一种汽车头枕组装检测一体化生产设备的制作方法
本申请涉及汽车部件生产加工的领域,尤其是涉及一种汽车头枕组装检测一体化生产设备。
背景技术:
1、汽车头枕是汽车座椅上的零部件之一,其包括一个枕体和两根插杆,插杆插入枕体内且可在一定的距离范围内相对枕体移动。
2、如图1所示,头枕的组装顺序为:先在插杆6端部套装一个过渡套筒62,过渡套筒62上开设有行程槽621,行程槽621的长度方向与插杆6的长度方向平行,插杆6上开设有限位孔61,操作者先在限位孔61中插入销钉64,销钉64位于行程槽621内,销钉64可随插杆6一同移动,行程槽621的长度范围为销钉64的移动范围,即销钉64和行程槽621的配合为插杆6的移动距离进行限定。随后,操作者将过渡套筒62插入枕体63内,二者卡接配合从而相对固定,头枕安装结束。
3、相关技术中,上述组装过程大多在纯手工或半自动化车间完成,而后进行拉拔检测,对于人工操作而言工序较多,生产效率较低。
技术实现思路
1、为了改善上述问题,本申请提供一种汽车头枕组装检测一体化生产设备。
2、本申请提供的一种汽车头枕组装检测一体化生产设备采用如下的技术方案:
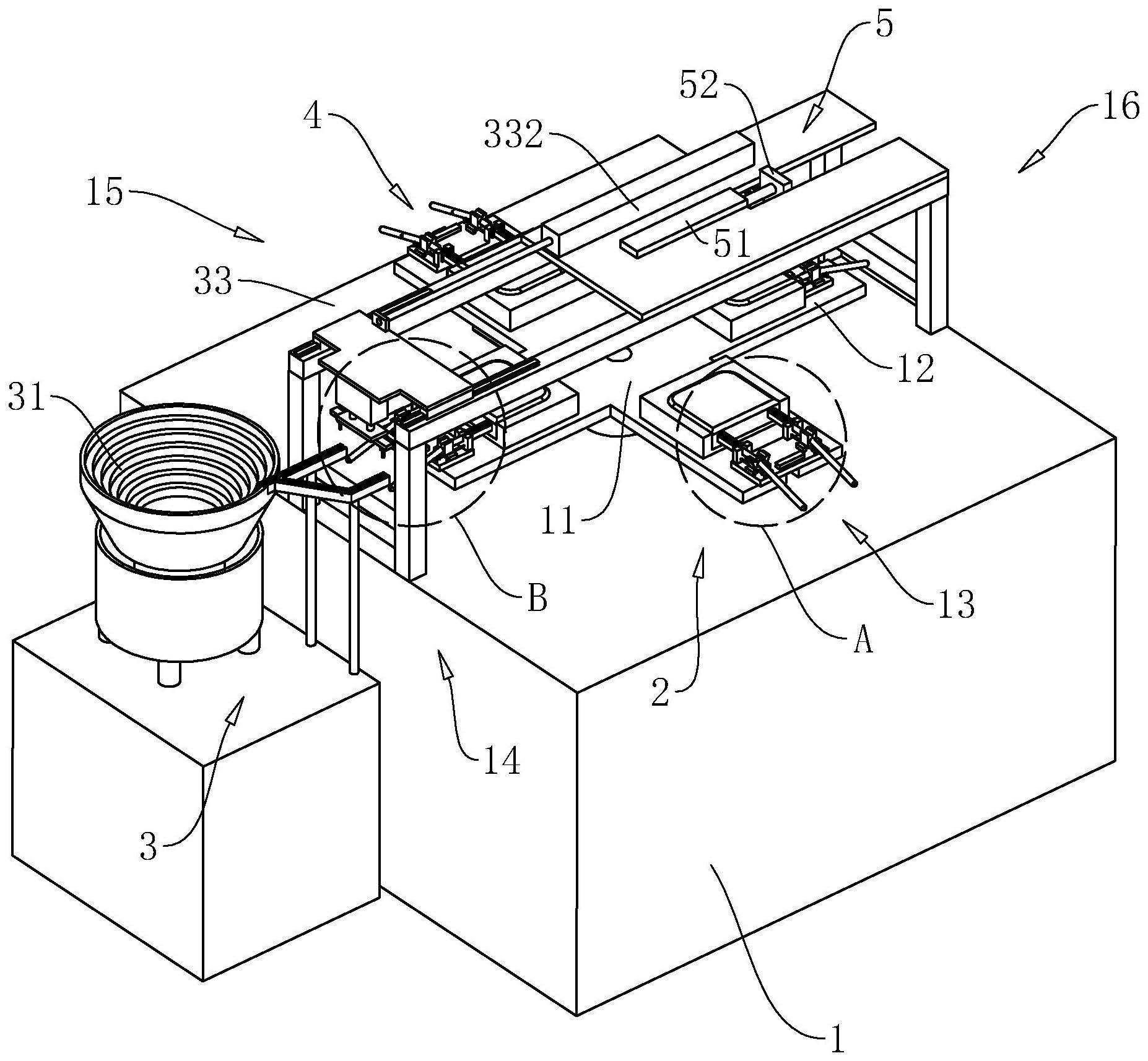
3、一种汽车头枕组装检测一体化生产设备,包括机架,所述机架上转动设置有流水台,所述机架上且沿流水台的转动方向上依次设置有装卸工位、组装工位和检测工位,所述流水台上设有多个工装台,所述工装台上设有夹具机构,所述夹具机构包括放置皿和配合板,所述放置皿与工装台固定连接,所述放置皿用于放置枕体,所述配合板用于放置带有过渡套筒的插杆,所述配合板与工装台滑动连接,滑动方向与插杆插入枕体的方向一致;所述插杆侧壁上开设有限位孔,所述组装工位设有用于将销钉插入限位孔的上销机构和用于将插杆移入枕体内的压装机构,所述检测工位处设有用于对插杆和枕体进行拉板测试的检测机构。
4、通过采用上述技术方案,操作者只需将必要的零件放置在流水台的夹具机构上,流水台通过夹具机构携带各个原料依次经过组装工位和检测工位,自动化地进行了组装和力学检测,而后又回到装卸工位,操作者将组装好的头枕取下,并放置下一组零部件,人工操作难度低,组装效率高。
5、优选的,所述上销机构包括离心盘、夹爪和驱动组件,所述离心盘位于机架的一侧,所述夹爪用于夹取销钉,所述驱动组件用于控制夹爪移动。
6、优选的,所述驱动组件包括夹取气缸和位移气缸,所述位移气缸与机架连接,所述夹取气缸固定安装于位移气缸的活塞杆端部,所述夹爪位于夹取气缸的活塞杆端部,所述夹取气缸的驱动方向与位移气缸的驱动方向垂直,所述夹取气缸的驱动方向、销钉的长度方向和限位孔的长度方向平行。
7、通过采用上述技术方案,夹爪从离心盘中夹取销钉,驱动组件用于使夹爪于工装台和离心盘之间往复移动,位移气缸可将销钉插入限位孔内,从而实现了销钉的自动化安装。
8、优选的,所述检测机构包括拉拔气缸、安装座和连接气缸,所述拉拔气缸与机架固定连接,所述安装座安装在拉拔气缸的活塞杆端部,所述连接气缸与安装座滑动连接,滑动方向与拉拔气缸的驱动方向、插杆相对枕体的滑动方向一致,所述安装座和连接气缸之间设置有拉力传感器,所述连接气缸的活塞杆端部设有辅助件,所述辅助件用于与插杆临时相对固定。
9、通过采用上述技术方案,连接气缸通过辅助件与插杆建立临时的配合连接关系,拉板气缸驱动安装座携带连接气缸移动,移动过程中,拉力传感器对插杆相对枕体的推拉驱动力进行测试。
10、优选的,所述配合板上开设有放置槽,且所述配合板上铰接有多个夹持块,所述夹持块上设有夹持槽,每两个夹持块共同夹持一根插杆,所述插杆放置在配合板上时,所述放置槽的槽底、夹持槽的槽底同时与插杆的侧壁抵接,所述夹持槽的铰接轴与配合板的连接处设有扭簧。
11、通过采用上述技术方案,在扭簧的作用下,夹持块对插杆进行夹紧固定,提高插杆于配合板上的放置状态稳定性。
12、优选的,所述夹持块的铰接轴为调节杆,所述调节杆与配合板转动连接,转动轴线与插杆于枕体的插设方向一致,所述夹持块被调节杆穿过且二者周向相对固定;所述夹持块沿调节杆滑动,所述夹持块上设有用于使夹持块和调节杆相对固定的止动件。
13、优选的,所述止动件包括止动弹簧和止动销,所述止动弹簧的一端与夹持块连接,另一端与止动销连接,所述止动销与夹持块相对滑动,所述止动销的滑动方向与调节杆的长度方向垂直,所述调节杆上开设有供止动销插入的止动槽。
14、通过采用上述技术方案,止动件对调节杆产生作用时,夹持块相对调节杆为静止状态,将止动销从止动槽内拔出,夹持块便可相对调节杆滑动。
15、优选的,所述辅助件为对接杆,所述对接杆固定连接于连接气缸的活塞杆端部,所述夹持块上开设有供对接杆插入的对接孔,所述对接孔的长度方向与夹持块的滑动方向垂直;所述对接杆插入对接孔内的一端固定连接有磁铁,所述对接杆插入对接孔内后,所述磁铁对止动销产生磁吸力并将止动销从止动槽内拔出。
16、通过采用上述技术方案,对接杆插入对接孔内后,夹持块和对接杆沿调节杆的长度方向相对固定,而其对接杆端部的磁铁对止动销产生磁吸力并将止动销从止动槽内拔出。
17、优选的,所述对接杆靠近插杆的一侧为夹紧楔面,所述夹紧楔面与对接孔的孔壁抵接时,所述对接杆对夹持块产生靠近插杆的推力。
18、通过采用上述技术方案,对接杆插入对接孔内且夹紧楔面与对接孔的孔壁抵接时,对接杆对夹持块产生靠近插杆的推力,此推力可提高夹持块对插杆的抵接力,使两个抵接块进一步夹紧插杆,以提高辅助件、夹持块和插杆之间的相对稳定性。
19、优选的,所述配合板上固定连接有辅助块,所述夹持块与插杆抵接时,所述辅助块与夹持块接触,当所述辅助块具有朝向连接气缸移动的趋势时,所述辅助块对夹持块产生远离连接气缸方向的推力。
20、通过采用上述技术方案,完成检测工作后,连接气缸趋势对接杆从对接孔内拔出,而由于夹紧楔面的存在,对接杆和夹持块之间存在摩擦力,夹持块也将产生远离配合板移动的趋势,调节杆也将产生弯曲变形,而辅助块对夹持块的抵接作用可抵消此运动趋势,对调节杆起到结构保护的作用。
21、综上所述,本申请包括以下至少一种有益技术效果:
22、1.通过流水台和装卸工位、组装工位和检测工位的设置,操作者只需将必要的零件放置在流水台的夹具机构上,流水台通过夹具机构携带各个原料依次经过组装工位和检测工位,自动化地进行了组装和力学检测,而后又回到装卸工位,操作者将组装好的头枕取下,并放置下一组零部件,人工操作难度低,组装效率高;
23、2.通过夹持块的设置,在配合板上,两个夹持块将插杆夹持,用于对插杆进行临时固定,在检测工位处,连接气缸的对接杆插入夹持块的对接孔内,磁铁通过吸附止动销解除夹持块于调节杆上的定位,拉拔气缸便可通过连接气缸以及对接杆带动固定着插杆的夹持块移动,进行插杆相对枕体的拉板检测。
技术特征:
1.一种汽车头枕组装检测一体化生产设备,包括机架(1),其特征在于:所述机架(1)上转动设置有流水台(11),所述机架(1)上且沿流水台(11)的转动方向上依次设置有装卸工位(13)、组装工位和检测工位(16),所述流水台(11)上设有多个工装台(12),所述工装台(12)上设有夹具机构(2),所述夹具机构(2)包括放置皿(21)和配合板(22),所述放置皿(21)与工装台(12)固定连接,所述放置皿(21)用于放置枕体(63),所述配合板(22)用于放置带有过渡套筒(62)的插杆(6),所述配合板(22)与工装台(12)滑动连接,滑动方向与插杆(6)插入枕体(63)的方向一致;
2.根据权利要求1所述的一种汽车头枕组装检测一体化生产设备,其特征在于:所述上销机构(3)包括离心盘(31)、夹爪(32)和驱动组件(33),所述离心盘(31)位于机架(1)的一侧,所述夹爪(32)用于夹取销钉(64),所述驱动组件(33)用于控制夹爪(32)移动。
3.根据权利要求2所述的一种汽车头枕组装检测一体化生产设备,其特征在于:所述驱动组件(33)包括夹取气缸(331)和位移气缸(332),所述位移气缸(332)与机架(1)连接,所述夹取气缸(331)固定安装于位移气缸(332)的活塞杆端部,所述夹爪(32)位于夹取气缸(331)的活塞杆端部,所述夹取气缸(331)的驱动方向与位移气缸(332)的驱动方向垂直,所述夹取气缸(331)的驱动方向、销钉(64)的长度方向和限位孔(61)的长度方向平行。
4.根据权利要求1所述的一种汽车头枕组装检测一体化生产设备,其特征在于:所述检测机构(5)包括拉拔气缸(51)、安装座(52)和连接气缸(53),所述拉拔气缸(51)与机架(1)固定连接,所述安装座(52)安装在拉拔气缸(51)的活塞杆端部,所述连接气缸(53)与安装座(52)滑动连接,滑动方向与拉拔气缸(51)的驱动方向、插杆(6)相对枕体(63)的滑动方向一致,所述安装座(52)和连接气缸(53)之间设置有拉力传感器(521),所述连接气缸(53)的活塞杆端部设有辅助件,所述辅助件用于与插杆(6)临时相对固定。
5.根据权利要求4所述的一种汽车头枕组装检测一体化生产设备,其特征在于:所述配合板(22)上开设有放置槽(221),且所述配合板(22)上铰接有多个夹持块(23),所述夹持块(23)上设有夹持槽(231),每两个夹持块(23)共同夹持一根插杆(6),所述插杆(6)放置在配合板(22)上时,所述放置槽(221)的槽底、夹持槽(231)的槽底同时与插杆(6)的侧壁抵接,所述夹持槽(231)的铰接轴与配合板(22)的连接处设有扭簧。
6.根据权利要求5所述的一种汽车头枕组装检测一体化生产设备,其特征在于:所述夹持块(23)的铰接轴为调节杆(24),所述调节杆(24)与配合板(22)转动连接,转动轴线与插杆(6)于枕体(63)的插设方向一致,所述夹持块(23)被调节杆(24)穿过且二者周向相对固定;
7.根据权利要求6所述的一种汽车头枕组装检测一体化生产设备,其特征在于:所述止动件包括止动弹簧(233)和止动销(234),所述止动弹簧(233)的一端与夹持块(23)连接,另一端与止动销(234)连接,所述止动销(234)与夹持块(23)相对滑动,所述止动销(234)的滑动方向与调节杆(24)的长度方向垂直,所述调节杆(24)上开设有供止动销(234)插入的止动槽(241)。
8.根据权利要求7所述的一种汽车头枕组装检测一体化生产设备,其特征在于:所述辅助件为对接杆(54),所述对接杆(54)固定连接于连接气缸(53)的活塞杆端部,所述夹持块(23)上开设有供对接杆(54)插入的对接孔(232),所述对接孔(232)的长度方向与夹持块(23)的滑动方向垂直;
9.根据权利要求8所述的一种汽车头枕组装检测一体化生产设备,其特征在于:所述对接杆(54)靠近插杆(6)的一侧为夹紧楔面,所述夹紧楔面与对接孔(232)的孔壁抵接时,所述对接杆(54)对夹持块(23)产生靠近插杆(6)的推力。
10.根据权利要求8所述的一种汽车头枕组装检测一体化生产设备,其特征在于:所述配合板(22)上固定连接有辅助块(25),所述夹持块(23)与插杆(6)抵接时,所述辅助块(25)与夹持块(23)接触,当所述辅助块(25)具有朝向连接气缸(53)移动的趋势时,所述辅助块(25)对夹持块(23)产生远离连接气缸(53)方向的推力。
技术总结
本申请涉及一种汽车头枕组装检测一体化生产设备,属于汽车部件生产加工的领域,其包括机架,机架上转动设置有流水台,机架上沿流水台的转动方向上依次设置有装卸工位、组装工位和检测工位,流水台上设有多个工装台,工装台上设有夹具机构,夹具机构用于放置枕体和带有过渡套筒的插杆,插杆侧壁上开设有供销钉插入的限位孔,组装工位设有用于将销钉插入限位孔的上销机构和用于将插杆移入枕体内的压装机构,检测工位处设有用于对插杆和枕体进行拉板测试的检测机构。本申请经过人工上料后,自动化地进行零件组装、力学检测的工作,再由人工操作将组装完成的头枕取下,操作难度低,组装效率高。
技术研发人员:邱细根,张荣福,印玲,杨晓强,崔叶建,杨晓飞,沈霁炜,胡鹏程,周炎
受保护的技术使用者:上海瀚氏科技集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!