一种具有阶梯孔的黄铜件的加工工艺的制作方法
本发明涉及金属件加工,特别是涉及一种具有阶梯孔的黄铜件的加工工艺。
背景技术:
1、目前,黄铜件因其出色的耐腐蚀性和承受高温和高压的能力,在管道、自行车及汽车配件等领域均有着广泛的应用。
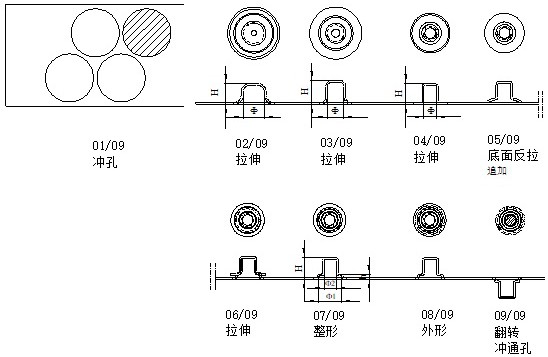
2、这些黄铜管件的结构各种各样,其中有一种如图1所示的具有阶梯孔的套管件,该类套管件阶梯段的尺寸需要拉伸才能完成。通常工艺是由图2工艺图中的04/09工位直接拉伸到06/09工位,但是由于材料的厚度、应力聚集等影响,会导致黄铜管件阶梯段的台阶处发生开裂,进而会影响黄铜管件的性能和使用寿命。
技术实现思路
1、本发明主要解决的技术问题是提供一种具有阶梯孔的黄铜件的加工工艺,通过底面反拉方法释放部分应力,能够提前使材料流动,从而能够拉伸出规定尺寸的呈台阶状的黄铜管件,且台阶处不容易开裂,确保工件的使用性能和使用寿命,该方法简单,投入成本低,具有很好的应用价值。
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种具有阶梯孔的黄铜件的加工工艺,包括以下步骤:
3、(1)开料和冲孔:采用黄铜板材作为基材,在板料上按照规定尺寸冲孔落料切割,制成若干个单体片材;
4、(2)一次拉伸:在单体片材的中心位置冲压拉伸形成几字形件;
5、(3)多次拉伸:继续进行至少两次拉伸;
6、(4)底面反拉:利用反拉冲压模具在拉伸孔台阶处从底面反向拉伸;
7、(5)再次拉伸:继续向着形成阶梯状孔的趋势进行拉伸;
8、(6)整形:进行至少一次整形;
9、(7)翻转冲通孔:翻转并对工件端部冲通孔。
10、在本发明一个较佳实施例中,所述步骤(2)一次拉伸后在中心位置形成有拉伸孔。
11、在本发明一个较佳实施例中,所述步骤(3)多次拉伸包括对工件高度和拉伸孔的孔径进行拉伸。
12、在本发明一个较佳实施例中,所述步骤(4)中从工件底部两侧的内端面反向拉伸直至台阶处的边呈凸弧状。
13、在本发明一个较佳实施例中,所述步骤(6)整形包括整形和外形,其中整形使工件达到近似标准产品,形成阶梯孔状,整形和外形还对工件的高度、阶梯小孔的孔径、阶梯大孔的孔径以及台阶处内圆角和外圆角进行整形。
14、在本发明一个较佳实施例中,所述步骤(7)冲通孔前将工件翻转180°。
15、在本发明一个较佳实施例中,所述步骤(4)底面反拉工序中采用反拉冲压模具,所述反拉冲压模具包括:设有凹模的上模座以及设有冲头的下模座,
16、所述上模座的下表面设置有上垫板,所述上垫板上安装有上受力板,所述上受力板的下表面设置有凹模板,所述凹模设置在凹模板上,
17、所述下模座的上表面设置有下受力板,所述下受力板的上表面设置有冲头固定板,所述冲头设置在冲头固定板上,所述冲头相对于所述凹模设置,所述上模座与所述下模座进行相对运动以使冲头对工件进行冲孔加工。
18、在本发明一个较佳实施例中,所述冲头顶端部呈台阶状,该台阶转角处成凸弧状,与凹模型腔相适配。
19、在本发明一个较佳实施例中,还包括一卸料块和卸料板,所述卸料块与所述凹模连通并能够在工件冲孔后使工件从凹模上流出,所述卸料板设置在凹模下方,所述卸料板的下表面设置有下垫板。
20、在本发明一个较佳实施例中,所述上模座和下模座上设置有对应布置的导向柱和导向套。
21、本发明的有益效果是:设计配套反拉模具,该模具结构简单,使用方便,通过底面反拉方法释放部分应力,提前使材料流动,从而能够拉伸出规定尺寸的呈台阶状的黄铜管件,且台阶处不容易开裂,确保工件的使用性能和使用寿命,该方法简单,投入成本低,具有很好的应用价值。
技术特征:
1.一种具有阶梯孔的黄铜件的加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的具有阶梯孔的黄铜件的加工工艺,其特征在于,所述步骤(2)一次拉伸后在中心位置形成有拉伸孔。
3.根据权利要求2所述的具有阶梯孔的黄铜件的加工工艺,其特征在于,所述步骤(3)多次拉伸包括对工件高度和拉伸孔的孔径进行拉伸。
4.根据权利要求4所述的具有阶梯孔的黄铜件的加工工艺,其特征在于,所述步骤(4)中从工件底部两侧的内端面反向拉伸直至台阶处的边呈凸弧状。
5.根据权利要求1所述的具有阶梯孔的黄铜件的加工工艺,其特征在于,所述步骤(6)整形包括整形和外形,其中整形使工件达到近似标准产品,形成阶梯孔状,整形和外形还对工件的高度、阶梯小孔的孔径、阶梯大孔的孔径以及台阶处内圆角和外圆角进行整形。
6.根据权利要求1所述的具有阶梯孔的黄铜件的加工工艺,其特征在于,所述步骤(7)冲通孔前将工件翻转180°。
7.根据权利要求1所述的具有阶梯孔的黄铜件的加工工艺,其特征在于,所述步骤(4)底面反拉工序中采用反拉冲压模具,所述反拉冲压模具包括:设有凹模的上模座以及设有冲头的下模座,
8.根据权利要求7所述的具有阶梯孔的黄铜件的加工工艺,其特征在于,所述冲头顶端部呈台阶状,该台阶转角处成凸弧状,与凹模型腔相适配。
9.根据权利要求7所述的具有阶梯孔的黄铜件的加工工艺,其特征在于,还包括一卸料块和卸料板,所述卸料块与所述凹模连通并能够在工件冲孔后使工件从凹模上流出,所述卸料板设置在凹模下方,所述卸料板的下表面设置有下垫板。
10.根据权利要求7所述的具有阶梯孔的黄铜件的加工工艺,其特征在于,所述上模座和下模座上设置有对应布置的导向柱和导向套。
技术总结
本发明公开了一种具有阶梯孔的黄铜件的加工工艺,包括以下步骤:开料和冲孔:采用黄铜板材作为基材,在板料上按照规定尺寸冲孔落料,制成若干个单体片材;一次拉伸:在单体片材中心冲压拉伸形成几字形件;多次拉伸:继续进行至少两次拉伸;底面反拉:利用反拉冲压模具在拉伸孔台阶处从底面反向拉伸;再次拉伸:继续向着形成阶梯状孔的趋势进行拉伸;整形:进行至少一次整形;翻转冲通孔:翻转并对工件端部冲通孔。通过上述方式,本发明具有阶梯孔的黄铜件的加工工艺通过底面反拉方法释放部分应力,提前使材料流动,从而能够拉伸出规定尺寸的呈台阶状的黄铜管件,且台阶处不容易开裂,确保工件的使用性能和使用寿命。
技术研发人员:周光侦,刘勇
受保护的技术使用者:无锡诹访拓新精机有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!