型材制造的电池托盘弧焊用翻转工装及其翻转方法与流程
本发明涉及电池托盘焊接,尤其涉及型材制造的电池托盘弧焊用翻转工装,及型材制造的电池托盘弧焊用翻转工装的翻转方法。
背景技术:
1、现有的弧焊焊接工装主要采用一套工装并进行人工手动焊接,在焊接情况复杂的条件下使用两套不同的工装来规避焊接过程中产生的干涉问题,或者在进行焊接的过程中采用一套翻转焊接工装进行人工翻转和焊接,常用的工装台base面多使用不锈钢材料制造。
2、在使用一套弧焊焊接工装在焊接情况复杂的条件下有可能会发生焊枪与焊件之间的干涉、托盘零件装配不便、焊接过程不灵活的问题,且在焊接过程中需要注意托盘的焊接形变,需要额外添加反变形工装,在一套空间有限的固定焊接工装上难以加装更多组件,会影响托盘焊接的质量和生产效率。
3、使用两台或以上的弧焊工装来完成一个电池托盘的手动焊接工艺往往会涉及到零件的重复装夹,在焊接后电池托盘会发生焊接变形,在上一道工序结束后取下的托盘安装到下一道工序的工装需要反复调整工装以保证托盘的定位,装配过程复杂且费力,并且产生的焊接变形容易与工装产生干涉,需要对工装进行修改,会造成托盘的互换性差,批量生产效率质量低。
技术实现思路
1、本发明针对现有技术存在的不足,提供了型材制造的电池托盘弧焊用翻转工装,及型材制造的电池托盘弧焊用翻转工装的翻转方法,具体技术方案如下:
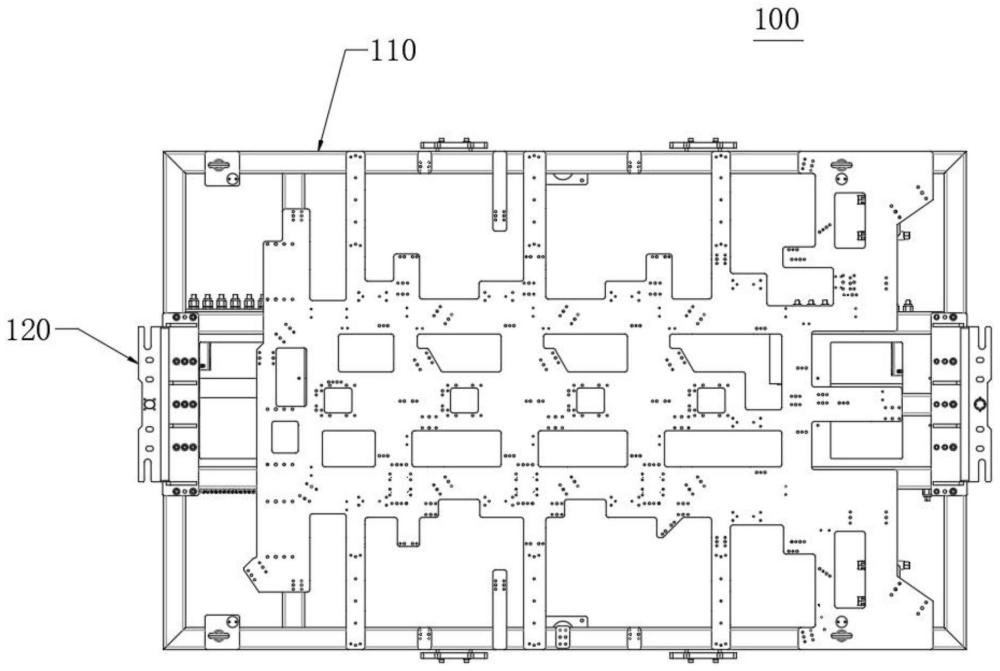
2、根据本发明的一个方面,提供了型材制造的电池托盘弧焊用翻转工装,包括翻转工装部和弧焊工装部,所述弧焊工装部安装于翻转工装部一侧面上,并随着所述翻转工装部的翻转围绕翻转轴转动;
3、所述弧焊工装部用于对电池托盘进行定位夹持,所述弧焊工装部至少包括边梁定位组件、横梁定位组件和边角定位组件,所述边梁定位组件、横梁定位组件和边角定位组件与翻转工装部活动连接,实现对不同规格的电池托盘的夹紧或松开。
4、作为上述技术方案的改进,所述翻转工装部至少包括:
5、承载架,所述承载架的两端处均具有连接部,所述连接部与驱动承载架翻转的机构可拆卸式固定连接;以及
6、固定定位件,所述固定定位件固定于承载架上,并用于对电池托盘进行限位。
7、作为上述技术方案的改进,所述边梁定位组件至少包括:
8、边梁调整板,所述边梁调整板沿着承载架翻转轴平行方向布置在承载架边沿位置,所述边梁调整板与承载架滑动配合;
9、边梁推动气缸,所述边梁推动气缸固定在承载架上,并与所述边梁调整板传动连接,所述边梁调整板在边梁推动气缸的驱动作用下沿着垂直于承载架翻转轴的方向移动;
10、第一限位组件,所述第一限位组件均匀分布在边梁调整板上;以及
11、第二限位组件,所述第二限位组件安装于边梁调整板上,并与所述第一限位组件间隔分布。
12、作为上述技术方案的改进,所述横梁定位组件至少包括横梁联动定位组件和横梁固定限位组件,所述横梁联动定位组件和横梁固定限位组件成列设置,所述横梁固定限位组件安装固定于承载架一端处,所述横梁联动定位组件与承载架滑动配合。
13、作为上述技术方案的改进,所述横梁联动定位组件包括:
14、横梁调整板,所述横梁调整板与承载架滑动连接,所述横梁调整板上分布有多个第一限位组件;以及
15、横梁推动气缸,所述横梁推动气缸固定在承载架上,并与所述横梁调整板传动连接,所述横梁调整板在横梁推动气缸的驱动作用下沿着平行于承载架翻转轴的方向移动。
16、作为上述技术方案的改进,所述边角定位组件至少包括第一限位组件、第二限位组件以及第三限位组件构成;
17、所述第一限位组件位于靠近承载架端部处横梁调整板的两端位置,以及所述承载架的端部处;
18、所述第二限位组件位于承载架的边角位置;
19、所述第一限位组件、第二限位组件以及第三限位组件呈三角形分布。
20、作为上述技术方案的改进,所述第一限位组件、第二限位组件和第三限位组件均采用气缸驱动。
21、根据本发明的另一个方面,提供了型材制造的电池托盘弧焊用翻转工装的翻转方法,包括以下步骤:
22、步骤s100,将所述连接部分别与驱动承载架翻转的机构可拆卸式固定连接,使得所述翻转工装部在驱动作用下翻转;
23、步骤s200,将所述翻转工装部转动至水平状态,启动所述边梁推动气缸和横梁推动气缸,使对应的所述边梁定位组件和横梁定位组件处于松开状态,再放置构成电池托盘的边梁、横梁;
24、步骤s300,放置完成后,再次启动所述边梁推动气缸和横梁推动气缸,使对应的所述边梁定位组件和横梁定位组件处于夹紧状态,此时构成电池托盘的边梁、横梁的位置被限定;
25、步骤s400,所述翻转工装部在驱动作用下翻转,配合焊接机构对边梁、横梁进行整体框架焊接。
26、作为上述技术方案的改进,在步骤s300中,边梁和横梁被固定时,首先由所述边角定位组件对边梁和横梁的端部进行限位,再由所述边梁定位组件和横梁定位组件的中部进行限位。
27、作为上述技术方案的改进,所述翻转工装部在翻转时,边梁、横梁的焊接部位与焊接机构的焊接部分充分接触。
28、本发明的有益效果:
29、1、在本发明中,为使电池托盘与定位元件保持一定相对位置,防止装配、焊接过程中,托盘在工装上移动和变形,将装夹与反变形相结合的方法,保证需要焊接的托盘的定位基准与夹具上的定位表面可靠接触,并在焊接完成后的焊接形变在可控范围之内。
30、2、在本发明中,翻转工装部在焊接过程中可以带动焊接工件调整焊枪与焊件之间的位置关系,从而解决可能会发生焊枪与焊件之间的干涉、托盘零件装配不便、焊接过程不灵活的问题。
31、3、在本发明中,在焊接过程中只需要人工将电池托盘的边梁、横梁、小组件等零件装配到工装上,减少了焊前准备的时间,减轻了焊件重复装配定位和夹紧时的繁重体力劳动,降低了对操作者技术水平的要求。另外,焊件翻转部自动化水平高,变位迅速,能使焊接条件较差的空间位置焊缝变为平焊缝,改善了焊接质量。
技术特征:
1.型材制造的电池托盘弧焊用翻转工装,其特征在于,包括翻转工装部(100)和弧焊工装部(200),所述弧焊工装部(200)安装于翻转工装部(100)一侧面上,并随着所述翻转工装部(100)的翻转围绕翻转轴转动;
2.根据权利要求1所述的翻转工装,其特征在于:
3.根据权利要求2所述的翻转工装,其特征在于:
4.根据权利要求3所述的翻转工装,其特征在于:
5.根据权利要求4所述的翻转工装,其特征在于:
6.根据权利要求5所述的翻转工装,其特征在于:
7.根据权利要求6所述的翻转工装,其特征在于:
8.型材制造的电池托盘弧焊用翻转工装的翻转方法,应用于权利要求1-7任意一项所述的翻转工装,其特征在于,包括以下步骤:
9.根据权利要求8所述的翻转方法,其特征在于:
10.根据权利要求8所述的翻转方法,其特征在于:
技术总结
本发明涉及型材制造的电池托盘弧焊用翻转工装,包括翻转工装部和弧焊工装部,所述弧焊工装部安装于翻转工装部一侧面上,并随着所述翻转工装部的翻转围绕翻转轴转动,所述弧焊工装部用于对电池托盘进行定位夹持,所述弧焊工装部至少包括边梁定位组件、横梁定位组件和边角定位组件,所述边梁定位组件、横梁定位组件和边角定位组件与翻转工装部活动连接,实现对不同规格的电池托盘的夹紧或松开。本发明中,在焊接过程中减少了焊前准备的时间,减轻了焊件重复装配定位和夹紧时的繁重体力劳动,降低了对操作者技术水平的要求。另外,焊件翻转部自动化水平高,变位迅速,能使焊接条件较差的空间位置焊缝变为平焊缝,改善了焊接质量。
技术研发人员:安雨,黄美林,程华,于海洋
受保护的技术使用者:安徽驰宇新材料科技有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!