钛合金薄壁支柱固定机匣焊接变形控制夹具及控制方法与流程
本发明属于焊接,具体涉及一种钛合金薄壁支柱固定机匣焊接变形控制夹具及控制方法。
背景技术:
1、支柱固定机匣是航空发动机中涡轮支承机匣重要核心部件,处于高温高压复杂环境,承受大量机械、气动载荷。如图1所示,支柱固定机匣大量采用薄壁钛合金材料,经氩弧焊接制成。薄壁钛合金支柱固定机匣焊接过程极易产生变形,致使焊接尺寸控制困难,支柱固定机匣尺寸精度无法有效保证。因此有必要设计一种钛合金薄壁支柱固定机匣焊接变形控制夹具从而控制焊接变形。
技术实现思路
1、本发明旨在提供一种钛合金薄壁支柱固定机匣焊接变形控制夹具及控制方法,减少焊接对支柱固定机匣薄壁部位变形影响,提升支柱固定机匣质量,提升加工效率,降低生产成本。
2、为了实现上述目的,本发明采用了以下技术方案:
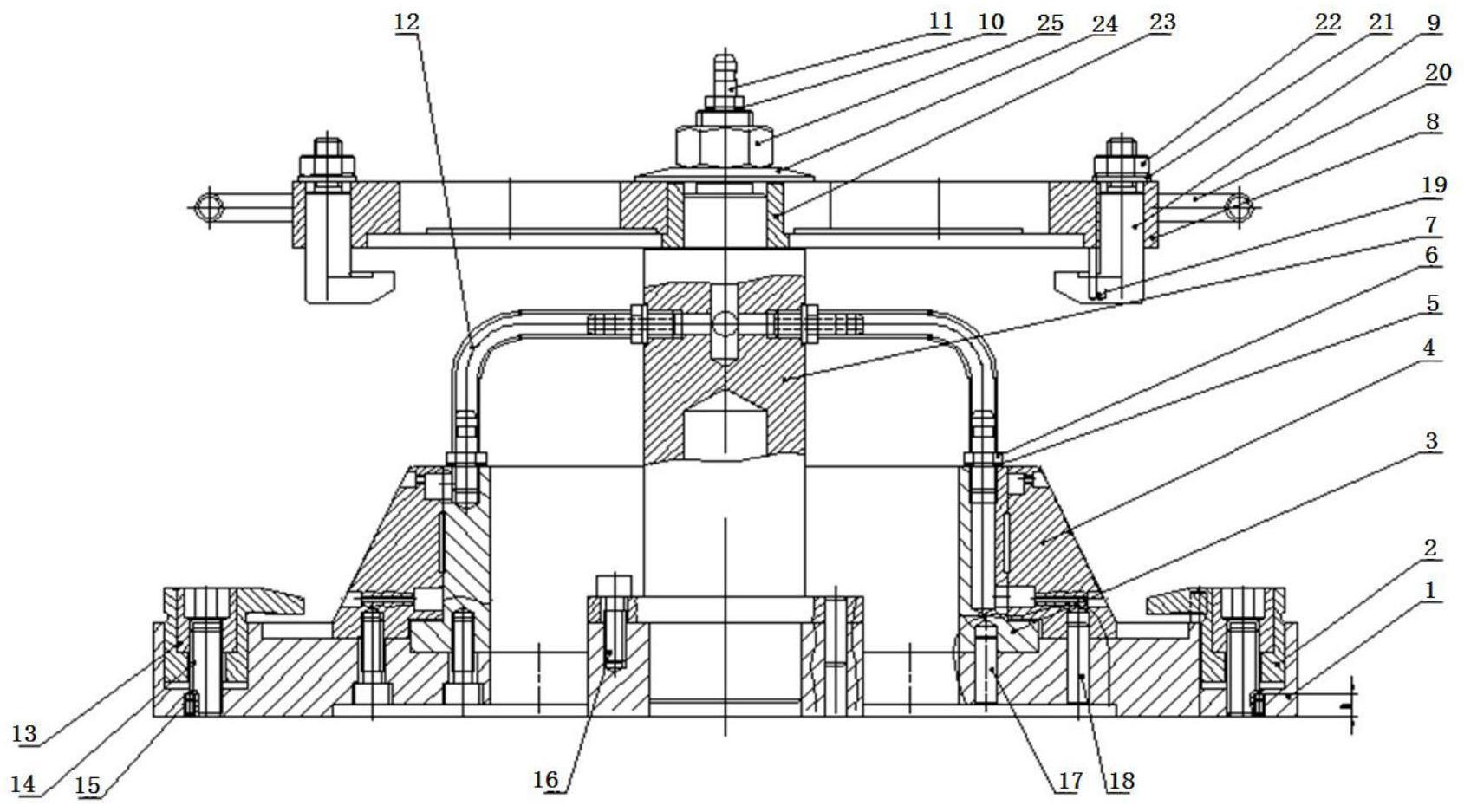
3、钛合金薄壁支柱固定机匣焊接变形控制夹具,包括,
4、底盘,所述底盘的上端面设置有与支柱固定机匣大外径端安装边外圆匹配的第一止口;
5、钩形压板,所述钩形压板安装在底盘的上端面,多个钩形压板均布在底盘上端面的同一圆周上;
6、心轴,所述心轴安装在底盘上端面,心轴内设置有从其顶部延伸至周向表面的进气管道,进气管道的进气端位于芯轴顶部,进气管道的排气端位于芯轴周向表面;
7、座子,所述座子安装在底盘的上端面且与心轴同轴,座子表面开有通气槽,座子内部开有通气管道,通气管道的排气端与通气槽连通,通气管道的进气端位于座子顶部;
8、锥轴,所述锥轴安装在底盘上且与座子同轴并位于座子的外侧,锥轴周向外表面为锥面,锥轴上开设有贯穿自身周向内表面和周向外表面的通气孔,通气孔与座子的通气管道排气端连通;
9、顶盘,所述顶盘连接在心轴上且位于座子、锥轴上方,顶盘的下端面设置有与支柱固定机匣小外径端安装边外圆匹配的第二止口;
10、钩形螺栓,所述钩形螺栓安装在顶盘上,且多个钩形螺栓均布在顶盘下端面的同一圆周上;
11、空压胶管,所述空压胶管的两端分别连接座子顶部通气管道的进气端以及心轴中进气管道的排气端。
12、进一步,所述心轴与顶盘螺纹连接,且心轴为台阶轴,其中一个台阶面形成心轴与顶盘的定位面。
13、进一步,所述心轴通过定位衬套、加大垫圈及第三螺母将顶盘压紧在心轴的定位面上。
14、进一步,所述顶盘的周向外缘表面设置有手柄。
15、进一步,所述底盘、钩形压板、座子、心轴、顶盘、钩形螺栓的材料为45钢,所述锥轴的材料为h62黄铜。
16、一种钛合金薄壁支柱固定机匣焊接变形控制方法,采用前述变形控制装置,且包括:
17、通过底盘上的第一止口和顶盘上的第二止口共同对支柱固定机匣大外径端安装边以及小外径端安装边定位,保证支柱固定机匣的径向尺寸;
18、通过钩形压板压紧支柱固定机匣大外径端安装边、通过钩形螺栓压紧支柱固定机匣小外径端安装边、通过底盘、座子、顶盘共同对支柱固定机匣轴向尺寸进行限位,保证支柱固定机匣焊后尺寸精度。
19、一种钛合金薄壁支柱固定机匣焊接变形控制方法,采用前述变形控制装置,且包括以下步骤:
20、步骤一,从心轴上取下顶盘,然后将支柱固定机匣放入底盘,确保其大外径端安装边进入第一止口,再将顶盘装入心轴,确保支柱固定机匣的小外径端安装边进入第二止口,拧紧第三螺母,再分别压紧钩形压板和钩形螺栓;
21、步骤二,从心轴顶部的进气管道进气端通入保护气体,通过锥轴表面的通气孔向支柱固定机匣内腔中吹保护气体直到排空支柱固定机匣内腔中的空气;
22、步骤三,对支柱固定机匣实施焊接。
23、与现有技术相比,本发明的焊接变形控制夹具和控制方法具备以下优点:
24、(1)操作简单:只需拧紧顶盘上的钩形螺栓、底盘上的钩形压板、心轴顶部的螺母,便可完成对支柱固定机匣尺寸控制约束,进而控制薄壁部位焊接变形。
25、(2)提高了焊接质量及加工效率:通过使用夹具控制从而减少了支柱固定机匣的变形,提升了支柱固定机匣焊接质量;具有焊接背面气体保护装置,可在大气环境中焊接,减免真空箱的使用,提升了焊接加工效率,降低了成本。
技术特征:
1.钛合金薄壁支柱固定机匣焊接变形控制夹具,其特征在于:包括,
2.根据权利要求1所述的钛合金薄壁支柱固定机匣焊接变形控制夹具,其特征在于:所述心轴(7)与顶盘(8)螺纹连接,且心轴(7)为台阶轴,其中一个台阶面形成心轴(7)与顶盘(8)的定位面。
3.根据权利要求2所述的钛合金薄壁支柱固定机匣焊接变形控制夹具,其特征在于:所述心轴(7)通过定位衬套(23)、加大垫圈(24)及第三螺母(25)将顶盘(8)压紧在心轴(7)的定位面上。
4.根据权利要求1所述的钛合金薄壁支柱固定机匣焊接变形控制夹具,其特征在于:所述顶盘(8)的周向外缘表面设置有手柄(20)。
5.根据权利要求1所述的钛合金薄壁支柱固定机匣焊接变形控制夹具,其特征在于:所述底盘(1)、钩形压板(2)、座子(3)、心轴(7)、顶盘(8)、钩形螺栓(9)的材料为45钢,所述锥轴(4)的材料为h62黄铜。
6.一种钛合金薄壁支柱固定机匣焊接变形控制方法,其特征在于:采用权利要求1的变形控制装置,且包括:
7.一种钛合金薄壁支柱固定机匣焊接变形控制方法,其特征在于:采用权利要求3的变形控制装置,且包括以下步骤:
技术总结
本发明公开了一种钛合金薄壁支柱固定机匣焊接变形控制夹具及控制方法,主要由底盘、钩形压板、座子、锥轴、心轴、顶盘、钩形螺栓、空压胶管、定位衬套和螺母等组成。通过底盘上的第一止口和顶盘上的第二止口共同对支柱固定机匣大外径端安装边以及小外径端安装边定位,保证支柱固定机匣的径向尺寸;通过钩形压板压紧支柱固定机匣大外径端安装边、通过钩形螺栓压紧支柱固定机匣小外径端安装边、通过底盘、座子、顶盘共同对支柱固定机匣轴向尺寸进行限位,保证支柱固定机匣焊后尺寸精度。本发明减少了焊接对支柱固定机匣薄壁部位变形影响,提升了支柱固定机匣质量,提升了加工效率的同时降低了生产成本。
技术研发人员:韦正,高锐娥,王绍羽,章俊涛,冯学豪,黄晨婷,何思逸,文小东,陈世尧,杨大江,李先号,王方建,王宇熙,戴兴斌,何勇健
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!