一种侧墙单元组焊工装及焊接方法与流程
本发明涉及轨道机车,具体涉及一种侧墙单元组焊工装及焊接方法。
背景技术:
1、轨道交通铝合金侧墙单元一般由几块侧墙板型材拼接出设定的轮廓,配合带有同样轮廓的侧墙立柱组成侧墙单元的主体,并在其上焊接所需的安装接口等小附件。由于侧墙是车体的第一视觉外观面,故而对侧墙单元的轮廓度、直线度、平面度等外观要求非常严格,为保证侧墙板间焊缝的质量稳定性,现多数侧墙板采用自动焊进行焊接,部分采用搅拌摩擦进行焊接,侧墙板焊接完毕后进行窗口等外形加工,加工后进行立柱及附件的组装。由于车体的门宽有严格的尺寸要求,故而侧墙单元的宽度尺寸必须控制在要求的公差范围内,以保证后车门的顺利组装。
2、由于每节车侧墙单元数量大多为10块左右,相对而言侧墙单元数量较多,现今主流的组焊方案为设置两个组焊工位,一个侧墙板组焊工位,一个侧墙单元组焊工位,侧墙板焊接工位需布置在具备自动焊系统的标准台位上,侧墙单元组焊工位单独布局设置。
3、此方案在应对大批量时较为合适,但是现今经常会有试验车、模型车等小批量项目,在工装不能通用的前提下如果采用上述方案则容易造成试制成本的大幅增加,并且占用生产场地资源。
技术实现思路
1、本发明的目的在于提供一种侧墙单元组焊工装及焊接方法,以解决上述背景技术中提出的问题和缺陷的至少一个方面。
2、为实现上述目的,本发明提供如下技术方案:
3、一种侧墙单元组焊工装及焊接方法,包括:
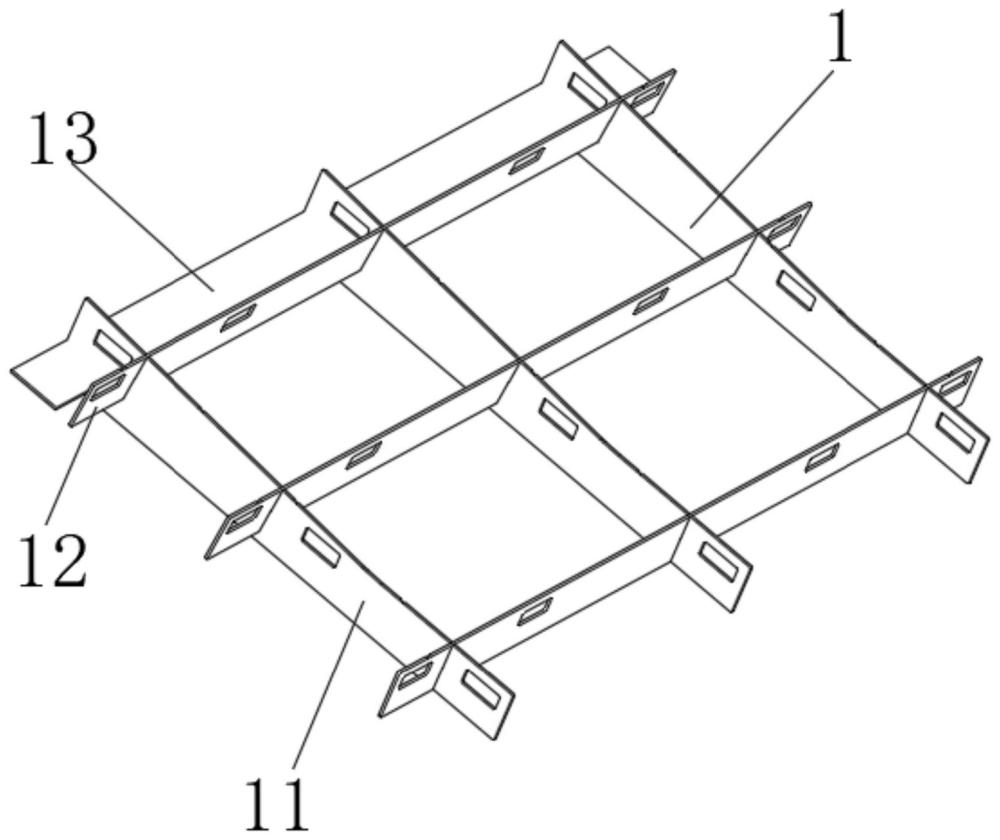
4、正向焊接工装,所述正向焊接工装包括若干个正面纵向仿形板、若干个正面横向连接板、第一平齐控制板构成,若干个正面纵向仿形板卡接有若干个正面横向连接板,若干个正面纵向仿形板一侧卡接有第一平齐控制板;
5、反向焊接工装,所述反向焊接工装包括若干个反面纵向仿形板、若干个反面横向连接板、第二平齐控制板构成,若干个反面纵向仿形板卡接有若干个反面横向连接板,若干个反面纵向仿形板一侧卡接有第二平齐控制板。
6、作为本发明进一步的方案:所述正面纵向仿形板以及反面纵向仿形板上部一侧均设置有若干个u型材避让孔。
7、作为本发明进一步的方案:所述正面纵向仿形板和反面纵向仿形板一侧均设置有第二缺口,所述第二缺口上均卡接有第一平齐控制板或第二平齐板。
8、作为本发明进一步的方案:所述正面纵向仿形板以及反面纵向仿形板上部一侧均设置有半圆避让孔。
9、作为本发明进一步的方案:所述一种侧墙单元组焊工装的焊接方法,包括如下步骤,
10、s1、段焊准备,将侧墙板装入正向焊接工装内,调整位置产品轮廓与正向焊接工装轮廓吻合,使用f夹在侧墙板的四个角落位置进行夹紧固定,然后对侧墙板进行段焊,段焊长度为40mm,对侧墙板进行固定;
11、s2、侧面段焊,将正面焊完的侧墙板翻边后放入反面组焊工装上,使用f夹对侧墙板四角进行夹紧后直接进行自动焊;
12、s3、侧墙单元组焊,将侧墙板及侧墙立柱放入正面组焊工装上,调整产品使其与正面组焊工装贴合对准,调整侧墙立柱与侧墙板插接间隙,保证间隙在2-3mm,进行点焊固定;
13、s4、侧墙立柱与侧墙板组焊,在侧墙立柱与侧墙板正面插接焊缝处均布设置5-6处段焊,弯弧位置必须设置一处段焊,段焊长度为100mm;
14、s5、反面焊接固定,将正面段焊完毕的侧墙单元翻边后放入反面组焊工装内,并进行夹紧,先段焊5-6处;
15、s6、再次段焊,正面焊缝焊接侧墙单元再次翻边后放入正面组焊工装内,使用f夹夹紧后完成正面焊缝的焊接。
16、相比现有技术,本发明根据产品的轮廓设置与之配合正向焊接工装以及反向焊接工装,以保证产品落入工装后贴合紧密,方便后续进行有效的夹紧,正面纵向仿形板与正面横向连接板以及反面纵向仿形板与反面横向连接板之间采用插接,通过设计插接缺口的宽度及深度,保证插接的通畅性及插接后上表面的平整度,通过u型材避让孔,既可以作为f夹夹紧点,又可作为吊点,同时在焊缝位置设置半圆孔进行避让,以避免焊缝干涉影响产品与工装贴平;
17、现有技术中,正向焊接工装以及反向焊接工装在组装时主要需正面纵向仿形板与正面横向连接板以及反面纵向仿形板与反面横向连接板之间采用插接插接上表面的平齐,无台阶,可以通过对插接缺口尺寸的控制来有效的保证插接效果;若干个正面纵向仿形板以及反面纵向仿形板端部需平齐,以保证侧墙单元落装后贴平,通过添加第一平齐控制板以及第二平齐控制板来进行控制,并且增加工装整体的刚性;
18、在本发明中,本侧墙单元组焊工装结构简单、工装生产快捷、成本费用低廉、可灵活调整布局;在应对小批量试制项目时优点凸出,能有效保证产品的质量,大幅的降低工艺工装准备周期,节约试制周期及成本。
技术特征:
1.一种侧墙单元组焊工装,其特征在于,包括:
2.根据权利要求1所述的一种侧墙单元组焊工装,其特征在于,所述正面纵向仿形板(11)以及反面纵向仿形板(21)均设置有第一缺口(3),所述第一缺口(3)上均卡接有正面横向连接板(12)或反向横向连接板(22)。
3.根据权利要求1所述的一种侧墙单元组焊工装,其特征在于,所述正面纵向仿形板(11)和反面纵向仿形板(21)一侧均设置有第二缺口(4),所述第二缺口(4)上均卡接有第一平齐控制板(13)或第二平齐控制板(23)。
4.根据权利要求3所述的一种侧墙单元组焊工装,其特征在于,所述正面纵向仿形板(11)以及反面纵向仿形板(21)上部一侧均设置有若干个u型材避让孔(5)。
5.根据权利要求4所述的一种侧墙单元组焊工装,其特征在于,所述正面纵向仿形板(11)以及反面纵向仿形板(21)上部一侧均设置有半圆避让孔(6)。
6.如权利要求1至5任意一项所述一种侧墙单元组焊工装的焊接方法,其特征在于,包括如下步骤,
技术总结
本发明公开了一种侧墙单元组焊工装及焊接方法,属于轨道机车技术领域,包括正向焊接工装,正向焊接工装包括若干个正面纵向仿形板、若干个正面横向连接板、第一平齐控制板构成,若干个正面纵向仿形板卡接有若干个正面横向连接板,若干个正面纵向仿形板一侧卡接有第一平齐控制板;反向焊接工装包括若干个反面纵向仿形板、若干个反面横向连接板、第一平齐控制板构成,若干个反面纵向仿形板卡接有若干个反面横向连接板,若干个反面纵向仿形板一侧卡接有第二平齐控制板,本侧墙单元组焊工装结构简单、工装生产快捷,在应对小批量试制项目时优点凸出,有效保证产品的质量,大幅的降低工艺工装准备周期。
技术研发人员:周强,王振,张航
受保护的技术使用者:湖南联诚轨道装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!