一种车磨通用工装的制作方法
本发明属于零件加工领域,具体涉及一种车磨通用工装。
背景技术:
1、目前,车削、磨削均为机械加工中的主要加工方式,车(磨)削加工中需要使用卡盘或磁力吸盘装夹(吸附)工件。
2、在车削加工中,需要用卡爪夹紧工件,但对于零件结构较为单薄,存在夹紧易变形,或零件精度较高,使用卡爪夹紧不能保证精度要求的问题。而在磨削加工中,需要使用磁力吸盘吸附零件,而对于待加工件为材质为铝合金、不锈钢时,存在磁力吸盘无法吸附住零件的问题。
技术实现思路
1、本发明其目的就在于提供一种车磨通用工装,以解决上述背景技术中的问题。
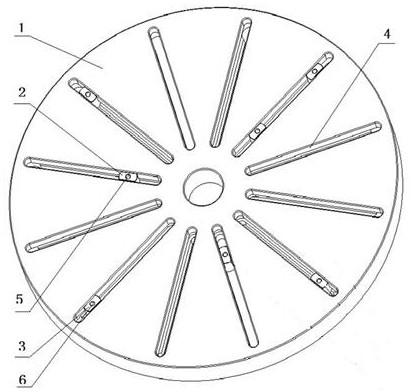
2、为实现上述目的而采取的技术方案是,一种车磨通用工装,包括工装底座、螺钉座、螺孔座,所述工装底座上设有呈径向布置的t型槽,所述螺钉座的中心位置设有定位光孔,所述螺孔座的中心位置设有定位螺纹孔,所述螺钉座和螺孔座均安装于t型槽内,螺钉座和螺孔座的一端均通过螺钉与加工件连接。
3、进一步,所述t型槽包括贯穿工装底座上下端面的直槽,直槽中间位置设有凹槽,所述直槽的一端设有安装孔,所述螺钉座和螺孔座通过安装孔安装至t型槽内。
4、进一步,所述t型槽有12条,12条所述t型槽呈圆周均布在工装底座上。
5、进一步,所述螺钉座的上端面低于工装底座上端面,螺钉座置于t型槽内,所述螺钉座上端通过螺钉与定位面上为螺纹孔的加工件连接,螺钉的一端穿过螺钉座上的定位光孔后与加工件上的螺纹孔连接。
6、进一步,所述螺孔座的下端面高于工装底座下端面,所述螺孔座的下端置于t型槽内,螺孔座的上端通过螺钉与定位面上为光孔的加工件连接,螺钉一端穿过加工件上光孔后与螺孔座上的定位螺纹孔连接。
7、进一步,所述工装底座采用45钢或40cr材质加工为圆形板状结构,工装底座上下端面均通过磨削加工,以提高工装底座上下端面的平行度。
8、有益效果
9、与现有技术相比本发明具有以下优点。
10、1.本发明能够很好地解决车削加工中,卡爪装夹零件易变形的问题;
11、2.本发明能够解决无法用磁力吸盘吸附零件的磨削加工问题。
技术特征:
1.一种车磨通用工装,包括工装底座(1)、螺钉座(2)、螺孔座(3),其特征在于,所述工装底座(1)上设有呈径向布置的t型槽(4),所述螺钉座(2)的中心位置设有定位光孔(5),所述螺孔座(3)的中心位置设有定位螺纹孔(6),所述螺钉座(2)和螺孔座(3)均安装于t型槽(4)内,螺钉座(2)和螺孔座(3)的一端均通过螺钉与加工件连接。
2.根据权利要求1所述的一种车磨通用工装,其特征在于,所述t型槽(4)包括贯穿工装底座(1)上下端面的直槽(7),直槽(7)中间位置设有凹槽(8),所述直槽(7)的一端设有安装孔(9),所述螺钉座(2)和螺孔座(3)通过安装孔(9)安装至t型槽(4)内。
3.根据权利要求1所述的一种车磨通用工装,其特征在于,所述t型槽(4)有12条,12条所述t型槽(4)呈圆周均布在工装底座(1)上。
4.根据权利要求1所述的一种车磨通用工装,其特征在于,所述螺钉座(2)的上端面低于工装底座(1)上端面,螺钉座(2)置于t型槽(4)内,所述螺钉座(2)上端通过螺钉与定位面上为螺纹孔的加工件连接,螺钉的一端穿过螺钉座(2)上的定位光孔(5)后与加工件上的螺纹孔连接。
5.根据权利要求1所述的一种车磨通用工装,其特征在于,所述螺孔座(3)的下端面高于工装底座(1)下端面,所述螺孔座(3)的下端置于t型槽(4)内,螺孔座(3)的上端通过螺钉与定位面上为光孔的加工件连接,螺钉一端穿过加工件上光孔后与螺孔座(3)上的定位螺纹孔(6)连接。
6.根据权利要求1所述的一种车磨通用工装,其特征在于,所述工装底座(1)采用45钢或40cr材质加工为圆形板状结构,工装底座(1)上下端面均通过磨削加工,以提高工装底座(1)上下端面的平行度。
技术总结
本发明公开了一种车磨通用工装,包括工装底座、螺钉座、螺孔座,所述工装底座上设有呈径向布置的T型槽,所述螺钉座的中心位置设有定位光孔,所述螺孔座的中心位置设有定位螺纹孔,所述螺钉座和螺孔座均安装于T型槽内,螺钉座和螺孔座的一端均通过螺钉与加工件连接。本发明通过在工装底座上预留T型槽以及螺钉座和螺孔座,能够将加工件安装在工装上,并用螺钉紧固;其能够解决车床加工中,使用卡爪夹紧加工件容易发生变形,以及在磨床加工中,加工件材质无法用磁力吸盘吸附的问题。
技术研发人员:钟志伟,杨华,江训协
受保护的技术使用者:九江精密测试技术研究所
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!