一种英标轧制过程中稳定头尾性能的方法与流程
本发明涉及英标螺纹钢轧制,尤其涉及一种英标轧制过程中稳定头尾性能的方法。
背景技术:
1、英标螺纹钢轧制过程中有如下特点,由于英标轧制对表面质量要求高所以轧制速度慢,性能方面要除了对屈服强度有要求外,对于强曲比也有要求,英标的屈服要在540-650范围内,拉伸强度与屈服强度的比值要大于1.08,目前英标轧制过程中有一个非常突出的问题,头尾的屈服强度性能经常性的过高,因此在成品上需要对头尾进行人工切割5-6m,进行剔除。屈服强度过高会导致强屈比不合格(过低),屈服强度增长速度快于拉伸强度。
2、提供一种英标轧制过程中稳定头尾性能的方法,能够解决上述问题。
技术实现思路
1、本发明所要解决的技术问题在于现有英标轧制成品头尾的屈服强度性能经常性过高,屈服强度过高会导致强屈比不合格,屈服强度增长速度快于拉伸强度,所以提供一种英标轧制过程中稳定头尾性能的方法,所述英标轧制过程中稳定头尾性能的方法包括:
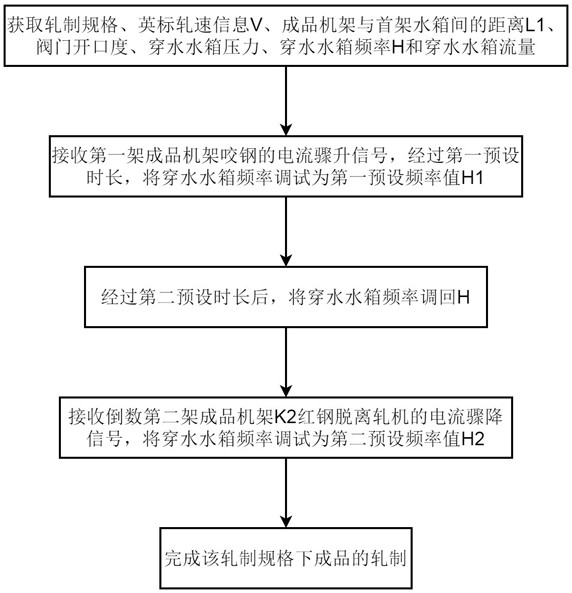
2、获取轧制规格、英标轧速信息v、成品机架与首架水箱间的距离l1、阀门开口度、穿水水箱压力、穿水水箱频率h和穿水水箱流量;
3、接收第一架成品机架咬钢的电流骤升信号,经过第一预设时长,将穿水水箱频率调试为第一预设频率值h1;
4、经过第二预设时长后,将穿水水箱频率调回h;
5、接收倒数第二架成品机架k2红钢脱离轧机的电流骤降信号,将穿水水箱频率调试为第二预设频率值h2;
6、完成该轧制规格下成品的轧制。
7、进一步地,还包括所述第一预设时长的计算方法,包括:
8、计算成品从成品机架至首架水箱的时长为第一预设时长,即第一预设时长为l1/v。
9、进一步地,还包括所述第二预设时长的计算方法,包括:
10、计算成品的预设长度穿过首架水箱的时长为第二预设时长。
11、进一步地,所述预设长度为6m。
12、进一步地,还包括所述第一预设频率值h1获取方法,包括:
13、在轧制规格下,建立头部最终性能与调试频率的回归方程,得到合适的第一预设频率值h1。
14、进一步地,还包括第二预设时长的计算方法,包括:
15、获取倒数第二机架k2和倒数第一机架k1在之间的间隔l2;
16、获取倒数第二机架k2出口线速度为v1;
17、计算第二预设时长为(l1-(6-l2*(v/v1)))/v。
18、进一步地,还包括第二预设频率值的获取方法,包括:
19、在轧制规格下,建立尾部最终性能与调试频率的回归方程,得到合适的第二预设频率值h2。
20、进一步地,所述阀门开口度均为100%。
21、实施本发明,具有如下有益效果:
22、本发明通过在成品头部和成品尾部经过穿水水箱时,调整穿水水箱的频率,使得在成品头部和成品尾部经过穿水水箱的穿水频率能够使得成品头部和成品尾部的性能需求,在利用回归方程获得对应的穿水水箱频率后,能够实现自动控制穿水水箱的频率,提高生产效率以及生产合格率。
技术特征:
1.一种英标轧制过程中稳定头尾性能的方法,其特征在于,所述英标轧制过程中稳定头尾性能的方法包括:
2.根据权利要求 1所述的英标轧制过程中稳定头尾性能的方法,其特征在于,还包括所述第一预设时长的计算方法,包括:
3.根据权利要求2所述的英标轧制过程中稳定头尾性能的方法,其特征在于,还包括所述第二预设时长的计算方法,包括:
4.根据权利要求3所述的英标轧制过程中稳定头尾性能的方法,其特征在于,所述预设长度为6m。
5.根据权利要求4所述的英标轧制过程中稳定头尾性能的方法,其特征在于,还包括所述第一预设频率值h1获取方法,包括:
6.根据权利要求5所述的英标轧制过程中稳定头尾性能的方法,其特征在于,还包括第二预设时长的计算方法,包括:
7.根据权利要求6所述的英标轧制过程中稳定头尾性能的方法,其特征在于,还包括第二预设频率值的获取方法,包括:
8.根据权利要求7所述的英标轧制过程中稳定头尾性能的方法,其特征在于,所述阀门开口度均为100%。
技术总结
本发明公开了一种英标轧制过程中稳定头尾性能的方法,所述英标轧制过程中稳定头尾性能的方法包括获取轧制规格、英标轧速信息V、成品机架与首架水箱间的距离L1、阀门开口度、穿水水箱压力、穿水水箱频率H和穿水水箱流量;接收第一架成品机架咬钢的电流骤升信号,经过第一预设时长,将穿水水箱频率调试为第一预设频率值H1;经过第二预设时长后,将穿水水箱频率调回H;接收倒数第二架成品机架K2红钢脱离轧机的电流骤降信号,将穿水水箱频率调试为第二预设频率值H2;完成该轧制规格下成品的轧制;具有成品合格率高、降低工人工作量的优点。
技术研发人员:王学礼,蒋龙水
受保护的技术使用者:中天钢铁集团(南通)有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!