一种手机中板自动冲切的收料装置及收料方法与流程
本发明涉及手机中板加工,具体是涉及一种手机中板自动冲切的收料装置及收料方法。
背景技术:
1、手机一般包括面板、中板和底板,中板用于安装电路板、电池。
2、现有技术中,手机中板的生产过程是:首先利用压铸模制得铸件,铸件由连接的料头、产品、料尾组成,然后人工将料头和料尾去除、制得产品,这种加工方式存在以下不足:生产效率低、产品收集不便、人工成本高。
技术实现思路
1、为了克服现有技术中存在的缺点和不足,本发明的第一个目的在于提供一种手机中板自动冲切的收料装置。
2、为实现上述目的,本发明的技术方案如下:
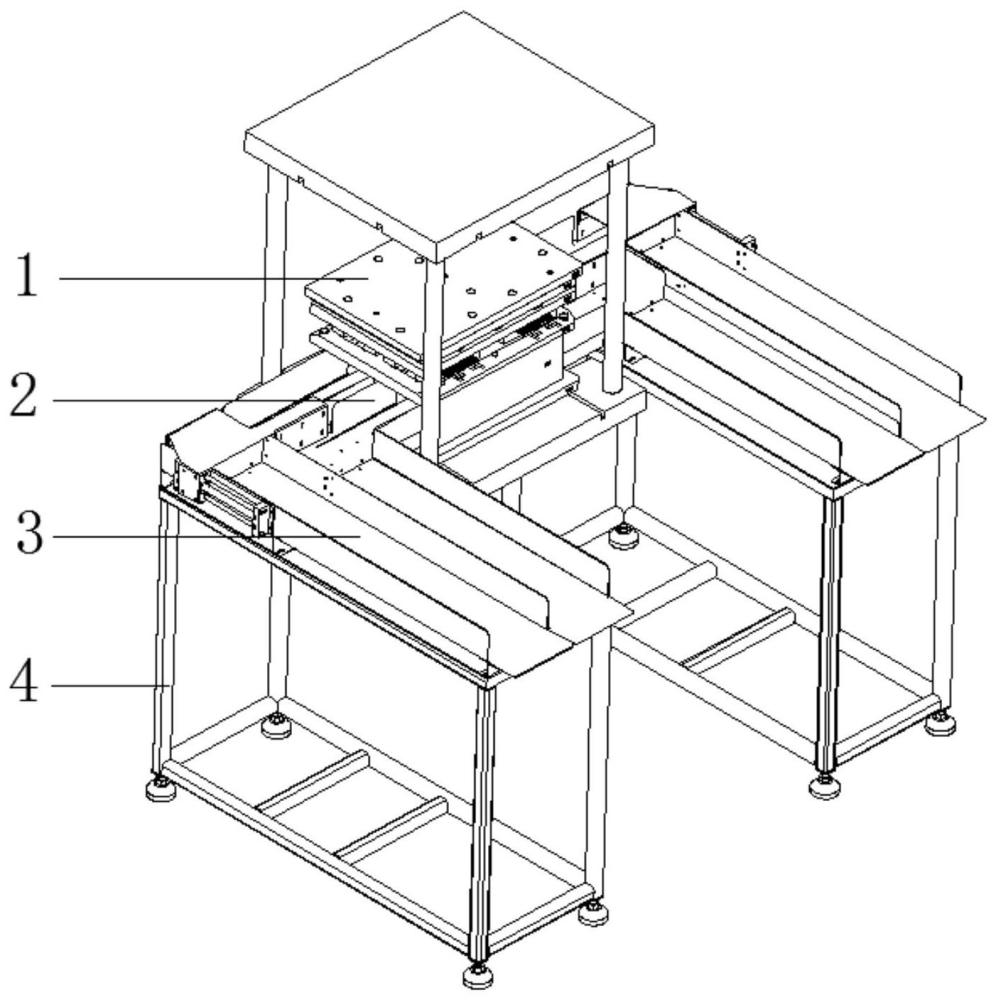
3、一种手机中板自动冲切的收料装置,包括冲切机构和接料机构,所述冲切机构包括冲头和落料孔,所述冲头能够在铸件上分离出手机中板,所述接料机构包括第一通道和第一推料结构,所述第一通道的进料端位于所述落料孔的下方,所述第一推料结构与所述第一通道滑动连接、能够将位于所述第一通道的进料端的手机中板推送至所述第一通道的出料端。
4、优选的,所述接料结构还包括第二通道和第二推料结构,所述落料孔包括与所述第一通道对应的第一孔位和与所述第二通道对应的第二孔位,所述第二推料结构与所述第二通道滑动连接、能够将位于所述第二通道的进料端的手机中板推送至所述第二通道的出料端。
5、优选的,所述第一推料结构包括第一推板和第一驱动件,所述第一推板的内端作用于手机中板、外端与所述第一驱动件的输出端传动连接,所述第一驱动件能够驱动所述第一推板沿所述第一通道实现往复滑动。
6、优选的,所述第一推板沿所述第一通道的长度方向设有一对第一护板,一对第一护板与所述第一推板能够形成第一接料槽,所述第一接料槽位于所述落料孔的下方、能够供若干手机中板堆叠。
7、优选的,所述第二推料结构包括第二推板和第二驱动件,所述第二推板的内端作用于手机中板、外端与所述第二驱动件的输出端传动连接,所述第二驱动件能够驱动所述第二推板沿所述第二通道实现往复滑动。
8、优选的,所述第二推板沿所述第二通道的长度方向设有一对第二护板,一对第二护板与所述第二推板能够形成第二接料槽,所述第二接料槽位于所述第二孔位的下方、能够供若干手机中板堆叠。
9、优选的,所述第一通道和所述第二通道的出料端分别设有收料机构。
10、优选的,所述收料机构包括第三通道和第四通道,所述第三通道的进料端与所述第一通道的出料端相通、并与所述第一通道相互垂直,所述第四通道的进料端与所述第二通道的出料端相通、并与上所述第二通道相互垂直。
11、优选的,所述收料机构还包括第三推料结构和第四推料结构,所述第三推料结构与所述第三通道滑动连接、能够将位于所述第三通道的进料端的手机中板推送至所述第三通道的出料端,所述第四推料结构与所述第四通道滑动连接、能够将位于所述第四通道的进料端的手机中板推送至所述第四通道的出料端。
12、优选的,所述第三通道的出料端的朝向与所述第四通道的出料端的朝向一致。
13、优选的,还包括废料回收机构,所述废料回收机构包括设于所述冲切机构外部的废料槽、以及设于所述冲切机构上的吹气结构,所述吹气结构的进气端与外部气源连接、出气端能够将所述冲切机构上的废料吹送至所述废料槽。
14、本发明的第二个目的在于提供一种收料方法,包括所述的手机中板自动冲切的收料装置,还包括如下步骤:
15、(s1)通过压铸模具制得铸件,铸件包括料头、与料头连接的一对手机中板及其料尾;
16、(s2)将铸件放置于所述冲切机构中,所述冲头能够使料头和料尾分别与手机中板分离、其一手机中板通过所述第一孔位下落至所述第一通道的进料端、另一手机中板通过所述第二孔位下落至所述第二通道的进料端;
17、(s3)所述第一驱动件驱动所述第一推板沿所述第一通道移动、能够使位于所述第一通道的进料端的手机中板移动至所述第一通道的出料端,第二驱动件驱动所述第二推板沿所述第二通道移动、能够使位于所述第二通道的进料端的手机中板移动至所述第二通道的出料端;
18、(s4)分别在所述第一通道的出料端、所述第二通道的出料端收集成品。
19、本发明的有益效果在于:首先从压铸模中取出的铸件放置于冲切机构上,利用冲头作用于铸件、进而在铸件上分离出手机中板,然后手机中板通过落料孔掉落至第一通道的进料端、从而将手机中板暂存于第一通道中,最后利用第一推料结构将位于第一通道的进料端的手机中板、推送至第一通道的出料端,从而方便手机中板的取出。
20、与现有技术相比,本发明的收料装置利用冲切机构替代手工裁断、以及利用第一通道收集手机中板,一方面能够使同一批产品的加工标准统一,另一方面能够减少人员的投入,有利于提高生产质量和减低人工成本,此外在冲切机构和第一推料结构工作的过程中,技术员能够在压铸模中取出下一待冲切的铸件,进而可同时进行铸件下料和产品分离,有利于提高手机中板的产能。
21、与现有技术相比,本发明的收料方法利用第一通道、第二通道分别收集手机中板,在一模两穴的生产模具中、能够使位于不同模穴上的产品分别进行收集,进而实现精准下料。
技术特征:
1.一种手机中板自动冲切的收料装置,其特征在于,包括冲切机构和接料机构,所述冲切机构包括冲头和落料孔,所述冲头能够在铸件上分离出手机中板,所述接料机构包括第一通道和第一推料结构,所述第一通道的进料端位于所述落料孔的下方,所述第一推料结构与所述第一通道滑动连接、能够将位于所述第一通道的进料端的手机中板推送至所述第一通道的出料端;所述接料结构还包括第二通道和第二推料结构,所述落料孔包括与所述第一通道对应的第一孔位和与所述第二通道对应的第二孔位,所述第二推料结构与所述第二通道滑动连接、能够将位于所述第二通道的进料端的手机中板推送至所述第二通道的出料端;所述第一推料结构包括第一推板和第一驱动件,所述第一推板的内端作用于手机中板、外端与所述第一驱动件的输出端传动连接,所述第一驱动件能够驱动所述第一推板沿所述第一通道实现往复滑动。
2.根据权利要求1所述的一种手机中板自动冲切的收料装置,其特征在于,所述第一推板沿所述第一通道的长度方向设有一对第一护板,一对第一护板与所述第一推板能够形成第一接料槽,所述第一接料槽位于所述落料孔的下方、能够供若干手机中板堆叠。
3.根据权利要求1所述的一种手机中板自动冲切的收料装置,其特征在于,所述第二推料结构包括第二推板和第二驱动件,所述第二推板的内端作用于手机中板、外端与所述第二驱动件的输出端传动连接,所述第二驱动件能够驱动所述第二推板沿所述第二通道实现往复滑动。
4.根据权利要求3所述的一种手机中板自动冲切的收料装置,其特征在于,所述第二推板沿所述第二通道的长度方向设有一对第二护板,一对第二护板与所述第二推板能够形成第二接料槽,所述第二接料槽位于所述第二孔位的下方、能够供若干手机中板堆叠。
5.根据权利要求1所述的一种手机中板自动冲切的收料装置,其特征在于,所述第一通道和所述第二通道的出料端分别设有收料机构。
6.根据权利要求5所述的一种手机中板自动冲切的收料装置,其特征在于,所述收料机构包括第三通道和第四通道,所述第三通道的进料端与所述第一通道的出料端相通、并与所述第一通道相互垂直,所述第四通道的进料端与所述第二通道的出料端相通、并与上所述第二通道相互垂直。
7.根据权利要求6所述的一种手机中板自动冲切的收料装置,其特征在于,所述收料机构还包括第三推料结构和第四推料结构,所述第三推料结构与所述第三通道滑动连接、能够将位于所述第三通道的进料端的手机中板推送至所述第三通道的出料端,所述第四推料结构与所述第四通道滑动连接、能够将位于所述第四通道的进料端的手机中板推送至所述第四通道的出料端。
8.根据权利要求7所述的一种手机中板自动冲切的收料装置,其特征在于,所述第三通道的出料端的朝向与所述第四通道的出料端的朝向一致。
9.根据权利要求1所述的一种手机中板自动冲切的收料装置,其特征在于,还包括废料回收机构,所述废料回收机构包括设于所述冲切机构外部的废料槽、以及设于所述冲切机构上的吹气结构,所述吹气结构的进气端与外部气源连接、出气端能够将所述冲切机构上的废料吹送至所述废料槽。
10.一种收料方法,其特征在于,包括权利要求1~9任一项所述的手机中板自动冲切的收料装置,还包括如下步骤:
技术总结
本发明公开了一种手机中板自动冲切的收料装置及收料方法,一种手机中板自动冲切的收料装置,包括冲切机构和接料机构,所述冲切机构包括冲头和落料孔,所述接料机构包括第一通道和第一推料结构,所述第一推料结构与所述第一通道滑动连接、能够将位于所述第一通道的进料端的手机中板推送至所述第一通道的出料端。利用冲切机构替代手工裁断、以及利用第一通道收集手机中板,一方面能够使同一批产品的加工标准统一,另一方面能够减少人员的投入,有利于提高生产质量和减低人工成本,此外在冲切机构和第一推料结构工作的过程中,技术员能够在压铸模中取出下一待冲切的铸件,进而可同时进行铸件下料和产品分离,有利于提高手机中板的产能。
技术研发人员:谢克林,刘文武,李靖龙
受保护的技术使用者:东莞市永勤精密技术有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!