表带触指的冲压方法及表带触指与流程
本申请涉及机械制造,特别是涉及一种表带触指的冲压方法及表带触指。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法。冲压和锻造同属塑性加工,合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品。
2、冲压工艺凭借高效、低廉的优势被广泛应用于表带触指的加工流程。然而。采用传统的冲压工艺所生产的表带触指难以应对高频次的插拔工况。这是由于传统的冲压工艺没有针对不锈钢带齿形结构发成扭转运动的实际工况做出优化。为了解决传统的冲压工艺所生产的表带触指难以应对高频次的插拔工况的缺陷,本申请提出一种表带触指的冲压方法及表带触指。
技术实现思路
1、基于此,有必要针对传统的冲压工艺所生产的表带触指难以应对高频次的插拔工况的缺陷,本申请提出一种表带触指的冲压方法及表带触指。
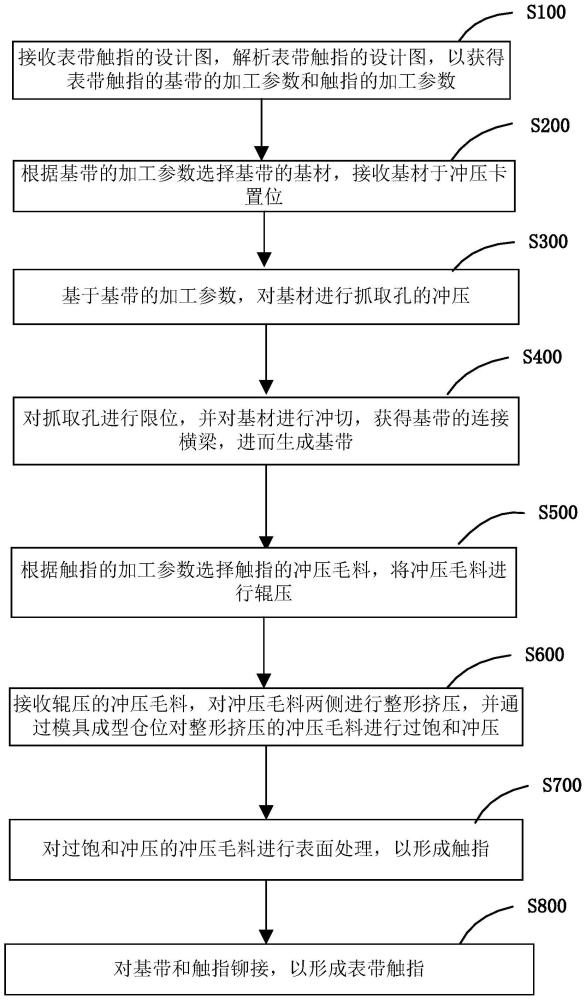
2、本申请提供一种表带触指的冲压方法,包括:
3、接收表带触指的设计图,解析表带触指的设计图,以获得表带触指的基带加工参数和触指加工参数;
4、根据基带加工参数选择基带的基材,接收基材于冲压卡置位;
5、基于基带加工参数,对基材进行抓取孔的冲压;所述抓取孔用于加工时的定位抓取,同时也用于基带与触指铆接时的点位冲压加固;
6、对抓取孔进行限位,并对基材进行冲切,获得基带的连接横梁,进而生成基带;
7、根据触指加工参数选择触指的冲压毛料,将冲压毛料进行辊压;
8、接收辊压的冲压毛料,对冲压毛料两侧进行整形挤压,并通过模具成型仓位对整形挤压的冲压毛料进行过饱和冲压;
9、对过饱和冲压的冲压毛料进行表面处理,以形成触指;
10、对基带和触指铆接,以形成表带触指。
11、本申请还提供一种表带触指,包括:
12、基带,所述基带设置有多个开槽孔、多个抓取孔,所述基带包括连接横梁,所述抓取孔分布于所述基带的边缘,所述抓取孔还分布于连接横梁,所述连接横梁设置于相邻的所述开槽孔之间;
13、触指,包括本体和连接部,所述本体和所述连接部固定连接,所述连接部与所述连接横梁铆接。
14、本申请涉及一种表带触指的冲压方法及表带触指。冲压工艺分为两个主要步骤,其一是弹性不锈钢基带冲压成型。其二为导电紫铜触指冲压。这个部件需要分别冲压后再进行铆接组合。不锈钢基带冲压模具的设计需要结合后期触指紫铜触指的铆接和铆接后整体触指角度整合两个步骤,最终形成级进模设计。在设计初期可以单独设计不锈钢带冲压模具,再单独设计触指叶片和不锈钢带的铆接模具。在制样测试性能达标后,再将基带模具与最后铆接模具整合成一体级进模,便于后期稳定的批量生产。具体的,对抓取孔进行限位,并对基材进行冲切,获得基带的连接横梁,进而生成基带。这一步骤,为铆合后的触指提供扭转弹性。因此连接横梁位置的尺寸宽度直接决定表带触指成型后触指的叶片的以及触指叶片对接触面的正向压力大小。此处位置的冲压尺寸精度必须得到良好的控制。当横梁宽度过大时,可以提供更好扭力,使表带触指叶片具有更好的正向压力,但同时也会造成连接器插拔力过大,导致镀层快速磨损,大大降低连接器插拔使用寿命。反之横梁宽度尺寸过小,可以有效降低表带触指叶片的扭力,减小触指叶片和导电面的正向压力,但会使接触电阻升高,直接影响温升指标。所以需要接收表带触指的设计图,解析表带触指的设计图,以获得表带触指的基带加工参数和触指加工参数。
技术特征:
1.一种表带触指的冲压方法,其特征在于,包括:
2.根据权利要求1所述的一种表带触指的冲压方法,其特征在于,所述接收表带触指的设计图,解析表带触指的设计图,以获得表带触指的基带加工参数和触指加工参数,包括:
3.根据权利要求2所述的一种表带触指的冲压方法,其特征在于,所述接收表带触指的设计图,解析表带触指的设计图,以获得表带触指的基带加工参数和触指加工参数,还包括:
4.根据权利要求3所述的一种表带触指的冲压方法,其特征在于,所述对抓取孔进行限位,并对基材进行冲切,获得基带的连接横梁,进而生成基带,包括:
5.根据权利要求4所述的一种表带触指的冲压方法,其特征在于,所述对抓取孔进行限位,并对基材进行冲切,获得基带的连接横梁,进而生成基带,还包括:
6.根据权利要求5所述的一种表带触指的冲压方法,其特征在于,所述对抓取孔进行限位,并对基材进行冲切,获得基带的连接横梁,进而生成基带,还包括:
7.根据权利要求6所述的一种表带触指的冲压方法,其特征在于,所述接收辊压的冲压毛料,对冲压毛料两侧进行整形挤压,并通过模具成型仓位对整形挤压的冲压毛料进行过饱和冲压,包括:
8.根据权利要求7所述的一种表带触指的冲压方法,其特征在于,所述接收辊压的冲压毛料,对冲压毛料两侧进行整形挤压,并通过模具成型仓位对整形挤压的冲压毛料进行过饱和冲压,还包括:
9.根据权利要求8所述的一种表带触指的冲压方法,其特征在于,所述接收辊压的冲压毛料,对冲压毛料两侧进行整形挤压,并通过模具成型仓位对整形挤压的冲压毛料进行过饱和冲压,还包括:
10.一种表带触指,其特征在于,包括:
技术总结
本申请涉及一种表带触指的冲压方法及表带触指。冲压工艺分为两个主要步骤,其一是弹性不锈钢基带冲压成型。其二为导电紫铜触指冲压。这个部件需要分别冲压后再进行铆接组合。不锈钢基带冲压模具的设计需要结合后期触指紫铜触指的铆接和铆接后整体触指角度整合两个步骤,最终形成级进模设计。在设计初期可以单独设计不锈钢带冲压模具,再单独设计触指叶片和不锈钢带的铆接模具。在具体工作时,接收表带触指的设计图,解析表带触指的设计图,以获得表带触指的基带加工参数和触指加工参数,对抓取孔进行限位,并对基材进行冲切,获得基带的连接横梁,进而生成基带。有效的解决了表带触指难以应对高频次的插拔工况的缺陷。
技术研发人员:刘超,赵峰
受保护的技术使用者:杭州首连电气有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!