一种高长径比TiAl棒料镦粗模具及其镦粗成形方法
本发明属于材料加工,具体涉及一种高长径比tial棒料镦粗模具及其镦粗成形方法。
背景技术:
1、tial合金作为新一代耐高温合金具有密度低、高温强度高的优点,替代镍基高温合金作为航空发动机涡轮叶片材料,能提高20%的燃油效率,是目前公认的最佳新型轻质结构材料。
2、目前,tial合金涡轮叶片一般采用铸造或机加工方法进行成形,然而,铸造过程中可能产生铸造缺陷,导致叶片性能不佳;而对于机加工的方法,由于tial合金室温塑性极低,容易发生脆裂,且某些tial合金由于技术原因无法得到大尺寸的棒料,无法直接采用机加工的方法进行成形,因此,最佳的成形方法是锻造成形。
3、然而,某些tial合金由于技术原因无法得到大尺寸的棒料,而得到的是大高径比的细棒料,无法直接进行锻造成形,必须先经过镦粗成形制坯,且由于叶片形状的原因,两端需要的材料大于中间,而传统的镦粗方法得到的是中间直径大,两端直径小的坯料,且容易发生弯曲失稳,无法满足使用需求。
技术实现思路
1、针对现有tial合金棒料镦粗制坯容易发生弯曲失稳,且得到的形状不满足的问题,本发明提出一种多节环套tial棒料镦粗成形制坯方法,通过调整金属套层数、材料和厚度,可以获得不同形状的tial镦粗坯料,且可以有效防止坯料镦粗过程中的失稳。
2、为达到上述目的,本发明方法的技术方案为:
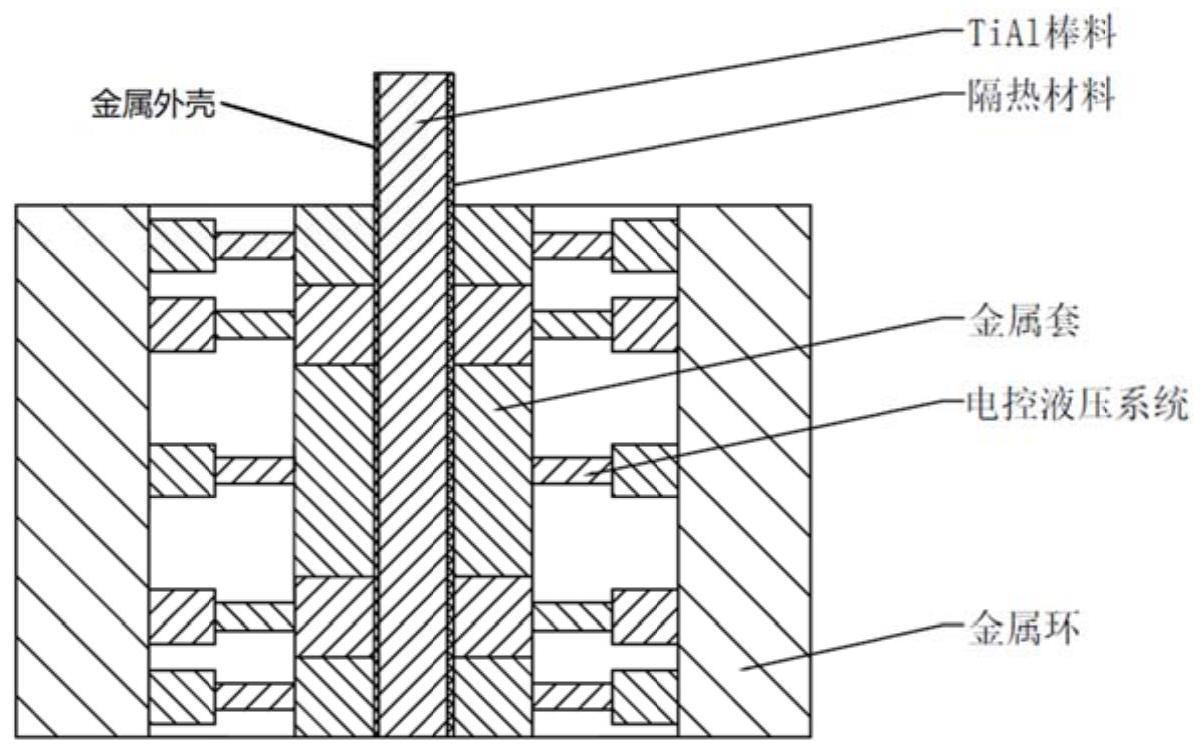
3、一种高长径比tial棒料镦粗模具,设置于压力机的上下工作台之间,包括多节金属套,所述金属套呈中空的筒状结构,其中部具有供tial棒料安装的通孔,其中各层金属套竖直排列,各层之间可以沿径向滑动,各层金属套外端通过电控液压系统与外层金属环连接,电控液压系统控制不同层金属套受到的的径向压力,tial棒料与金属套通孔内壁之间设有金属外壳和隔热材料。
4、进一步地,所述tial棒料露出金属套部分的长度与金属外壳直径比值小于2。
5、进一步地,所述tial棒料总高径比为3-12。
6、进一步地,所述金属套分为3-5层。
7、本发明还提供一种高长径比tial棒料镦粗成形方法,包括以下步骤:
8、s1、将tial棒料包裹隔热材料和金属外壳后,整体进行加热并保温;
9、s2、将包裹隔热材料及金属外壳的tial棒料整体塞入多节金属套内,外端通过电控液压系统与外层金属环连接,电控液压系统控制不同层金属套受到的的径向压力,金属套与金属环置于压力机下;
10、s3、使用压力机镦粗成形,将tial棒料露出金属套的部分压入金属套;
11、s4、根据所需要棒料的最终尺寸和形状,通过拆卸或加装金属套层数,进行多道次镦粗成形。
12、进一步地,在步骤s1中,多节金属套分为3-5层,金属套呈中空的筒状结构,其中部具有供tial棒料安装的通孔,其中各层金属套竖直排列,各层之间可以沿径向滑动,各层金属套外端通过电控液压系统与外层金属环连接,电控液压系统控制不同层金属套受到的的径向压力,tial棒料与金属套通孔内壁之间设有隔热材料。
13、进一步地,在步骤s1中,tial棒料包裹隔热材料和金属外壳加热到1000-1400℃,保温30-360min。
14、进一步地,在步骤s3中,成形速率为0.01-10s-1。
15、与现有技术相比,本发明具有如下有益效果:
16、多节金属环套能对大高径比的tial棒料起到限制作用,在镦粗过程中防止弯曲失稳,同时由于多节环套不同位置电控液压系统压力不同,对内部tial棒料的紧固作用力大小不同,紧固作用力大的区域,tial棒料不易变形,而紧固作用力小的区域,tial棒料容易变形,直径变大,通过调整金属套的层数、每层金属套的高度和液压系统的压力可以根据需要获得不同形状尺寸的tial镦粗坯料,便于后续锻造成形。
技术特征:
1.一种高长径比tial棒料镦粗模具,设置于压力机的上下工作台之间,其特征在于:包括多节金属套,所述金属套呈中空的筒状结构,其中部具有供tial棒料安装的通孔,其中各层金属套竖直排列,各层之间可以沿径向滑动,各层金属套外端通过电控液压系统与外层金属环连接,电控液压系统控制不同层金属套受到的的径向压力,tial棒料与金属套通孔内壁之间设有金属外壳和隔热材料。
2.根据权利要求1所述的一种高长径比tial棒料镦粗模具,其特征在于:所述tial棒料露出金属套部分的长度与金属外壳直径比值小于2。
3.根据权利要求1所述的一种高长径比tial棒料镦粗模具,其特征在于:所述tial棒料总高径比为3-12。
4.根据权利要求1所述的一种高长径比tial棒料镦粗模具,其特征在于:所述金属套分为3-5层。
5.一种高长径比tial棒料镦粗成形方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的一种高长径比tial棒料镦粗成形方法,其特征在于,在步骤s1中,多节金属套分为3-5层,金属套呈中空的筒状结构,其中部具有供tial棒料安装的通孔,其中各层金属套竖直排列,各层之间可以沿径向滑动,各层金属套外端通过电控液压系统与外层金属环连接,电控液压系统控制不同层金属套受到的的径向压力,tial棒料与金属套通孔内壁之间设有隔热材料。
7.根据权利要求5所述的一种高长径比tial棒料镦粗成形方法,其特征在于,在步骤s1中,tial棒料包裹隔热材料和金属外壳加热到1000-1400℃,保温30-360min。
8.根据权利要求5所述的一种高长径比tial棒料镦粗成形方法,其特征在于,在步骤s3中,成形速率为0.01-10s-1。
技术总结
本发明公开了一种高长径比TiAl棒料镦粗制坯方法,包括:S1、将TiAl棒料包裹隔热材料和金属外壳后整体进行加热并保温;S2、将包裹隔热材料及金属外壳的TiAl棒料塞入多节金属套内,通过电控液压系统与外层金属环连接,控制不同层金属套受到的的径向压力;S3、使用压力机镦粗成形,将TiAl棒料露出金属套的部分压入金属套;S4、根据所需要棒料的最终尺寸和形状,通过拆卸或加装金属套层数,进行多道次镦粗成形。本发明可以防止大高径比TiAl棒料镦粗时发生失稳,同时,通过电控液压系统控制不同层金属套的径向压力,可以使竖直方向不同位置TiAl棒料受到不同的紧固力,从而获得多层直径不同的镦粗坯料。
技术研发人员:胡志力,华林,张嘉恒
受保护的技术使用者:武汉理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!