一种基于多传感器系统的刀具误差检测补偿系统
本发明涉及数控机床,具体是一种基于多传感器系统的刀具误差检测补偿系统。
背景技术:
1、数控机床是采用了数控技术的机床,它是用数字信号控制机床运动及其加工过程。具体地说,将刀具移动轨迹等加工信息用数字化的代码记录在程序介质上,然后输入数控系统,经过译码、运算,发出指令,自动控制机床上的刀具与工件之间的相对运动,从而加工出形状、尺寸与精度符合要求的零件,这种机床称为数控机床。
2、数控加工技术是一种在工业上非常成熟的技术,在实际应用中,数控车床应用广泛且各方面性能明显优于普通车床,但其加工精度依然与车床自身的精度、刚性、稳定性、装配工艺、伺服系统、插补精度等有着密切关系,同时,在使用时还受刀具材料、刀具角度、检测装置、生产环境等因素影响。任何一项影响因素,最终都可能会对最终产品精度造成重大影响。数控车床加工零件的精度主要与机床主轴的振动以及刀具的振动有关,刀具振动主要由于刀具与工件在切削过程中产生大量的热,使工件与刀具受热膨胀,导致工件的切削量不均匀,带动刀具架进行振动。另外机床丝杠、丝杠螺母以及导轨受热膨胀导致丝杠以及导轨运动精度下降,从而导致丝杠以及导轨发生振动带动数控车床的刀架发生振动。
技术实现思路
1、本发明的目的在于解决现有技术中存在的问题,提供一种基于多传感器系统的刀具误差检测补偿系统。
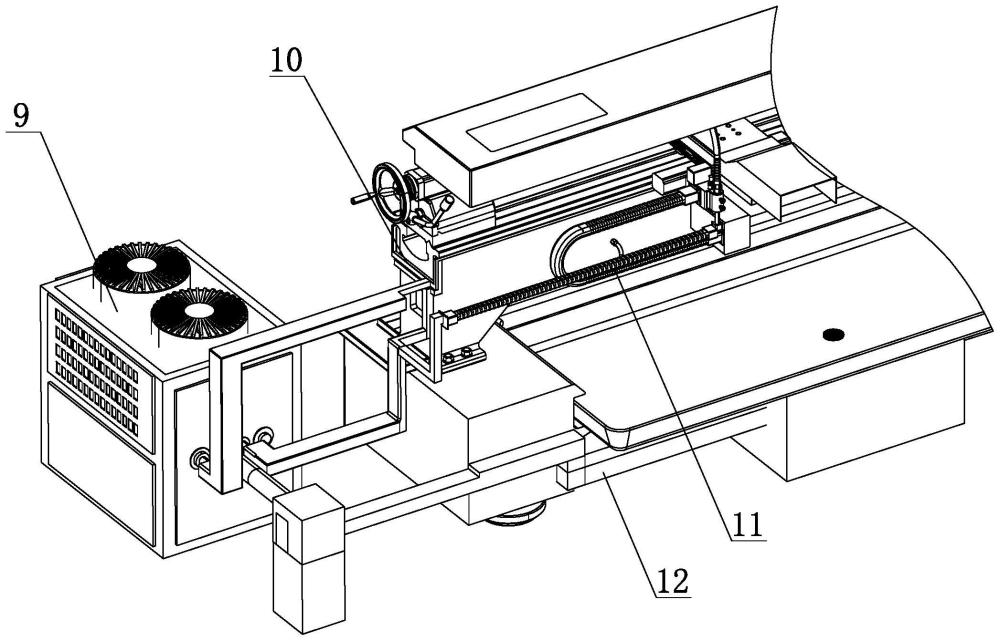
2、该系统包括:
3、四个加速度传感器,分别安装在丝杠支撑座、丝杠螺母、导轨底部和刀架上部,分别对丝杠支撑座、丝杠螺母、导轨和刀架进行振动信号采集;
4、四个温度传感器,分别安装在丝杠螺母、刀具侧立面、导轨底部和切削液储存箱外部,分别对丝杠螺母、刀具、导轨和切削液储存箱进行温度信号采集;
5、控制器,分别与所述加速度传感器和温度传感器信号连接,接收所述加速度传感器采集的振动信号,以及温度传感器采集的温度信号;
6、冷水机,与所述控制器信号连接,所述控制器根据接收的温度信号和振动信号对所述冷水机进行控制;
7、循环冷却管道,安装在导轨底部,两端分别与所述冷水机的进水口和出水口连接;
8、刀具冷却管,一端与所述冷水机的出水口连接,另一端与车床冷却液出口连接;
9、回流管,一端与所述冷水机进水口连接,另一端与车床废液槽连接。
10、优选地,所述加速度传感器设有磁吸式底座,并通过所述磁吸式底座安装固定。
11、优选地,所述温度传感器设有磁吸式底座,并通过所述磁吸式底座安装固定。
12、对比现有技术,本发明的有益效果在于:
13、本发明的基于多传感器系统的刀具误差检测补偿系统通过实时监控数控车床加工工件时的各类数据的变化,可以准确、直观地反应机床的运行状态,通过采集的各类数据可以间接的反应车床生产的产品质量。根据温度信号,振动信号的反馈,控制器控制冷水机输出低温车床冷却液对刀具降温,实现对刀具温度的闭环控制,减小刀具受热膨胀产生的误差。同时控制器控制冷水机输出低温车床冷却液对导轨降温,实现对机床导轨的闭环控制,减小导轨受热膨胀产生的误差。通过对刀具和导轨的温度控制,降低了车床加工过程中产生热量导致的车床精度降低,从根源上实时控制车床的加工精度,提高车床的加工质量。
技术特征:
1.一种基于多传感器系统的刀具误差检测补偿系统,其特征在于,包括:
2.根据权利要求1所述的一种基于多传感器系统的刀具误差检测补偿系统,其特征在于:所述加速度传感器设有磁吸式底座,并通过所述磁吸式底座安装固定。
3.根据权利要求1所述的一种基于多传感器系统的刀具误差检测补偿系统,其特征在于:所述温度传感器设有磁吸式底座,并通过所述磁吸式底座安装固定。
技术总结
本发明提供了一种基于多传感器系统的刀具误差检测补偿系统,该系统包括四个加速度传感器,分别对丝杠支撑座、丝杠螺母、导轨和刀架进行振动信号采集;四个温度传感器,分别对丝杠螺母、刀具、导轨和切削液储存箱进行温度信号采集;冷水机,与所述控制器信号连接,所述控制器根据接收的温度信号和振动信号对所述冷水机进行控制;循环冷却管道,安装在导轨底部,两端分别与所述冷水机的进水口和出水口连接;刀具冷却管,一端与所述冷水机的出水口连接,另一端与车床冷却液出口连接;回流管,一端与所述冷水机进水口连接,另一端与车床废液槽连接。本发明通过对刀具和导轨的温度控制,降低了车床加工过程中产生热量导致的车床精度降低。
技术研发人员:姜广君,李云峰,穆东明
受保护的技术使用者:内蒙古工业大学
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!