一种铝型材加工用定位冲切装置的制作方法
本发明涉及铝型材加工,尤其涉及一种铝型材加工用定位冲切装置。
背景技术:
1、铝型材指的是铝合金材质的型材,是工业中应用最广泛的一类有色金属结构材料。
2、铝型材的种类繁多,而铝合金方管就是较为常见的一种铝型材,而在加工这种铝合金方管时通常会需要在其外壁上进行冲切操作,使方管的外壁上存在若干通孔,方便后续的加工或安装,而现有的铝合金方管冲切方式较为成熟,通过固定结构将方管固定后,再通过液压装置和冲切模具对铝合金方管进行冲切,但这种冲切方式存在以下问题:1、传统的冲切装置在进行冲切时往往只能沿方管的长度方向进行位置的调节,其冲切位置只能在方管一侧的中间位置进行调节,灵活性较差,当冲切位置并不位于方管侧壁的中间位置时往往还是需要人工手动进行切割处理,这种情况给方管的冲切加工带来了不便,也降低了加工的精度;2、传统的冲切装置在对铝合金方管进行冲切加工时,往往只能对方管的一侧进行加工,当需要对方管的四面侧壁进行冲切加工时,需要不断的转动方管来配合冲切装置进行冲切加工,这种情况进一步降低了铝合金方管的冲切效率。
技术实现思路
1、本发明的目的是为了解决背景技术中的问题,而提出的一种铝型材加工用定位冲切装置。
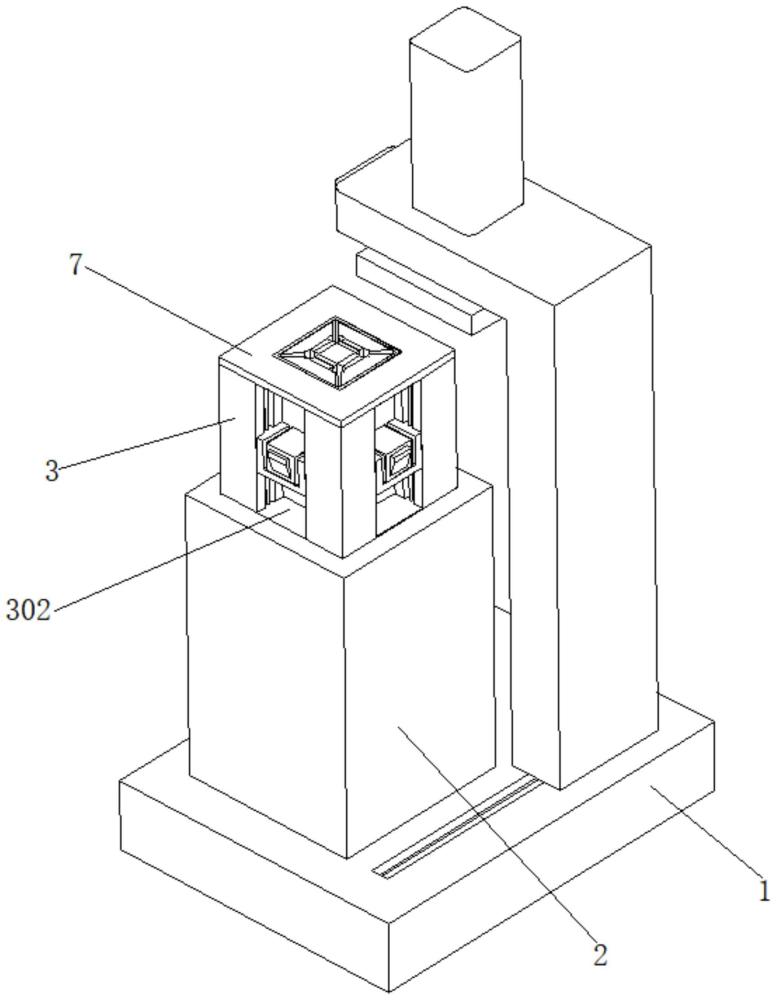
2、为了实现上述目的,本发明采用了如下技术方案:一种铝型材加工用定位冲切装置,包括支撑底座,所述支撑底座的顶部固定安装有方管型结构的收缩套筒,收缩套筒的内壁底部固定安装有伸缩支架,伸缩支架的顶部固定安装有冲切单元;
3、冲切单元为矩形结构,冲切单元的顶部延伸出收缩套筒,冲切单元的顶部开设有安装槽,冲切单元的侧壁上开设有四个均匀分布调节槽,调节槽与安装槽相连通,调节槽内滑动安装有调节基座,调节基座通过丝杠滑动连接在调节槽内,调节基座的顶部开设有定位槽,定位槽的底部开设有固定槽,固定槽的底部贯通调节基座,固定槽内插设有冲切基座,冲切基座的底部通过滑轨与固定槽滑动连接,冲切基座的侧壁上开设有伸缩槽,伸缩槽贯通冲切基座,伸缩槽内插设有冲切块,冲切块远离安装槽的一端延伸出伸缩槽并开设有倾斜面;
4、支撑底座的顶部滑动安装有按压机构。
5、在上述的一种铝型材加工用定位冲切装置中,所述伸缩槽的内壁底部开设有四个均匀分布的滑动槽,四个滑动槽的开设方向分别与四个调节槽的开设位置一一对应,伸缩槽内设置有四个抵触块,四个抵触块的安装位置分别与四个滑动槽的开设位置一一对应,抵触块的底部通过滑块滑动连接在对应的滑动槽内,抵触块靠近对应的调节槽的一侧开设有辅助凹槽。
6、在上述的一种铝型材加工用定位冲切装置中,所述辅助凹槽内设置有两个对称设置的挤压条,两个挤压条相互靠近的一侧均固定安装有若干橡胶卡齿,抵触块内并位于辅助凹槽的两侧均固定安装有若干呈直线均匀分布的电动推杆,电动推杆的伸缩端延伸至辅助凹槽内并与对应的挤压条固定连接,同一辅助凹槽内的两个挤压条之间设置有辅助基座,辅助基座的两侧与对应的挤压条上的橡胶卡齿相抵触,辅助基座的侧壁上开设有冲切槽。
7、在上述的一种铝型材加工用定位冲切装置中,所述辅助基座远离辅助凹槽内壁的一侧插设有若干均匀分布的辅助弹簧杆,辅助弹簧杆的一端固定安装有辅助垫片,辅助垫片远离辅助弹簧杆的一侧贯穿辅助基座,辅助垫片远离辅助弹簧杆的一侧固定安装有若干防滑条,辅助凹槽的内壁上开设有若干防滑凹槽。
8、在上述的一种铝型材加工用定位冲切装置中,所述冲切基座内并位于伸缩槽的下方固定安装有挤压气缸,挤压气缸的伸缩端延伸至伸缩槽内并固定安装有矩形结构的挤压柱,挤压柱的四面侧壁上均固定安装有倾斜块,四个抵触块靠近挤压柱的一侧均固定安装有辅助板,辅助板远离抵触块的一侧开设有倾斜面,辅助板上的倾斜面与倾斜块上的倾斜面互为反向设置,辅助板与倾斜块相接触。
9、在上述的一种铝型材加工用定位冲切装置中,所述倾斜块的倾斜面上转动安装有辅助滚轴。
10、在上述的一种铝型材加工用定位冲切装置中,所述调节基座内并位于冲切基座的两侧均固定安装有调节伸缩杆,调节伸缩杆的伸缩端延伸至定位槽内并固定安装有定位板,定位板抵触在冲切基座的侧壁上。
11、在上述的一种铝型材加工用定位冲切装置中,所述冲切单元的顶部开设有若干插孔,冲切单元的上方设置有矩形结构的夹持板,夹持板的底部固定安装有若干插杆,插杆的安装位置与插孔的开设位置一一对应并相插接,夹持板的顶部开设有夹持槽,夹持槽贯通夹持板,夹持槽的内壁与安装槽的内壁相齐平,夹持板内开设有四组中空槽,中空槽内插设有调节板,调节板的一侧固定安装有若干吸盘,吸盘远离调节板的一侧贯穿夹持板并与夹持槽的内壁相齐平,夹持板的四面侧壁上均螺纹连接有调节螺杆,调节螺杆的一端延伸至对应的中空槽内并与对应的调节板转动连接。
12、与现有的技术相比,本铝型材加工用定位冲切装置的优点在于:本发明设计了冲切单元,通过冲切单元可以实现对铝合金方管的四面侧壁上的指定区域内进行任意位置的冲切,提高了铝合金冲切加工的灵活性,提高了效率和精度,同时,可以通过一次按压实现对铝合金方管四面侧壁的同时冲切,进一步提高了铝合金方管的冲切效率。
技术特征:
1.一种铝型材加工用定位冲切装置,包括支撑底座(1),其特征在于:所述支撑底座(1)的顶部固定安装有方管型结构的收缩套筒(2),收缩套筒(2)的内壁底部固定安装有伸缩支架,伸缩支架的顶部固定安装有冲切单元(3);
2.根据权利要求1所述的一种铝型材加工用定位冲切装置,其特征在于:所述伸缩槽(501)的内壁底部开设有四个均匀分布的滑动槽(303),四个滑动槽(303)的开设方向分别与四个调节槽(302)的开设位置一一对应,伸缩槽(501)内设置有四个抵触块(6),四个抵触块(6)的安装位置分别与四个滑动槽(303)的开设位置一一对应,抵触块(6)的底部通过滑块滑动连接在对应的滑动槽(303)内,抵触块(6)靠近对应的调节槽(302)的一侧开设有辅助凹槽(601)。
3.根据权利要求2所述的一种铝型材加工用定位冲切装置,其特征在于:所述辅助凹槽(601)内设置有两个对称设置的挤压条(602),两个挤压条(602)相互靠近的一侧均固定安装有若干橡胶卡齿(603),抵触块(6)内并位于辅助凹槽(601)的两侧均固定安装有若干呈直线均匀分布的电动推杆(604),电动推杆(604)的伸缩端延伸至辅助凹槽(601)内并与对应的挤压条(602)固定连接,同一辅助凹槽(601)内的两个挤压条(602)之间设置有辅助基座(605),辅助基座(605)的两侧与对应的挤压条(602)上的橡胶卡齿(603)相抵触,辅助基座(605)的侧壁上开设有冲切槽(606)。
4.根据权利要求3所述的一种铝型材加工用定位冲切装置,其特征在于:所述辅助基座(605)远离辅助凹槽(601)内壁的一侧插设有若干均匀分布的辅助弹簧杆(607),辅助弹簧杆(607)的一端固定安装有辅助垫片(608),辅助垫片(608)远离辅助弹簧杆(607)的一侧贯穿辅助基座(605),辅助垫片(608)远离辅助弹簧杆(607)的一侧固定安装有若干防滑条,辅助凹槽(601)的内壁上开设有若干防滑凹槽。
5.根据权利要求2所述的一种铝型材加工用定位冲切装置,其特征在于:所述冲切基座(5)内并位于伸缩槽(501)的下方固定安装有挤压气缸(503),挤压气缸(503)的伸缩端延伸至伸缩槽(501)内并固定安装有矩形结构的挤压柱(504),挤压柱(504)的四面侧壁上均固定安装有倾斜块(505),四个抵触块(6)靠近挤压柱(504)的一侧均固定安装有辅助板(506),辅助板(506)远离抵触块(6)的一侧开设有倾斜面,辅助板(506)上的倾斜面与倾斜块(505)上的倾斜面互为反向设置,辅助板(506)与倾斜块(505)相接触。
6.根据权利要求5所述的一种铝型材加工用定位冲切装置,其特征在于:所述倾斜块(505)的倾斜面上转动安装有辅助滚轴。
7.根据权利要求1所述的一种铝型材加工用定位冲切装置,其特征在于:所述调节基座(4)内并位于冲切基座(5)的两侧均固定安装有调节伸缩杆(403),调节伸缩杆(403)的伸缩端延伸至定位槽(401)内并固定安装有定位板(404),定位板(404)抵触在冲切基座(5)的侧壁上。
8.根据权利要求7所述的一种铝型材加工用定位冲切装置,其特征在于:所述冲切单元(3)的顶部开设有若干插孔(304),冲切单元(3)的上方设置有矩形结构的夹持板(7),夹持板(7)的底部固定安装有若干插杆(701),插杆(701)的安装位置与插孔(304)的开设位置一一对应并相插接,夹持板(7)的顶部开设有夹持槽(702),夹持槽(702)贯通夹持板(7),夹持槽(702)的内壁与安装槽(301)的内壁相齐平,夹持板(7)内开设有四组中空槽(703),中空槽(703)内插设有调节板(704),调节板(704)的一侧固定安装有若干吸盘(705),吸盘(705)远离调节板(704)的一侧贯穿夹持板(7)并与夹持槽(702)的内壁相齐平,夹持板(7)的四面侧壁上均螺纹连接有调节螺杆(706),调节螺杆(706)的一端延伸至对应的中空槽(703)内并与对应的调节板(704)转动连接。
技术总结
本发明涉及铝型材加工技术领域,具体涉及一种铝型材加工用定位冲切装置,包括支撑底座,支撑底座的顶部固定安装有方管型结构的收缩套筒,收缩套筒的内壁底部固定安装有伸缩支架,伸缩支架的顶部固定安装有冲切单元,冲切单元为矩形结构,冲切单元的顶部延伸出收缩套筒,支撑底座的顶部滑动安装有按压机构。发明设计了冲切单元,通过冲切单元可以实现对铝合金方管的四面侧壁上的指定区域内进行任意位置的冲切,提高了铝合金冲切加工的灵活性,提高了效率和精度,同时,可以通过一次按压实现对铝合金方管四面侧壁的同时冲切,进一步提高了铝合金方管的冲切效率。
技术研发人员:徐祺玮,陈伟涛,黄成,陈科
受保护的技术使用者:江苏宏基铝业科技股份有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!