制热切割过程中零件偏移变形,保证火焰切割零件质量,火焰切割后可以手工割掉限位结构以提高设备利用率,不会对原材料利用率产生影响。
技术研发人员:张洋,王俊元,王博,崔琪
受保护的技术使用者:中车长春轨道客车股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!