一种铌合金与镍基高温合金搭接接头的激光焊接方法
本发明属于异质金属激光焊接,特别是一种铌合金与镍基高温合金搭接接头的激光焊接方法。
背景技术:
1、碱金属冷却堆电源换热器需要具有良好的耐碱金属腐蚀的能力,同时,辐射散热器的高散热需求使得工件热温度高、进而要求热源工作温度相应提高,要求材料具有良好的高温持久强度,与良好的成形性能。
2、铌合金具有良好的室温塑性、优异的机械加工性能、良好的导热性、耐碱金属腐蚀性能以及较高的高温强度,因此nb合金适合用于锂冷等核反应堆换热器的碱金属侧部件。镍基高温合金具有良好的室温强度及塑性、较高的持久蠕变强度以及良好的抗氧化性和冲击、焊接等性能,适合制造核反应堆发电机换热器的气冷侧部件。换句话说,需要在一个复杂形状的密封结构中同时使用铌合金和镍基合金这两种材料。因此,迫切需要实现铌合金与镍基高温合金的可靠连接。
3、铌合金与镍基高温合金的焊接存在许多问题。首先,易生成脆性金属间化合物导致焊后立即开裂。nb-ni体系中存在3种低熔点的化合物:ni8nb、ni3nb和ni6nb7。ni3nb又称初始δ相是硬而脆的相,与基体之间为非共格界面,在受力塑性变形过程中无强化相析出区会成为应变集中区,在承受应变时的δ相与基体之间容易因为应变量差异而在界面上开裂;其次,难熔金属熔焊时出现气孔缺陷几率较大,同时叠层材料之间间隙的存在进一步增大了产生气孔缺陷的几率;此外,异质材料的连接还存在较大的应力变形问题。
4、目前,使用钎焊可以实现铌合金和镍基高温合金的连接,获得润湿性良好、组织致密、无缺陷的接头,但是钎料熔点较低、高温性能差,难以满足铌合金和镍基高温合金高温服役要求。扩散焊与爆炸焊是连接异种金属材料的优异方法,可以获得无缺陷的铌合金和镍基高温合金接头,但是爆炸焊难以进行不同尺寸和复杂曲面形状的铌合金和镍基高温合金的连接,扩散焊对装配间隙与焊接时施加的压力要求高,难以进行大尺寸、大幅面的铌合金和镍基高温合金连接。
5、因此,本发明基于“冶金相容性”设计了一种双中间层的冶金过渡方案,采用低真空环境焊接的措施来抑制气孔缺陷,采用低热输入激光焊方法和低膨胀系数中间层来控制变形。本发明所述技术具有脆性相少,缺陷少,变形小,接头高温性能优异的优点,而且采用本发明技术时对装配间隙要求低,焊接效率高。
6、在背景技术部分中公开的上述信息仅仅用于增强对本发明背景的理解,因此可能包含不构成在本领域普通技术人员公知的现有技术的信息。
技术实现思路
1、针对现有技术中存在的问题,本发明提出一种铌合金与镍基高温合金搭接接头的激光焊接方法,旨在解决铌基合金和镍基高温合金异种金属材料焊接过程中由于脆性金属间化合物导致的裂纹问题。该方法可以实现对铌合金和镍基高温合金的有效连接,成功解决铌合金于镍基高温合金异质接头激光焊接后开裂问题,提高铌合金和镍基高温合金连接件的力学性能。
2、本发明的目的是通过以下技术方案予以实现,铌合金与镍基高温合金搭接接头的激光焊接方法包括以下步骤,
3、步骤1:对待焊的铌合金、钛中间层、铼中间层、镍基高温合金的待焊区域分别进行砂纸细磨、抛光、蒸馏水清洗、丙酮浸泡超声清洗及烘干;
4、步骤2:将铌合金、钛中间层、铼中间层、镍基高温合金按顺序依次叠放在一起构成待焊工件,将待焊工件置于惰性气体保护的低真空环境中,使用压板将叠放在一起的待焊工件压紧,低真空环境真空度为100pa~500pa;
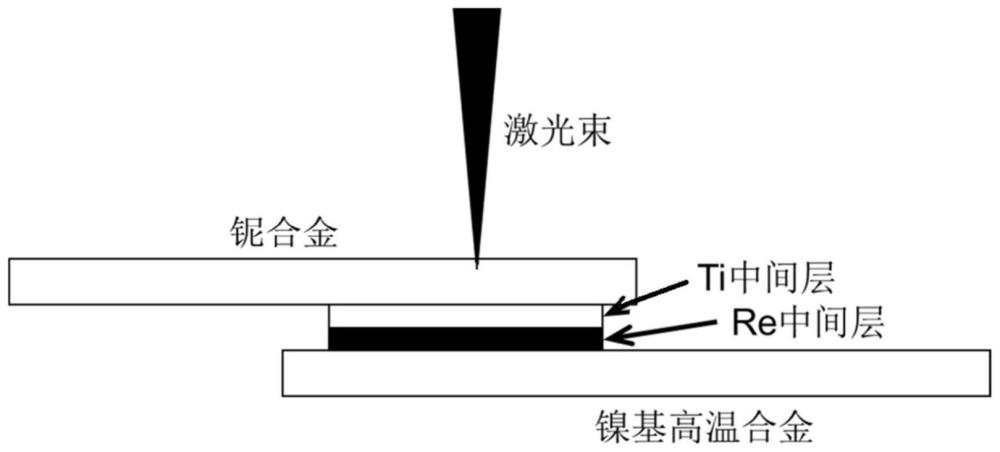
5、步骤3:完成待焊接工件的激光搭接焊,在焊接过程中,激光垂直入射于铌合金表面,依次穿过铌合金、钛中间层、铼中间层、镍基高温合金,使钛中间层、铼中间层的金属与两侧铌合金、镍基高温合金相互熔合,形成搭接接头。
6、所述的方法中,步骤1中,所述铌合金包括nb521、nb1zr,所述镍基高温合金包括gh3128、k447a。
7、所述的方法中,所述铌合金的厚度为2mm~4mm,所述镍基高温合金的厚度为2mm~4mm,所述钛中间层的厚度为0.5mm~1mm,宽度为5mm~10mm,所述铼中间层的厚度为0.3mm~1mm,宽度为5mm~10mm。
8、所述的方法中,铌合金、钛中间层、铼中间层、镍基高温合金两两之间的搭接间隙范围0mm~0.2mm。
9、所述的方法中,步骤2中,在压紧的过程中铌合金与镍基高温合金两侧非重叠区域各放置一垫片使得工件装夹紧凑。
10、所述的方法中,步骤3中,激光焊接的功率为3500w~4500w,焊接速度为35mm/s~45mm/s,激光离焦量为-2mm~+2mm,激光光斑直径为0.2mm,激光的入射方向为垂直于材料表面入射。
11、所述的方法中,铌合金、钛中间层、铼中间层、镍基高温合金自上而下呈现出窄-宽-窄-宽的变径铆接式焊缝。
12、所述的方法中,步骤3中,nb-ti体系无金属间化合物,ti-re体系中re在钛中的固溶度达到了40wt.%,re-ni体系中无金属间化合物,即任意相邻两层金属之间都具有良好的冶金相容性。
13、所述的方法中,步骤3中,铌合金和钛中间层厚度之和不超过镍基高温合金厚度,且re熔化宽度不大于焊缝平均宽度的40%。
14、所述的方法中,步骤3中,进入上部铌合金熔池中ni元素的含量低于20%,进入下部镍基高温合金熔池中nb元素的含量低于20%。
15、和现有技术相比,本发明具有以下优点:铌合金与镍基高温合金搭接接头的激光焊接方法采用ti、re两种元素作为中间层元素,其中ti元素与nb元素无限互溶无金属间化合物,ni元素与re元素无限互溶无金属间化合物,re元素在ti元素中有较大的固溶度,达到了40wt.%,且由于re元素熔点高,在搭接接头中的熔化量少,故接头不易产生脆性金属件化合物。避免了产生nb和ni的脆性金属间化合物,抑制了焊缝开裂的问题。
16、本发明使用的中间层元素re的熔点高,ti的熔点低,固在激光一穿四的搭接接头中,re元素熔池很窄起到了一个阻隔作用,阻碍了上下熔池中的nb与ni元素的混溶。同时,re、ti元素在熔池中对焊缝金属起到了固溶强化的作用,使焊缝区显微硬度增高。再者,由于re元素热膨胀系数小于nb、ni元素,对减小变形和提高接头力学性能有益。
17、经试验,采用本发明后铌合金与镍基高温合金的激光搭接接头的强韧性得到显著提高,焊接接头最窄处室温拉剪强度达到了391mpa,拉剪断裂位置位于铌锆侧焊缝处,焊缝拉伸断口微观形貌主要表现为解理断裂。
技术特征:
1.一种铌合金与镍基高温合金搭接接头的激光焊接方法,其特征在于,其包括以下步骤,
2.如权利要求1所述的方法,其特征在于,优选的,步骤1中,所述铌合金包括nb521、nb1zr,所述镍基高温合金包括gh3128、k447a。
3.如权利要求1所述的方法,其特征在于,步骤2中,在压紧的过程中铌合金与镍基高温合金两侧非重叠区域各放置一垫片使得工件装夹紧凑。
4.如权利要求1所述的方法,其特征在于,步骤3中,nb-ti体系无金属间化合物,ti-re体系中re在钛中的固溶度达到了40wt.%,re-ni体系中无金属间化合物。
5.如权利要求1所述的方法,其特征在于,步骤3中,铌合金和钛中间层厚度之和不超过镍基高温合金厚度,且re熔化宽度不大于焊缝平均宽度的40%。
6.如权利要求1所述的方法,其特征在于,步骤3中,进入上部铌合金熔池中ni元素的含量低于20%,进入下部镍基高温合金熔池中nb元素的含量低于20%。
技术总结
一种铌合金与镍基高温合金搭接接头的激光焊接方法,方法中,对待焊的铌合金、钛中间层、铼中间层、镍基高温合金的待焊区域分别进行砂纸细磨、抛光、蒸馏水清洗、丙酮浸泡超声清洗及烘干;将铌合金、钛中间层、铼中间层、镍基高温合金按顺序依次叠放在一起构成待焊工件,将待焊工件置于惰性气体保护的低真空环境中,使用压板将叠放在一起的待焊工件压紧,低真空环境真空度为100Pa~500Pa;完成待焊接工件的激光搭接焊,在焊接过程中,激光垂直入射于铌合金表面,依次穿过铌合金、钛中间层、铼中间层、镍基高温合金,使钛中间层、铼中间层的金属与两侧铌合金、镍基高温合金相互熔合,形成搭接接头。
技术研发人员:张林杰,于涵,冯超,宁杰,王祥
受保护的技术使用者:西安交通大学
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!