一种排钻装置的制作方法
本发明涉及排钻装置,具体涉及一种排钻装置。
背景技术:
1、市场上出现了具有可协同工作的多个钻头,多个钻头按矩阵的形式排列形成排钻,该排钻同时对一加工部件打多个孔;但是现有的排钻在对一加工部件进行多次钻孔时,需要加工工人手动搬移加工部件,在移动过程中,位移量的多少需根据加工工人的经验进行判定,易出现人为误差;且加工部件通常较重,存在搬移困难的问题,导致加工后,加工部件上的孔位出现偏差,无法正常使用的情况。
技术实现思路
1、本发明的目的在于提供一种排钻装置,所要解决的技术问题是提高孔位精准度。
2、本发明通过下述技术方案实现:
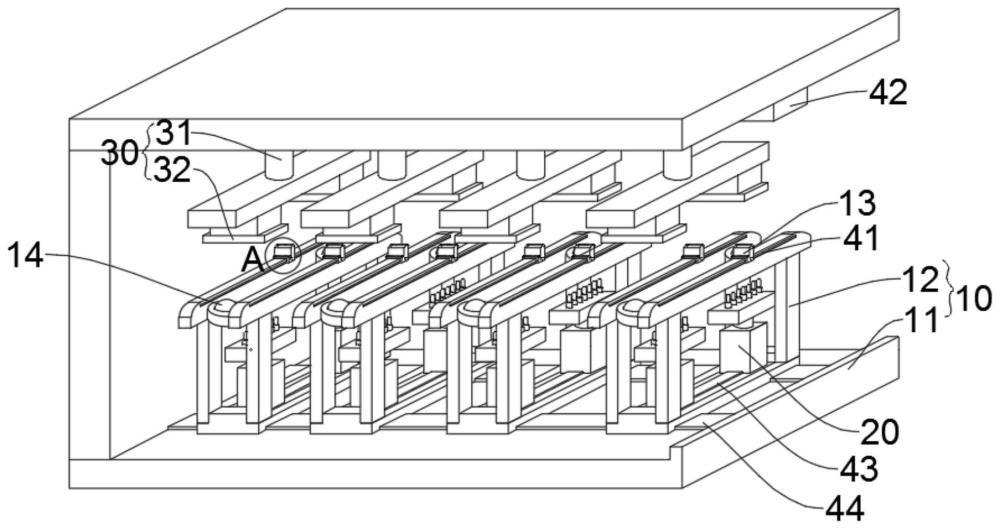
3、一种排钻装置,包括支撑组件、钻孔组件和压紧组件;
4、上述支撑组件包括支撑架和支撑件,上述支撑件、钻孔组件和压紧组件均设置于支撑架上,上述支撑件用于支撑加工部件,上述支撑件上设置有若干靠尺,每一上述靠尺通过第一滑动件与支撑件连接,上述靠尺用于与加工部件的侧壁抵靠,对加工部件的位置进行微调;
5、上述钻孔组件上包括驱动件、钻排和钻头,上述驱动件上的转轴与钻排的轴孔固定连接,上述驱动件用于带动钻排上的部分或全部孔位同步转动;
6、在部分或全部上述孔位上设置钻头;
7、上述压紧组件用于压紧加工部件。
8、利用上述支撑件支撑加工部件,通过第一滑动件调整靠尺的位置,使得靠尺与加工部件的侧壁抵靠,并实现加工部件的微调,确保钻孔位置的准确性;
9、钻孔组件的驱动件与钻排的轴孔固定连接,可以带动钻排上的部分或全部孔位同步转动,避免了传统加工方式中手动转动钻排的繁琐操作,同时也减少了人为误差;
10、在加工部件需要打孔的位置设置相应钻头,保证孔位间的间隙精度,减少打孔次数,一次打孔时,在钻排上设置的钻头可以是部分孔位,也可以是全部孔位,根据加工部件的打孔要求自行增减,可以准确、高效地完成钻孔作业,有利于提高加工效率和钻孔精度。
11、压紧组件方便地压紧加工部件,避免了加工过程中因加工部件移位或变形导致的钻孔偏差,进一步保证了钻孔精度。
12、进一步的,在上述支撑件的上表面向支撑件的下表面的方向,上述支撑件的边沿逐渐倾斜,斜率逐渐增大。
13、导向性更好:支撑件的上表面边沿倾斜使得加工部件更容易沿着支撑件的斜面滑动,从而更容易地放入和取出加工部件,具有导向性,使加工工人的操作更加简便,解决了加工部件较重,搬移困难的问题;
14、倾斜设置减少了放入或取出时加工部件与支撑件之间的接触面积,从而减少了两者之间的摩擦力和磨损,有利于提高加工部件的表面质量。
15、进一步的,上述支撑件的边沿设置有万向球,上述万向球的最高点与支撑件的上表面处于同一平面。
16、万向球可以增加支撑件与加工部件之间的接触面积,从而提高加工部件的稳定性,避免加工部件在加工过程中出现摇晃或者移位;
17、同时,万向球的最高点与支撑件的上表面处于同一平面,使得支撑件更好地适应加工部件的形状,提高加工部件的稳定性。
18、在通过上述靠尺对加工部件进行微调时,通过水平推力带动万向球旋转,减少了加工部件与支撑件之间的摩擦力,使微调时更加方便、快捷,进一步解决了加工部件较重,搬移困难,导致孔位偏移的问题。
19、进一步的,上述支撑架上设置有第二滑动件,上述压紧组件通过第二滑动件与支撑架连接,上述压紧组件平行于支撑件的上表面滑动。
20、压紧组件通过第二滑动件与支撑架连接,增加了压紧组件的移动范围和调整能力,第二滑动件使得压紧组件可以平行于支撑件的上表面进行滑动,从而可以根据加工部件的不同尺寸和形状,对压紧组件的位置进行微调。
21、同时,第二滑动件还可以增加压紧组件的移动范围,使得压紧组件可以在更大的区域内进行调整,以适应不同大小和形状的加工部件。
22、进一步的,上述压紧组件包括升降件和压紧板,上述升降件的活动端与压紧板固定连接,上述升降件的固定端与第二滑动件连接。
23、压紧板用于与加工部件的上表面抵接,配合支撑件实现压紧操作,考虑到加工部件的放入便捷性和加工部件的厚度多样等问题,将压紧组件设置为可以调节高度的结构,压紧组件的高度调节通过升降件实现。
24、升降件的固定端与第二滑动件连接,使得压紧组件既可以在水平方向上调节,也可以在垂直方向上调节。
25、进一步的,上述支撑件上设置有第三滑动件,上述钻孔组件通过第三滑动件与支撑件连接,上述压紧组件平行于支撑件的上表面滑动。
26、通过将钻孔组件与支撑件通过第三滑动件连接,可以在支撑件上移动钻孔组件的位置,从而更好地适应不同大小和形状的加工部件。
27、同时,压紧组件平行于支撑件的上表面滑动,可以使得钻孔操作更加稳定和顺畅,从而避免了对加工部件的干扰和损伤,提高了钻孔的精度和效率。
28、进一步的,上述支撑架上还设置有第四滑动件,上述支撑件通过第四滑动件与支撑架连接,上述支撑件沿支撑架的长度方向移动。
29、增加了支撑件的移动范围和灵活性。通过在支撑架上设置第四滑动件,支撑件可以在支撑架的长度方向上移动,可以根据加工部件的不同尺寸和位置,对支撑件的位置进行微调。
30、同时,支撑件的这种移动方式还可以增加钻孔组件的操作灵活性,使得钻孔组件可以更好地适应不同大小和形状的加工部件,提高钻孔的精度和准确性。
31、还有助于提高钻孔组件的稳定性。通过将支撑件与支撑架直接相连,可以减少操作过程中由于外力或者重力作用导致的不稳定因素,进一步提高钻孔的精度和准确性。
32、本发明与现有技术相比,具有如下的优点和有益效果:
33、利用上述支撑件支撑加工部件,通过第一滑动件调整靠尺的位置,使得靠尺与加工部件的侧壁抵靠,并实现加工部件的微调,确保钻孔位置的准确性;
34、钻孔组件的驱动件与钻排的轴孔固定连接,可以带动钻排上的部分或全部孔位同步转动,避免了传统加工方式中手动转动钻排的繁琐操作,同时也减少了人为误差;
35、在加工部件需要打孔的位置设置相应钻头,保证孔位间的间隙精度,减少打孔次数,一次打孔时,在钻排上设置的钻头可以是部分孔位,也可以是全部孔位,根据加工部件的打孔要求自行增减,可以准确、高效地完成钻孔作业,有利于提高加工效率和钻孔精度。
36、压紧组件方便地压紧加工部件,避免了加工过程中因加工部件移位或变形导致的钻孔偏差,进一步保证了钻孔精度。
技术特征:
1.一种排钻装置,其特征在于,包括支撑组件(10)、钻孔组件(20)和压紧组件(30);
2.根据权利要求1所述的一种排钻装置,其特征在于,在所述支撑件(12)的上表面向支撑件(12)的下表面的方向上,所述支撑件(12)的边沿逐渐倾斜,斜率逐渐增大。
3.根据权利要求2所述的一种排钻装置,其特征在于,所述支撑件(12)的边沿设置有万向球(14),所述万向球(14)的最高点与支撑件(12)的上表面处于同一平面。
4.根据权利要求1或3所述的一种排钻装置,其特征在于,所述支撑架(11)上设置有第二滑动件(42),所述压紧组件(30)通过第二滑动件(42)与支撑架(11)连接,所述压紧组件(30)平行于支撑件(12)的上表面滑动。
5.根据权利要求4所述的一种排钻装置,其特征在于,所述压紧组件(30)包括升降件(31)和压紧板(32),所述升降件(31)的活动端与压紧板(32)固定连接,所述升降件(31)的固定端与第二滑动件(42)连接。
6.根据权利要求4所述的一种排钻装置,其特征在于,所述支撑件(12)上设置有第三滑动件(43),所述钻孔组件(20)通过第三滑动件(43)与支撑件(12)连接,所述压紧组件(30)平行于支撑件(12)的上表面滑动。
7.根据权利要求6所述的一种排钻装置,其特征在于,所述支撑架(11)上还设置有第四滑动件(44),所述支撑件(12)通过第四滑动件(44)与支撑架(11)连接,所述支撑件(12)沿支撑架(11)的长度方向移动。
技术总结
本发明涉及排钻装置,目的在于提供一种排钻装置,包括支撑组件、钻孔组件和压紧组件;支撑组件包括支撑架和支撑件,支撑件、钻孔组件和压紧组件均设置于支撑架上,支撑件用于支撑加工部件,支撑件上设置有若干靠尺,每一靠尺通过第一滑动件与支撑件连接,靠尺用于与加工部件的侧壁抵靠,对加工部件的位置进行微调;钻孔组件上包括驱动件、钻排和钻头,驱动件上的转轴与钻排的轴孔固定连接,驱动件用于带动钻排上的部分或全部孔位同步转动;在部分或全部孔位上设置钻头;压紧组件用于压紧加工部件。提高了孔位精准度。
技术研发人员:沈闯新,唐建英
受保护的技术使用者:四川省创新家具有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!