一种超长TIG电弧窄间隙焊接装置及方法与流程
本发明涉及非熔化极气体保护焊,尤其涉及一种超长tig电弧窄间隙焊接装置及方法。
背景技术:
1、现有的tig电弧焊和等离子弧焊为两种焊接方式,一般单独使用。
2、现有的tig电弧的弧长较短,约为4mm左右,焊接厚板时,需要将焊枪整体伸入坡口间隙内部,导致其需要加工的坡口间隙较宽,焊丝填充量大,效率低;同时,由于电弧弧长较短,并且焊枪在窄间隙内的活动范围有限,导致其无法很好覆盖厚板的窄间隙的底部侧壁,容易造成底部侧壁热输入不足,熔合不良。
3、现有产生非转移弧的等离子焊枪其钨极喷嘴孔径为2mm-3mm,产生的电弧为湍流等离子电弧,弧长较短,呈喷射状,不适用于窄间隙厚板焊接。
4、现有的层流等离子发生器可以产生弧长很长的层流等离子电弧,由于其电弧热量较低、能量密度小,短时间内熔透工件难度较大,目前仅用于金属切割、材料表面强化处理和3d打印领域,同样不适用于厚板窄间隙焊接。
5、因此,本发明提供一种新的焊接装置及方法,通过产生超长tig电弧,用于较窄间隙、焊枪不直接引入间隙底部的厚板焊接。
技术实现思路
1、本发明的目的是提供一种超长tig电弧窄间隙焊接装置及方法,以解决现有技术中的窄间隙焊接的弧长短,焊枪需要引入间隙底部,焊接效率低、效果差的问题。本发明通过将电弧直接引入坡口底部,进一步减小厚板间隙,减小焊丝填充量并提高焊接效率;同时,长电弧对窄间隙坡口底部具有良好的覆盖性,可以有效的改善侧壁熔合不良。
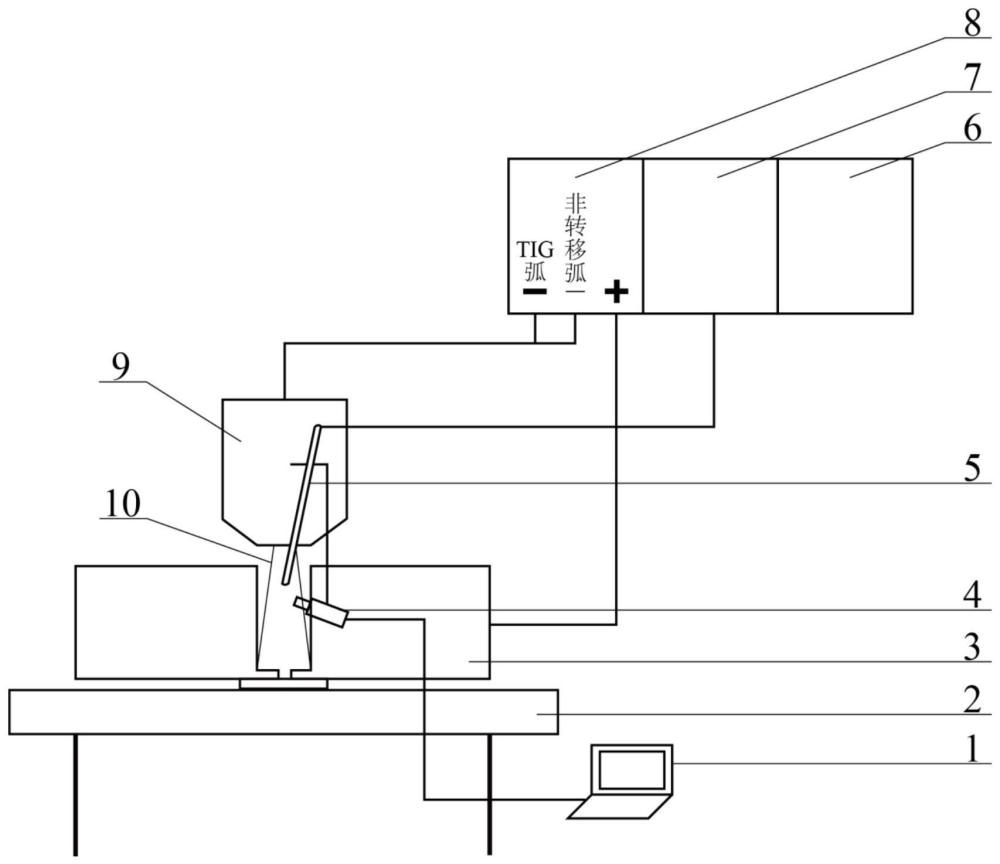
2、为了实现上述目的,根据本发明的第一方面,提供了一种超长tig电弧窄间隙焊接装置,超长tig电弧窄间隙焊接装置包括:超长tig电弧焊机,超长tig电弧焊机具有非转移弧电源负极接口、tig电源负极接口和正极接口;正极接口用于与待焊接工件连接;超长tig电弧焊枪,超长tig电弧焊枪的焊枪内喷嘴孔径为4-6mm,用于产生层流等离子电弧;超长tig电弧焊枪的钨极通过连线分别与超长tig电弧焊机的非转移弧电源负极接口和tig电源负极接口连接。
3、进一步地,非转移弧电源负极接口的输出电流为0.5-150a;tig电源负极接口的输出电流为0.5-300a。
4、进一步地,超长tig电弧窄间隙焊接装置还包括:送丝机;送丝管,送丝管与送丝机连接;送丝管倾斜设置在超长tig电弧焊枪的一侧;送丝管随超长tig电弧焊枪同步移动;工作台,工作台设置在超长tig电弧焊枪的下方,用于放置待焊接工件;超长tig电弧焊枪位于待焊接工件的上方,并可沿待焊接工件的窄间隙的水平方向移动。
5、进一步地,超长tig电弧窄间隙焊接装置还包括夹持机构,夹持机构设置在超长tig电弧焊枪的一侧,用于对送丝管进行夹持;送丝管与钨极之间的夹角为45°。
6、进一步地,超长tig电弧焊机和超长tig电弧焊枪均具有冷却水通道,冷却水通道的进水口和出水口用于与水冷系统连接。
7、进一步地,超长tig电弧窄间隙焊接装置包括:摄像机,摄像机设置在超长tig电弧焊枪的一侧,摄像机的镜头与待焊接工件的坡口间隙相对设置;摄像机的镜头与待焊接工件水平,摄像机的镜头与超长tig电弧焊枪之间的间距大于或等于20cm;摄像机通过夹具与超长tig电弧焊枪连接,以随超长tig电弧焊枪同步移动;摄像机用于与计算机连接。
8、根据本发明的另一方面,还提供了一种超长tig电弧窄间隙焊接方法,利用上述的超长tig电弧窄间隙焊接装置实现超长tig电弧窄间隙焊接方法,方法包括如下步骤:控制超长tig电弧焊枪移动至待焊接工件的起始位置;打开超长tig电弧焊机的非转移弧电源开关,超长tig电弧焊枪产生一个非转移弧,在非转移弧高温下产生的层流等离子体从超长tig电弧焊枪的焊枪内喷嘴喷出;调节超长tig电弧焊机的非转移弧电流,使层流等离子体喷出的长度达到待焊接工件的窄间隙坡口底部;打开超长tig电弧焊机的tig电源开关,使tig长电弧借助层流等离子体直达待焊接工件的窄间隙坡口底部起弧;利用机器人手臂夹持并带动超长tig电弧焊枪沿坡口中心线由待焊接工件的起始位置向待焊接工件的结束位置移动;移动焊接过程中,非转移弧电源开关和tig电源开关始终处于打开状态;根据待焊接工件的厚度,重复上述步骤,进行窄间隙单道多层焊接,直至窄间隙坡口填满。
9、进一步地,当超长tig电弧窄间隙焊接装置包括摄像机和计算机时,方法还包括如下步骤:通过摄像机对电弧形态进行采集;调整摄像机的清晰度;通过计算机观察电弧、熔滴和熔池的状态。
10、进一步地,在打开超长tig电弧焊机的非转移弧电源开关之前,方法还包括如下步骤:选用确定尺寸的焊丝,选用确定板厚与坡口间隙的板材作为待焊接工件,选择确定的焊接工艺参数;焊接工艺参数包括非转移弧电流、tig电流、送丝速度、焊接速度、离子气流量、保护气体流量、钨极内缩量、超长tig电弧焊枪距待焊接工件上表面的高度。
11、进一步地,焊丝直径为1.2mm,板厚为20-60mm,电弧长度20-60mm;坡口间隙为6mm-20mm;非转移弧电流为26 -150a,tig电流为50 -300a,送丝速度为10-40mm/s、焊接速度为0.5-4mm/s、离子气流量为0.5-5l/min、保护气体流量为5-25l/min、钨极内缩量为0.5-3mm、超长tig电弧焊枪距待焊接工件上表面的高度为1-3mm。
12、应用本发明的技术方案,对现有的焊枪结构进行了改进,将超长tig电弧焊枪的焊枪内喷嘴孔径调整为4-6mm,从而能够产生层流等离子电弧,通过调整非转移弧的电流,可以调整层流等离子电弧的喷出长度,层流等离子电弧的长度可达60mm,在该层流等离子电弧的约束下,tig电弧未与距离钨极较近的坡口侧壁或工件表面直接起弧,而是伸长至坡口底部起弧,从而能够产生超长的直达坡口底部的tig电弧。这样,本发明提供的超长tig电弧焊枪不需要伸入至待焊接工件的窄间隙坡口内部,从而可以设置较窄的坡口间隙,焊丝填充量减小,从而有利于提高焊接效率。同时,超长的tig电弧能够直达坡口底部,底部侧壁热输入充足,熔合效果较好,解决了传统窄间隙tig焊接时的侧壁熔合不良的缺陷。此外,本发明利用非转移弧和tig电弧配合,电弧能量密度较高,能够短时间内熔透工件,适用于厚板窄间隙焊接。
13、本发明通过产生超长tig电弧,焊枪无需伸入坡口间隙内部,以减小坡口间隙和焊丝填充量,进而提高焊接效率,减小焊接变形;同时,通过超长tig电弧注入窄间隙坡口内部,使坡口底部与坡口底部侧壁均被电弧覆盖,改善侧壁熔合不良。
14、本申请在上述各方面提供的实现方式的基础上,还可以进行进一步组合以提供更多实现方式。
技术特征:
1.一种超长tig电弧窄间隙焊接装置,其特征在于,所述超长tig电弧窄间隙焊接装置包括:
2.根据权利要求1所述的超长tig电弧窄间隙焊接装置,其特征在于,
3.根据权利要求1所述的超长tig电弧窄间隙焊接装置,其特征在于,所述超长tig电弧窄间隙焊接装置还包括:
4.根据权利要求3所述的超长tig电弧窄间隙焊接装置,其特征在于,
5.根据权利要求1所述的超长tig电弧窄间隙焊接装置,其特征在于,
6.根据权利要求1所述的超长tig电弧窄间隙焊接装置,其特征在于,所述超长tig电弧窄间隙焊接装置包括:
7.一种超长tig电弧窄间隙焊接方法,其特征在于,利用权利要求1-6中任一项所述的超长tig电弧窄间隙焊接装置实现所述超长tig电弧窄间隙焊接方法,所述方法包括如下步骤:
8.根据权利要求7所述的超长tig电弧窄间隙焊接方法,其特征在于,当所述超长tig电弧窄间隙焊接装置包括摄像机和计算机时,所述方法还包括如下步骤:
9.根据权利要求7所述的超长tig电弧窄间隙焊接方法,其特征在于,在打开超长tig电弧焊机的非转移弧电源开关之前,所述方法还包括如下步骤:
10.根据权利要求7所述的超长tig电弧窄间隙焊接方法,其特征在于,
技术总结
本发明提供一种超长TIG电弧窄间隙焊接装置及方法,涉及非熔化极气体保护焊技术领域。其中,超长TIG电弧窄间隙焊接装置包括:超长TIG电弧焊机,超长TIG电弧焊机具有非转移弧电源负极接口、TIG电源负极接口和正极接口;正极接口用于与待焊接工件连接;超长TIG电弧焊枪,超长TIG电弧焊枪的焊枪内喷嘴孔径为4‑6mm,用于产生层流等离子电弧;超长TIG电弧焊枪的钨极通过连线分别与超长TIG电弧焊机的非转移弧电源负极接口和TIG电源负极接口连接。这样,通过将电弧直接引入坡口底部,减小厚板间隙,减小焊丝填充量并提高焊接效率;长电弧对窄间隙坡口底部具有良好的覆盖性,可以有效的改善侧壁熔合不良,有利于提高焊接效率和焊接质量,特别适用于厚板窄间隙焊接。
技术研发人员:常云龙,赵洪磊,常宸赫,张悦,赵丽娜,杨超,勾健,刘慧芳,于祥龙,邢森瑶,朱蕊
受保护的技术使用者:辽宁新远特种焊接技术有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!