一种风机组装设备的制作方法
本发明涉及自动化组装设备,特别涉及一种风机组装设备。
背景技术:
1、风机在组装过程中,需要将轴承装配在底壳上,组装轴承后再将上盖安装在底壳上方,再进行弹簧的安装,这一工序以往是通过人工进行组装,效率低下,而且组装容易出现失误,导致产品不良,还需返工重新装配,若需采用自动化设备进行组装,轴承的自动化上料,为了避免轴承碰撞造成损伤,无法采用振动盘进行输送,因此还需设计一款合适的轴承上料机构,此外,还需考虑各部件的组装定位问题,因此需设计一台组装设备来完成上述步骤。
技术实现思路
1、本发明的目的是提供一种风机组装设备以解决背景技术中提及问题。
2、为了实现上述目的,本发明提供如下技术方案:
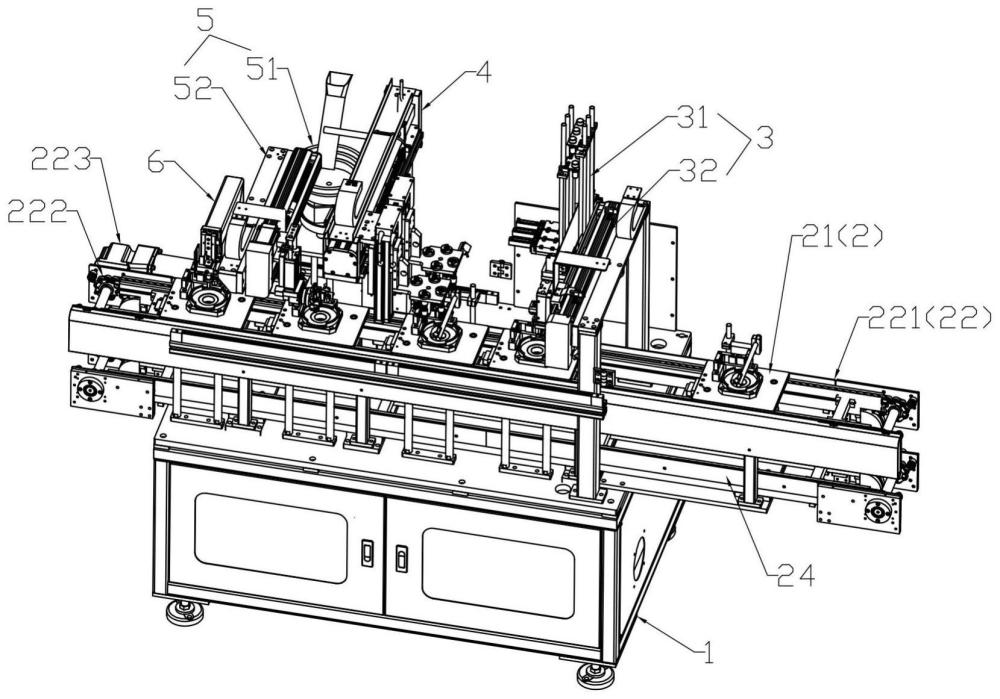
3、一种风机组装设备,包括机箱、安装在机箱上的载板输送机构、以及安装在机箱上且从右往左依次设置在载板输送机构旁侧的轴承上料机构、外壳取放机构、弹簧上料机构和弹簧检测机构;
4、所述载板输送机构包括载板、输送装置和五组定位装置;所述载板用于安装产品;所述载板放置在输送装置上通过输送装置进行输送;所述定位装置左右分布安装在输送装置上用于对载板定位;左侧的四组所述定位装置分别对应在轴承上料机构、外壳取放机构、弹簧上料机构与弹簧检测机构位置处;
5、所述轴承上料机构包括轴承送料装置和轴承搬运装置;所述轴承搬运装置将承送料装置上的轴承搬运至对应位置的载板上的产品内;
6、所述外壳取放机构用于将外部供料的外壳吸取并装配在对应位置的载板的产品上;
7、所述弹簧上料机构包括弹簧震动盘送料装置和弹簧搬运装置;所述弹簧搬运装置从弹簧震动盘送料装置中取料并搬运至对应位置的载板的产品上;
8、所述弹簧检测机构用于检测弹簧是否装配到位。
9、对本发明的进一步描述,所述输送装置包括安装架、输送链条和链条驱动装置;所述输送链条设置两条且前后分布安装在安装架内侧;所述链条驱动装置安装在安装架一端且动力输出端通过转轴与两条输送链条传动连接;所述载板输送机构还包括与输送装置结构相同的载具回流装置;所述载具回流装置位于输送装置下方。
10、对本发明的进一步描述,所述定位装置包括限位组件和定位组件;所述限位组件包括第一安装板、第一气缸和限位块;所述第一安装板纵向安装在安装架上;所述第一气缸安装在第一安装板中部且动力输出端与限位块连接,用于控制限位块上下运动;所述定位组件包括第二安装板、活动板和第二气缸;所述第二安装板安装在安装架上且位于第一安装板右侧;所述活动板通过导柱滑动连接在第二安装板上方;所述活动板的上方设有呈对角分布的定位销;所述第二气缸安装在第二安装板上且动力输出端与活动板连接;所述载板上设有与定位销配合的定位孔。
11、对本发明的进一步描述,所述轴承送料装置包括第一支座、推料组件和若干组轴承落料控制组件;所述第一支座固定在机箱上;所述第一支座上方设有纵向设置的主料槽以及横向设置在主料槽左右两侧的分料槽;左右两侧的所述分料槽前后相错设置;所述推料组件包括第一y轴模组和第一推块;所述第一y轴模组安装在第一支座上且动力输出端与第一推块连接,用于驱动第一推块前后运动;所述第一推块可前后滑动地设置在主料槽内;所述轴承落料控制组件安装在第一支座上且分别设置在分料槽位置处;所述轴承落料控制组件包括料管、接近传感器、第三气缸和第二推块;所述料管竖直安装在第一支座上且位于分料槽上方;所述接近传感器安装在分料槽底部且对应在料管下方;所述第三气缸安装在第一支座上且动力输出端与第二推块连接,用于控制第二推块左右运动。
12、对本发明的进一步描述,所述轴承落料控制组件设置六组。
13、对本发明的进一步描述,所述轴承搬运装置包括第一立架、第二y轴模组、第四气缸和第一吸附头;所述第一立架固定在机箱上;所述第二y轴模组安装在第一立架上且动力输出端与第四气缸连接;所述第四气缸的动力输出端与第一吸附头连接;所述第一吸附头的下端设有第一中心定位杆。
14、对本发明的进一步描述,所述外壳取放机构包括第二立架、第三y轴模组、第三安装板和两组取料组件;所述第二立架固定在机箱上;所述第三y轴模组安装在第二立架上且动力输出端与第三安装板连接;两组所述取料组件前后分布安装在第三安装板上;所述取料组件包括z轴模组、第四安装板、第二中心定位杆和若干个吸嘴;所述z轴模组安装在第三安装板上且动力输出端与第四安装板连接;所述第二中心定位杆安装在第四安装板下方;所述吸嘴安装在第四安装板上且分布在第二中心定位杆外周。
15、对本发明的进一步描述,所述弹簧震动盘送料装置包括第二支座、振动盘和挡料组件;所述第二支座固定在机箱上;所述振动盘安装在第二支座上;所述挡料组件安装在第二支座上且位于振动盘的出料口一侧;所述挡料组件包括安装座、第五气缸和挡料块;所述安装座固定在第二支座上;所述第五气缸安装在安装座上且动力输出端与挡料块连接,用于驱动挡料块上下运动。
16、对本发明的进一步描述,所述弹簧搬运装置包括第三立架、第四y轴模组、第六气缸、旋转驱动装置、夹持组件和顶料组件;所述第三立架安装在机箱上;所述第四y轴模组安装在第三立架上且动力输出端与第六气缸连接;所述第六气缸的动力输出端与旋转驱动装置连接,用于驱动旋转驱动装置上下运动;所述旋转驱动装置横向设置且动力输出端与夹持组件连接,用于驱动夹持组件绕x轴摆动进行角度调节;所述夹持组件包括夹子气缸和弹簧夹头;所述夹子气缸固定在旋转驱动装置的动力输出端;所述弹簧夹头安装在夹子气缸的动力输出端;所述顶料组件包括连接架、第七气缸和顶料板;第七气缸通过连接架安装在夹子气缸的一侧;所述气缸气缸的动力输出端与顶料板连接,用于驱动顶料板上下运动;所述顶料板上具有条形孔;所述条形孔套设在弹簧夹头外侧。
17、对本发明的进一步描述,所述弹簧检测机构包括第四立架、第八气缸和弹簧检测探头;所述第四立架固定在机箱上;所述第八气缸安装在第四立架上且动力输出端与弹簧检测探头连接,用于驱动弹簧检测探头上下运动。
18、本发明的有益效果为:
19、本设计的产品放置在载板上,载板则通过载板输送机构从右往左输送,五组定位装置分别对载板定位,定位后则通过对应的机构进行相应的工作,在轴承上料机构中进行轴承的组装,在外壳取放机构中,完成外壳的安装,在弹簧上料机构中,完成弹簧的组装,最后在弹簧检测机构中进行弹簧组装是否到位进行检测,完成组装工序,该设备可以高效高精度地完成风机部分结构的组装。
技术特征:
1.一种风机组装设备,其特征在于:包括机箱、安装在机箱上的载板输送机构、以及安装在机箱上且从右往左依次设置在载板输送机构旁侧的轴承上料机构、外壳取放机构、弹簧上料机构和弹簧检测机构;
2.根据权利要求1所述的一种风机组装设备,其特征在于:所述输送装置包括安装架、输送链条和链条驱动装置;所述输送链条设置两条且前后分布安装在安装架内侧;所述链条驱动装置安装在安装架一端且动力输出端通过转轴与两条输送链条传动连接;所述载板输送机构还包括与输送装置结构相同的载具回流装置;所述载具回流装置位于输送装置下方。
3.根据权利要求2所述的一种风机组装设备,其特征在于:所述定位装置包括限位组件和定位组件;所述限位组件包括第一安装板、第一气缸和限位块;所述第一安装板纵向安装在安装架上;所述第一气缸安装在第一安装板中部且动力输出端与限位块连接,用于控制限位块上下运动;所述定位组件包括第二安装板、活动板和第二气缸;所述第二安装板安装在安装架上且位于第一安装板右侧;所述活动板通过导柱滑动连接在第二安装板上方;所述活动板的上方设有呈对角分布的定位销;所述第二气缸安装在第二安装板上且动力输出端与活动板连接;所述载板上设有与定位销配合的定位孔。
4.根据权利要求1所述的一种风机组装设备,其特征在于:所述轴承送料装置包括第一支座、推料组件和若干组轴承落料控制组件;所述第一支座固定在机箱上;所述第一支座上方设有纵向设置的主料槽以及横向设置在主料槽左右两侧的分料槽;左右两侧的所述分料槽前后相错设置;所述推料组件包括第一y轴模组和第一推块;所述第一y轴模组安装在第一支座上且动力输出端与第一推块连接,用于驱动第一推块前后运动;所述第一推块可前后滑动地设置在主料槽内;所述轴承落料控制组件安装在第一支座上且分别设置在分料槽位置处;所述轴承落料控制组件包括料管、接近传感器、第三气缸和第二推块;所述料管竖直安装在第一支座上且位于分料槽上方;所述接近传感器安装在分料槽底部且对应在料管下方;所述第三气缸安装在第一支座上且动力输出端与第二推块连接,用于控制第二推块左右运动。
5.根据权利要求4所述的一种风机组装设备一种风机组装设备,其特征在于:所述轴承落料控制组件设置六组。
6.根据权利要求1所述的一种风机组装设备一种风机组装设备,其特征在于:所述轴承搬运装置包括第一立架、第二y轴模组、第四气缸和第一吸附头;所述第一立架固定在机箱上;所述第二y轴模组安装在第一立架上且动力输出端与第四气缸连接;所述第四气缸的动力输出端与第一吸附头连接;所述第一吸附头的下端设有第一中心定位杆。
7.根据权利要求1所述的一种风机组装设备一种风机组装设备,其特征在于:所述外壳取放机构包括第二立架、第三y轴模组、第三安装板和两组取料组件;所述第二立架固定在机箱上;所述第三y轴模组安装在第二立架上且动力输出端与第三安装板连接;两组所述取料组件前后分布安装在第三安装板上;所述取料组件包括z轴模组、第四安装板、第二中心定位杆和若干个吸嘴;所述z轴模组安装在第三安装板上且动力输出端与第四安装板连接;所述第二中心定位杆安装在第四安装板下方;所述吸嘴安装在第四安装板上且分布在第二中心定位杆外周。
8.根据权利要求1所述的一种风机组装设备一种风机组装设备,其特征在于:所述弹簧震动盘送料装置包括第二支座、振动盘和挡料组件;所述第二支座固定在机箱上;所述振动盘安装在第二支座上;所述挡料组件安装在第二支座上且位于振动盘的出料口一侧;所述挡料组件包括安装座、第五气缸和挡料块;所述安装座固定在第二支座上;所述第五气缸安装在安装座上且动力输出端与挡料块连接,用于驱动挡料块上下运动。
9.根据权利要求1所述的一种风机组装设备一种风机组装设备,其特征在于:所述弹簧搬运装置包括第三立架、第四y轴模组、第六气缸、旋转驱动装置、夹持组件和顶料组件;所述第三立架安装在机箱上;所述第四y轴模组安装在第三立架上且动力输出端与第六气缸连接;所述第六气缸的动力输出端与旋转驱动装置连接,用于驱动旋转驱动装置上下运动;所述旋转驱动装置横向设置且动力输出端与夹持组件连接,用于驱动夹持组件绕x轴摆动进行角度调节;所述夹持组件包括夹子气缸和弹簧夹头;所述夹子气缸固定在旋转驱动装置的动力输出端;所述弹簧夹头安装在夹子气缸的动力输出端;所述顶料组件包括连接架、第七气缸和顶料板;第七气缸通过连接架安装在夹子气缸的一侧;所述气缸气缸的动力输出端与顶料板连接,用于驱动顶料板上下运动;所述顶料板上具有条形孔;所述条形孔套设在弹簧夹头外侧。
10.根据权利要求1所述的一种风机组装设备一种风机组装设备,其特征在于:所述弹簧检测机构包括第四立架、第八气缸和弹簧检测探头;所述第四立架固定在机箱上;所述第八气缸安装在第四立架上且动力输出端与弹簧检测探头连接,用于驱动弹簧检测探头上下运动。
技术总结
本发明提供一种风机组装设备,包括机箱、安装在机箱上的载板输送机构、以及安装在机箱上且从右往左依次设置在载板输送机构旁侧的轴承上料机构、外壳取放机构、弹簧上料机构和弹簧检测机构;所述载板输送机构包括载板、输送装置和五组定位装置;所述轴承上料机构包括轴承送料装置和轴承搬运装置;所述外壳取放机构用于将外部供料的外壳吸取并装配在对应位置的载板的产品上;所述弹簧上料机构包括弹簧震动盘送料装置和弹簧搬运装置;所述弹簧搬运装置从弹簧震动盘送料装置中取料并搬运至对应位置的载板的产品上;所述弹簧检测机构用于检测弹簧是否装配到位;本设计可高效高精度将轴承、外壳与弹簧组装至产品上。
技术研发人员:覃裕林,陈辉,李能生,王银,王宁,赖伟平,吕永强
受保护的技术使用者:东莞市起源自动化科技有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!