一种液压组件用激光切割机及其智能控制系统的制作方法
本发明涉及激光切割领域,具体涉及一种液压组件用激光切割机及其智能控制系统。
背景技术:
1、液压组件一般由动力元件、控制元件和执行元件组成,其中,动力元件通常是指液压泵,液压泵的作用是将原动机的机械能转换成液体的压力能;液压泵主要由泵体、泵轴、叶轮、密封件和进出口阀等结构组成;其中,泵体是液压泵的主体结构,其他的结构都需要安装在泵体上。
2、液压泵的泵体通常是将长方体的铸铁材料的四个侧壁进行打磨;打磨后按照需要的长度对长方体铸铁材料进行切割,得到多个泵体胚料,再将泵体胚料的切割面进行打磨,再在各面涂覆腐蚀漆,得到泵体成品。
3、但是,若多个长方体铸铁材料一起切割,由于长方体铸铁材料未经打磨的两个面表面不平整,若直接切割,会导致切割下来的泵体胚料将不平正的部分打磨后,部分泵体胚料不符合尺寸要求,导致铸铁材料的浪费;若切割前对长方体铸铁材料进行打磨,由于各长方体铸铁材料的不平整程度不一样,需要对各长方体铸铁材料一一打磨,花费时间较长,切割效率低。
技术实现思路
1、本发明的目的在于提供一种液压组件用激光切割机及其智能控制系统,解决以下技术问题:
2、如何一次切割多个长方体铸铁材料且不浪费铸铁材料。
3、本发明的目的可以通过以下技术方案实现:
4、一种液压组件用激光切割机,包括机架;
5、还包括设置在所述机架的上端的若干个切割台;
6、所述切割台包括固定台和移动台;
7、所述固定台与机架固定连接,所述移动台滑动设置在所述固定台上;
8、所述机架的一端固定连接有若干个用于检测对应移动台上的长方体铸铁材料端部的平整程度的检测组件;
9、所述移动台与固定台之间设置有调节组件;所述调节组件用于调节移动台的位置;
10、所述机架的上方设置有移动激光切割机;
11、所述移动台上设置有用于固定对应所述移动台上的所述长方体铸铁材料的固定组件。
12、作为本发明进一步的方案:所述调节组件包括安装板、第一电机、一号齿条和一号齿轮;
13、所述移动台的下方固定连接有安装板;所述固定台内部中空且上方开设有配合安装板滑动连接的开口;所述安装板的一侧固定连接有第一电机;所述固定台的底部上表面固定连接有一号齿条;所述安装板上转动连接有一号齿轮;所述一号齿轮和一号齿条啮合配合;所述第一电机的输出端与一号齿轮之间传动连接有减速单元;
14、作为本发明进一步的方案:所述减速单元包括二号齿轮,
15、所述二号齿轮转动连接在安装板上;所述第一电机的输出端与二号齿轮固定连接;所述二号齿轮与一号齿轮啮合配合,且二号齿轮的齿数小于一号齿轮的齿数;
16、作为本发明进一步的方案:所述固定组件包括第一通孔和抽气泵;
17、所述移动台的内设空腔;所述移动台的顶部开设有若干个第一通孔;所述移动台一侧连通有抽气泵;
18、作为本发明进一步的方案:所述固定组件还包括多个限位板、限位方孔和限位槽;
19、所述移动台上对称插嵌连接有若干个限位板;所述移动台的顶部开设有配合限位板插嵌连接的限位方孔,所述移动台的底部开设有配合限位板插嵌连接的限位槽;所述限位槽和限位板的底部设置有弹簧;所述弹簧的一端与限位槽固定连接,弹簧的另一端与限位板的底部固定连接;
20、作为本发明进一步的方案:所述限位板的上端开设有若干个第二通孔;
21、作为本发明进一步的方案:所述检测组件包括移动激光测距仪;
22、所述移动激光测距仪固定连接在机架的一端,且位于移动台的一侧。
23、一种液压组件用激光切割机智能控制系统,所述智能控制系统包括:
24、检测组件,用于获取对应的长方体铸铁材料端部各点的直线距离;
25、处理模块,与检测组件电性连接,对检测组件获取的检测数据进行处理后得到各长方体铸铁材料的不平整部分长度;
26、控制模块,与调节组件、处理模块和移动激光切割机电性连接,控制模块用于根据处理模块各长方体铸铁材料的不平整部分长度控制对应的调节组件将移动台靠近检测组件的端部移动至对应的位置,
27、调节组件,调节移动台的位置。
28、本发明的有益效果:
29、(1)为了一次可以切割多个长方体铸铁材料且不浪费铸铁材料,通过在每个移动台上放置一个长方体铸铁材料,检测组件获取对应的长方体铸铁材料端部的监测数据;检测组件将检测数据发送给处理模块;处理模块经计算得出各长方体铸铁材料不平整的部分长度为l0,通过控制模块设置移动激光切割机的初始切割位置为0,控制模块控制各调节组件调节各切割台靠近检测组件的端部移动至对应的-l0的位置;控制模块通过电性连接启动移动激光切割机;移动激光切割机先将各长方体铸铁材料不平整的部分一起切割掉,无需一个一个进行切割,且自动根据设定的切割次数和间隔长度,切割剩下的长方体铸铁材料,不会造成铸铁材料浪费;
30、(2)为了确保不同型号的长方体铸铁材料都可以在摆放时,平行于移动台,限位板与移动台平行布置;对称的限位板之间的距离与各型号的长方体铸铁材料尺寸对应;将长方体铸铁材料放置在对称的限位板之间,较大的长方体铸铁材料放置在移动台对应间距的一对限位板之间,会将间距较小的限位板的上端压入限位槽和限位方孔中,再通过抽气泵和第一通孔将长方体铸铁材料负压在移动台上;
31、(3)当较小的长方体铸铁材料位于中间的一对限位板之间;限位板的上端没有被长方体铸铁材料压入限位槽和限位方孔中,限位板的下端位于限位槽中;各限位板将移动台的空腔分隔成若干个独立空腔;由于抽气泵位于移动台的中部,因此抽气泵工作时,仅能在中间的空腔内形成负压;两侧的空腔无法形成负压,可适当减小抽气泵的功率,降低能耗;当较大的长方体铸铁材料位于合适间距一对限位板之间;较大的长方体铸铁材料将中间的限位板的上端被较大的长方体铸铁材料压入限位槽和限位方孔中,第二通孔位于移动台的空腔内,第二通孔两侧的空腔连通,使较大的长方体铸铁材料负压在移动台上;可增加抽气泵的功率,根据长方体铸铁材料的大小不同可自动调节移动台内受到负压空腔大小,再根据负压空腔的大小调节抽气泵的功率,节约能耗。
32、附图说明
33、下面结合附图对本发明作进一步的说明。
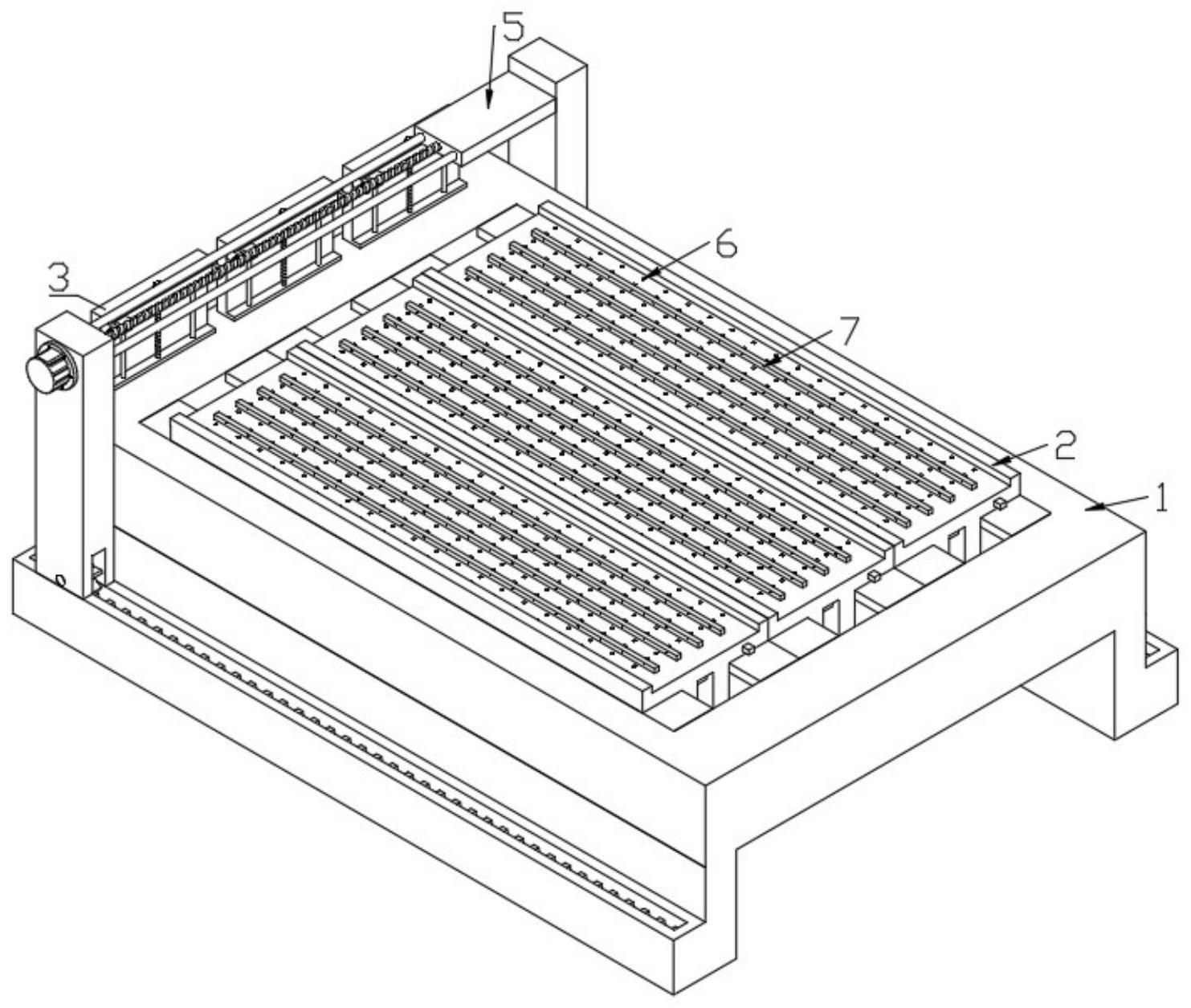
34、图1为本发明一种实施例的主体结构示意图;
35、图2为本发明一种实施例的机架结构示意图;
36、图3为本发明一种实施例的切割台结构示意图;
37、图4为本发明一种实施例的切割台结构爆炸图;
38、图5为本发明一种实施例的切割台结构爆炸剖视图;
39、图6为本发明一种实施例的移动台结构爆炸图;
40、图7为本发明一种实施例的移动台结构剖视图;
41、图8为本发明一种实施例的检测组件结构图。
技术特征:
1.一种液压组件用激光切割机,包括机架(1),其特征在于,还包括设置在所述机架(1)的上端的若干个切割台(2);
2.根据权利要求1所述的一种液压组件用激光切割机其特征在于,所述调节组件(4)包括安装板(41)、第一电机(42)、一号齿条(43)和一号齿轮(44);
3.根据权利要求2所述的一种液压组件用激光切割机,其特征在于,所述减速单元包括二号齿轮(45),
4.根据权利要求1所述的一种液压组件用激光切割机,其特征在于,所述固定组件(6)包括第一通孔(61)和抽气泵(62);
5.根据权利要求4所述的一种液压组件用激光切割机,其特征在于,所述固定组件(6)还包括多个限位板(63)、限位方孔(64)和限位槽(65);
6.根据权利要求5所述的一种液压组件用激光切割机,其特征在于,所述限位板(63)的上端开设有若干个第二通孔(7)。
7.根据权利要求1所述的一种液压组件用激光切割机,其特征在于,所述检测组件(3)包括移动激光测距仪;
8.一种液压组件用激光切割机智能控制系统,适用于权利要求1-7任一所述的一种液压组件用激光切割机,其特征在于,所述智能控制系统包括:
技术总结
本发明涉及激光切割领域,公开了一种液压组件用激光切割机及其智能控制系统,包括机架;包括干个切割台;所述切割台包括固定台和移动台;所述固定台与机架固定连接,所述移动台滑动设置在所述固定台上;所述机架的一端固定连接有若干个的检测组件;所述移动台与固定台之间设置有调节组件;所述机架的上方设置有移动激光切割机;所述移动台上设置有固定组件,通过检测组件获取对应的长方体铸铁材料端部的平整程度;处理模块经计算得出各长方体铸铁材料不平整长度为L<subgt;0</subgt;,控制模块控制各调节组件带动各移动台移动至对应的‑L<subgt;0</subgt;的位置;移动激光切割机先将各长方体铸铁材料不平整的部分一起切割掉,无需一个一个进行切割,且不会造成铸铁材料浪费。
技术研发人员:袁俊华,黄世安
受保护的技术使用者:江西中力达动力液压科技有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!