加工定位方法、装置及计算机可读存储介质与流程
本申请涉及激光加工,特别涉及一种加工定位方法、装置及计算机可读存储介质。
背景技术:
1、激光切割设备在切割板材之前,通常需要进行寻边,以确定切割头在板材上的起始加工位置,以便提高加工精度。激光切割所使用的板材的形状有矩形的,也有平行四边形的。
2、现阶段,在对板材切割之前进行寻边时,通常都会采用视觉组件定位板材的顶点或边界,以进行辅助寻边。然而由于增加视觉组件,导致激光切割设备的制造成本较高。
技术实现思路
1、本申请实施例提供一种加工定位方法、装置及计算机可读存储介质,能降低激光切割设备的制造成本。
2、为实现上述目的,第一方面,本申请实施例提供一种加工定位方法,定义平行四边形板材的四个顶点分别为a、b、c和d,ad与ab相交,ab为短边,x轴与ad平行,y轴与ad垂直;所述加工定位方法包括以下步骤:
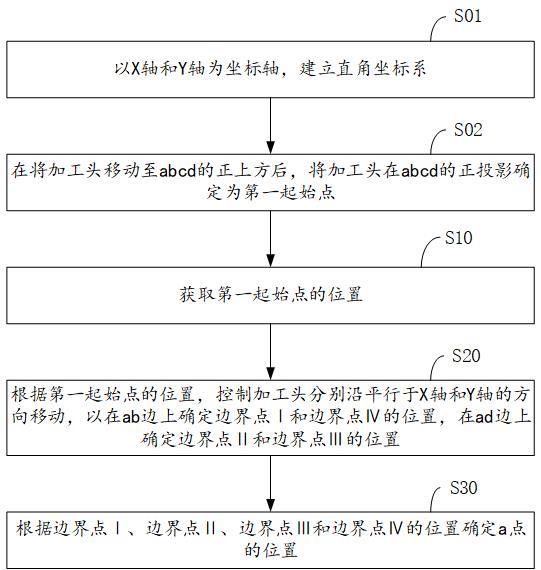
3、获取第一起始点的位置;其中,所述第一起始点位于abcd内,且所述第一起始点与a点的间距小于1/5ab;
4、根据所述第一起始点的位置,控制加工头分别沿平行于x轴和y轴的方向移动,以在ab边上确定边界点ⅰ和边界点ⅳ的位置,在ad边上确定边界点ⅱ和边界点ⅲ的位置;
5、根据所述边界点ⅰ、所述边界点ⅱ、所述边界点ⅲ和所述边界点ⅳ的位置确定a点的位置。
6、在第一方面的一些可能的实施方式中,所述根据所述第一起始点的位置,控制加工头分别沿平行于x轴和y轴的方向移动,以在ab边上确定边界点ⅰ和边界点ⅳ的位置,在ad边上确定边界点ⅱ和边界点ⅲ的位置的步骤包括:
7、控制所述加工头以所述第一起始点的正上方为起点,沿所述x轴的负方向移动,以在ab边上确定所述边界点ⅰ的位置;
8、控制所述加工头以所述第一起始点的正上方为起点,沿所述y轴的负方向移动,以在ad边上确定所述边界点ⅱ的位置;
9、控制所述加工头经过所述第一起始点的正上方以沿所述x轴的正方向移动,以确定第二起始点,再控制所述加工头以所述第二起始点的正上方为起点,沿所述y轴的负方向移动,以在ad边上确定所述边界点ⅲ的位置;
10、控制所述加工头经过所述第二起始点的正上方以沿所述y轴的正方向移动,以确定第三起始点,再控制所述加工头以所述第三起始点的正上方为起点,沿所述x轴的负方向移动,以在ab边上确定所述边界点ⅳ的位置。
11、在第一方面的一些可能的实施方式中,所述板材的长边为ad;在所述板材上加工零件的区域总长度为l,总宽度为h;所述控制所述加工头经过所述第一起始点的正上方以沿所述x轴的正方向移动,以确定第二起始点的步骤包括:
12、控制所述加工头经过所述第一起始点的正上方以沿所述x轴的正方向移动;
13、将距离所述边界点ⅰ0.35l-0.5l的位置确定为所述第二起始点。
14、在第一方面的一些可能的实施方式中,所述控制所述加工头经过所述第二起始点的正上方以沿所述y轴的正方向移动,以确定第三起始点的步骤包括:
15、控制所述加工头经过所述第二起始点的正上方以沿所述y轴的正方向移动;
16、将距离所述边界点ⅲ0.01h-h的位置确定为所述第三起始点。
17、在第一方面的一些可能的实施方式中,所述边界点ⅰ与所述第二起始点的间距为0.5l;
18、所述边界点ⅲ与所述第三起始点的间距为0.8h。
19、在第一方面的一些可能的实施方式中,所述获取第一起始点的位置的步骤之前还包括:
20、以所述x轴和所述y轴为坐标轴,建立直角坐标系;
21、在将所述加工头移动至abcd的正上方后,将所述加工头在abcd的正投影确定为第一起始点。
22、在第一方面的一些可能的实施方式中,所述根据所述边界点ⅰ、所述边界点ⅱ、所述边界点ⅲ和所述边界点ⅳ的位置确定a点的位置的步骤包括:
23、根据所述边界点ⅰ和所述边界点ⅳ的位置确定直线ab;
24、根据所述边界点ⅱ和所述边界点ⅲ的位置确定直线ad;
25、根据直线ab和直线ad确定a点的位置。
26、在第一方面的一些可能的实施方式中,所述根据所述边界点ⅰ、所述边界点ⅱ、所述边界点ⅲ和所述边界点ⅳ的位置确定a点的位置的步骤之后,还包括:
27、获取第一补偿距离和第二补偿距离;
28、根据所述第一补偿距离和所述第二补偿距离确定加工起始点。
29、在第一方面的一些可能的实施方式中,所述加工头上设置有电容传感器,所述电容传感器用于检测所述加工头与所述板材之间的电压变化量;所述在ab边上确定边界点ⅰ和边界点ⅳ的位置,在ad边上确定边界点ⅱ和边界点ⅲ的位置的步骤包括:
30、获取所述电容传感器检测到的电压变化量;
31、判断所述电压变化量是否大于预设电压;
32、若是,在ab边上确定所述边界点ⅰ和所述边界点ⅳ的位置,在ad边上确定所述边界点ⅱ和所述边界点ⅲ的位置。
33、第二方面,本申请实施例提供一种加工定位装置,所述加工定位装置包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述计算机程序被所述处理器执行时实现如上述任一项技术方案所述的加工定位方法的步骤。
34、第三方面,本申请实施例提供一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如上述任一项技术方案所述的加工定位方法的步骤。
35、本申请实施例提供的加工定位方法、装置及计算机可读存储介质,通过获取第一起始点的位置的位置,再根据第一起始点的位置,控制加工头分别沿平行于x轴和y轴的方向多次移动,以在ab边上确定边界点ⅰ和边界点ⅳ的位置,在ad边上确定边界点ⅱ和边界点ⅲ的位置;最后再根据边界点ⅰ、边界点ⅱ、边界点ⅲ和边界点ⅳ的位置确定a点的位置;不需要设置视觉检测组件,可以降低制造成本。
技术特征:
1.一种加工定位方法,其特征在于,定义平行四边形板材的四个顶点分别为a、b、c和d,ad与ab相交,ab为短边,x轴与ad平行,y轴与ad垂直;所述加工定位方法包括以下步骤:
2.如权利要求1所述的加工定位方法,其特征在于,所述根据所述第一起始点的位置,控制加工头分别沿平行于x轴和y轴的方向移动,以在ab边上确定边界点ⅰ和边界点ⅳ的位置,在ad边上确定边界点ⅱ和边界点ⅲ的位置的步骤包括:
3.如权利要求2所述的加工定位方法,其特征在于,所述板材的长边为ad;在所述板材上加工零件的区域总长度为l,总宽度为h;所述控制所述加工头经过所述第一起始点的正上方以沿所述x轴的正方向移动,以确定第二起始点的步骤包括:
4.如权利要求3所述的加工定位方法,其特征在于,所述控制所述加工头经过所述第二起始点的正上方以沿所述y轴的正方向移动,以确定第三起始点的步骤包括:
5.如权利要求4所述的加工定位方法,其特征在于,所述边界点ⅰ与所述第二起始点的间距为0.5l;
6.如权利要求1所述的加工定位方法,其特征在于,所述获取第一起始点的位置的步骤之前还包括:
7.如权利要求1所述的加工定位方法,其特征在于,所述根据所述边界点ⅰ、所述边界点ⅱ、所述边界点ⅲ和所述边界点ⅳ的位置确定a点的位置的步骤包括:
8.如权利要求1所述的加工定位方法,其特征在于,所述根据所述边界点ⅰ、所述边界点ⅱ、所述边界点ⅲ和所述边界点ⅳ的位置确定a点的位置的步骤之后,还包括:
9.如权利要求1所述的加工定位方法,其特征在于,所述加工头上设置有电容传感器,所述电容传感器用于检测所述加工头与所述板材之间的电压变化量;所述在ab边上确定边界点ⅰ和边界点ⅳ的位置,在ad边上确定边界点ⅱ和边界点ⅲ的位置的步骤包括:
10.一种加工定位装置,其特征在于,所述加工定位装置包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述计算机程序被所述处理器执行时实现如权利要求1至9中任一项所述的加工定位方法的步骤。
11.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如权利要求1至9任一项所述的加工定位方法的步骤。
技术总结
本申请适用于激光加工技术领域,提供一种加工定位方法、装置及计算机可读存储介质,该加工定位方法包括获取第一起始点的位置的位置;根据第一起始点的位置,控制加工头分别沿平行于X轴和Y轴的方向移动,以在ab边上确定边界点Ⅰ和边界点Ⅳ的位置,在ad边上确定边界点Ⅱ和边界点Ⅲ的位置;根据边界点Ⅰ、边界点Ⅱ、边界点Ⅲ和边界点Ⅳ的位置确定a点的位置。本申请实施例在确定a点位置时,不需要设置视觉检测组件,可以降低制造成本。
技术研发人员:杨子杰,梁德垣,许先孟,蔡建平,胡瑞
受保护的技术使用者:大族激光智能装备(江苏)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!