一种翼面焊接工装及翼面焊接方法与流程
本发明涉及飞行器零件制造,尤其涉及一种翼面焊接工装及翼面焊接方法。
背景技术:
1、随着航空技术的发展,对于超音速飞行器零部件的制造要求越来越高。翼面是飞行器承受空气升力的主要部件,是飞行器的重要组成部分。现如今的超音速飞行器翼面多为钛合金件,在将翼面骨架和蒙皮焊接在一起时,焊接的过程以及焊接质量直接影响到整个钛合金翼面的性能。
2、钛合金翼面在焊接翼面骨架和蒙皮时,焊接产生的应力会导致翼面类零件两侧前缘位置产生严重的变形或翘曲,现有技术中为了降低激光焊接过程中的变形问题,需要将翼面骨架零件固定在由焊接底板、挡板以及压紧块组成的焊接工装上,但在焊接过程中无法及时调整翼面骨架零件校形的程度,难以在实现航空航天类零件的高精度要求的同时,提高焊接效率。
技术实现思路
1、本发明的目的在于提供一种翼面焊接工装及翼面焊接方法,用于解决现有的翼面焊接技术效率较低,且在焊接过程中无法及时调整翼面骨架零件校形的程度,难以在实现航空航天类零件的高精度要求的同时,提高焊接效率的问题。
2、为了实现上述目的,本发明提供如下技术方案:
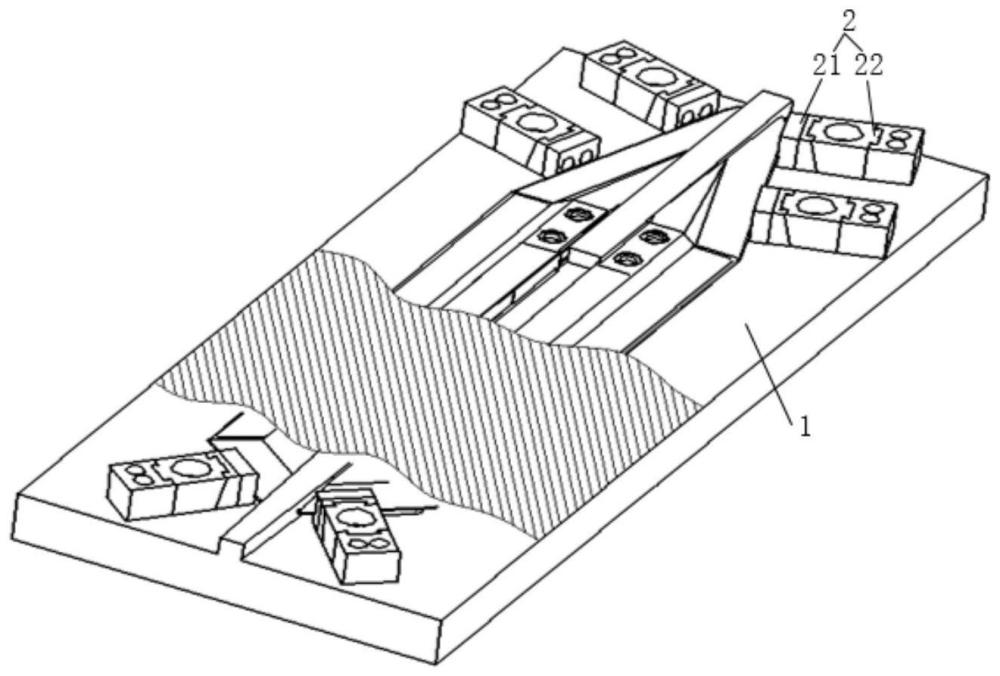
3、第一方面,本发明提供一种翼面焊接工装,包括:相互连接的安装底板和多个限位组件,其中,每个限位组件包括相互连接的限位件和夹具。安装底板上设置有与待焊接翼面零件嵌合的定位件,多个限位件分别设置于待焊接翼面零件的前缘和后缘在安装底板上的正投影区域外周,夹具与安装底板固定连接。夹具用于调整限位件与待焊接翼面零件之间的距离。
4、与现有技术相比,本发明提供的翼面焊接工装中,待焊接翼面零件可以放置在安装底板上,且放置在安装底板上的定位件之间,通过限位组件对待焊接翼面零件进行固定,当待焊接翼面零件需要被固定在安装底板上时,可以通过夹具调整限位件与待焊接翼面零件之间的距离,使得限位件靠近定位件的一侧与待焊接翼面零件的边缘抵接,达到固定待焊接翼面零件的目的,从而在一定程度上减低激光焊接过程中翼面零件的变形问题。在整个焊接过程中,当需要改变待焊接翼面零件在安装底板上的固定位置,或者在焊接完成后,需要将待焊接翼面零件从安装底板上拆除时,可以通过夹具调整限位件与待焊接翼面零件之间的距离,使得限位件靠近定位件的一侧与待焊接翼面零件的边缘之间具有间隙,更有利于灵活调整待焊接翼面零件的位置,且在焊接过程中拆卸翻转零件方便快捷。基于此,相较于现有技术中的焊接工装,本发明提供的翼面焊接工装不仅可以避免焊接过程中的应力变形问题,还能够灵活调整待焊接翼面零件的位置,在焊接过程中拆卸翻转零件方便快捷,在一定程度上提高了焊接效率。此外,在焊接过程中还可以通过夹具调整限位件与待焊接翼面零件之间的间隙大小,在实现校形功能的同时,对翼面零件的校形的程度进行调整,以达到控制校形的目的。
5、由此可知,本发明提供的翼面焊接工装能够解决现有的翼面焊接技术效率较低,且在焊接过程中无法及时调整翼面骨架零件校形的程度,难以在实现航空航天类零件的高精度要求的同时,提高焊接效率的问题。
6、第二方面,本发明还提供一种翼面焊接方法,使用上述第一方面技术方案所述的翼面焊接工装对待焊接翼面零件进行焊接,所述翼面焊接方法包括:
7、在待焊接翼面零件被固定在安装底板上后,利用夹具调整限位件与待焊接翼面零件之间的距离,以使限位件靠近安装底板上定位件的一侧与待焊接翼面零件的边缘抵接,开始进行待焊接翼面零件的焊接;
8、在按照预设顺序对待焊接翼面零件进行焊接的过程中,利用夹具调整限位件与待焊接翼面零件之间的距离,以使限位件靠近定位件的一侧与待焊接翼面零件的边缘之间具有对应的间隙,对待焊接翼面零件对应的多个焊缝进行激光焊接。
9、与现有技术相比,本发明提供的翼面焊接方法的有益效果与上述技术方案所述的翼面焊接工装的有益效果相同,此处不做赘述。
技术特征:
1.一种翼面焊接工装,其特征在于,包括:相互连接的安装底板和多个限位组件,其中,每个所述限位组件包括相互连接的限位件和夹具;
2.根据权利要求1所述的翼面焊接工装,其特征在于,所述限位件包括沿与所述安装底板平行的方向上开设的至少一个第一通孔和穿过所述第一通孔的螺纹紧固件,所述限位件通过所述螺纹紧固件与所述夹具紧固连接。
3.根据权利要求2所述的翼面焊接工装,其特征在于,所述限位件靠近所述定位件的一侧设置有凹槽,所述凹槽的形状与所述待焊接翼面零件的边缘相匹配。
4.根据权利要求1所述的翼面焊接工装,其特征在于,所述夹具包括固定件、活动件以及引导件,其中:
5.根据权利要求4所述的翼面焊接工装,其特征在于,所述活动件包括相互连接的活动件本体和调节件,所述活动件本体上沿与所述安装底板的垂直方向设置有第二通孔,所述调节件和所述活动件本体通过所述第二通孔连接,所述调节件用于调节所述活动件本体在所述安装底板的垂直方向上的高度。
6.根据权利要求5所述的翼面焊接工装,其特征在于,所述活动件本体包括靠近所述安装底板的第一面和远离所述安装底板的第二面,所述第二面在所述安装底板上的正投影大于所述第一面在所述安装底板上的正投影;
7.根据权利要求6所述的翼面焊接工装,其特征在于,所述活动件本体的形状包括楔形或锥形。
8.根据权利要求1所述的翼面焊接工装,其特征在于,所述限位组件沿所述定位件的对称轴对称设置。
9.一种翼面焊接方法,其特征在于,使用如权利要求1~8任一项所述的翼面焊接工装对待焊接翼面零件进行焊接,所述翼面焊接方法包括:
10.根据权利要求9所述的翼面焊接方法,其特征在于,所述待焊接翼面零件包括大蒙皮、小蒙皮以及翼面骨架,所述翼面骨架具有相对的第一面和第二面,所述按照预设顺序对所述待焊接翼面零件进行焊接,包括:
技术总结
本发明公开一种翼面焊接工装及翼面焊接方法,涉及飞行器零件制造技术领域,以解决现有的翼面焊接技术效率较低,且在焊接过程中无法及时调整翼面骨架零件校形的程度,难以在实现航空航天类零件的高精度要求的同时,提高焊接效率的问题。所述翼面焊接工装包括:相互连接的安装底板和多个限位组件,其中,每个限位组件包括相互连接的限位件和夹具。安装底板上设置有与待焊接翼面零件嵌合的定位件,多个限位件分别设置于待焊接翼面零件的前缘和后缘在安装底板上的正投影区域外周,夹具与安装底板固定连接。夹具用于调整限位件与待焊接翼面零件之间的距离。
技术研发人员:姜大鹏,冀晓春,李波,董时鑫,康璐璐
受保护的技术使用者:华钛空天(北京)技术有限责任公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!