一种适用于大型凸台类模具的硬加工方法与流程
本发明涉及凸台类模具的制作工艺方法,具体说是一种适用于大型凸台类模具的硬加工方法。
背景技术:
1、现有技术中的大型凸台类模具如:公开(公告)号:cn 106734816 a所公开的技术方案,通常包括凸模,上模以及凸台等部件,现有技术中该类凸台类的模具可通过模具制作而成,但是通常大型的凸台类模具由于尺寸较大,因此很难通过模具制作的方式进行加工,而通过是采用机械加工的方式进行硬加工而成。
2、而现有技术的大型凸台模具加工技术中,加工步骤如下:粗加工、半精加工,残料加工以及精加工;而这类大型凸台类模具在硬加工、机加工的技术领域中通常存在以下技术缺点:
3、1)大型凸台类模具由于尺寸较大,加工过程中应力难以释放,凸台结构非常容易断裂,同时也因为放电加工使现有的模具表面存在白亮层,易引起脆化,造成断裂;
4、2)现有的大型凸台类模具的尺寸波动较大,这是因为加工时放电加工时间长,电极消耗快,从而产生较大的尺寸波动,对精确加工等产生影响。
5、为了解决上述技术问题,需要研发一种加工方便,提高加工效率和质量的适用于大型凸台类模具的硬加工方法。
技术实现思路
1、本发明的目的是针对现有技术存在的不足,提供一种适用于大型凸台类模具的硬加工方法;其技术方案如下:
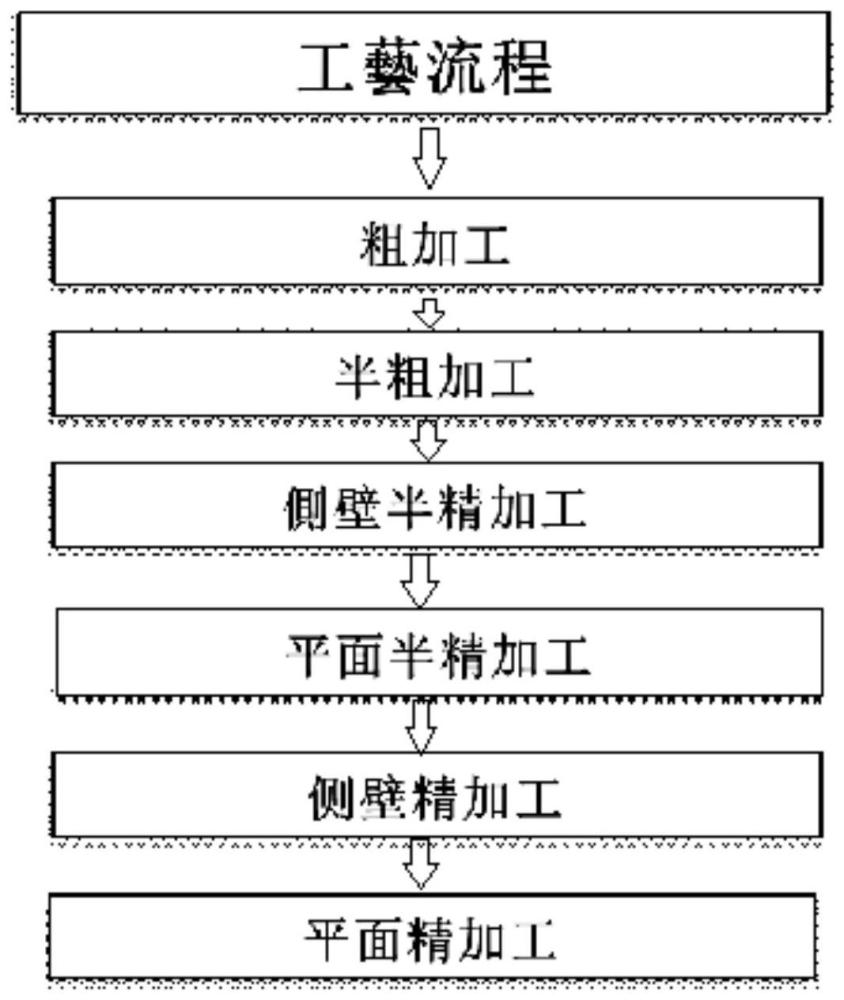
2、一种适用于大型凸台类模具的硬加工方法,包括以下依次进行的加工步骤:粗加工,半粗加工,侧壁半精加工、平面半精加工,侧壁精加工以及平面精加工。
3、进一步地,所述的粗加工和半粗加工均采用圆鼻刀加工刀具,且粗加工刀具直径为6mm,刀具r角设置为0.3mm,刀具转速设置为5000转/min,进给速度设置为1000mm/min,进给量0.08;而半粗加工刀具直径设置为4mm,刀具r角设置为0.3mm,刀具转速设置为7000转/min,进给速度设置为800mm/min,进给量0.05.
4、利用d6*r0.3及d4*r0.3两种刀具高效率铣削出大型凸台类模具的面取形状。
5、进一步地,所述的侧壁半精加工采用圆鼻刀进行加工,且刀具直径设置为2mm,刀具r角设置为0.3mm,刀具转速设置为15000转/min,进给速度1500mm/min,进给量0.025。
6、使用d2*r0.3圆鼻刀一次性完成大型凸台类模具的侧面及底面r角的铣削。
7、进一步地,所述的平面半精加工采用球刀作为加工刀具,且该刀具直径设置为1mm,刀具r角设置为0.5mm,刀具转速设置为25000转/min,进给速度设置为1200mm/min,进给量0.025。
8、进一步地,所述的侧壁精加工采用cbn圆鼻刀作为加工刀具,且圆鼻刀的直径设置为2mm,且刀具r角设置为0.3mm,转速设置为24000转/min,进给速度设置为1200mm/min,进给量0.02。
9、采用d2*r0.3的cbn圆鼻刀铣削大型凸台类模具的侧面,使得加工出来的侧面及底面r弧平整光滑。
10、进一步地,所述的平面精加工采用cbn球刀作为加工工具,该球刀刀具的直径设置为1mm,刀具r角设置为0.5mm,转速设置为25000转/min,进给速度1500mm/min,进给量0.02。
11、采用r0.5cbn球刀铣削出的大型凸台类模具的纹理平整细腻,表面无刀痕,节省抛光时间。
12、有益效果:本发明具有以下有益效果:本发明的硬加工方法具体包括以下步骤:粗加工,半粗加工,侧壁半精加工、平面半精加工、侧壁精加工以及平面精加工;与现有技术相比,增加了侧壁半精加工、平面半精加工、侧壁精加工以及平面精加工的技术方案,使用侧壁半精加工和平面半精加工保证侧壁及平面的余量均匀。侧壁精加工则选用高韧性,高耐磨性及振动小的cbn圆角刀,平面精加工则选用转速高,耐磨性好的cbn球刀,最终加工出的大型凸台模具的侧壁以及底面的r弧平整光滑,整体结构平整细腻,表面无刀痕,节省抛光时间,对模具精度影响小,对于硬度高的此类模具,可以有效降低加工难度,提高加工质量和加工效率。
技术特征:
1.一种适用于大型凸台类模具的硬加工方法,其特征在于:包括以下依次进行的加工步骤:粗加工,半粗加工,侧壁半精加工、平面半精加工,侧壁精加工以及平面精加工。
2.根据权利要求1所述的一种适用于大型凸台类模具的硬加工方法,其特征在于:所述的粗加工和半粗加工均采用圆鼻刀加工刀具,且粗加工刀具直径为6mm,刀具r角设置为0.3mm,刀具转速设置为5000转/min,进给速度设置为1000mm/min,进给量0.08;而半粗加工刀具直径设置为4mm,刀具r角设置为0.3mm,刀具转速设置为7000转/min,进给速度设置为800mm/min,进给量0.05.
3.根据权利要求1所述的一种适用于大型凸台类模具的硬加工方法,其特征在于:所述的侧壁半精加工采用圆鼻刀进行加工,且刀具直径设置为2mm,刀具r角设置为0.3mm,刀具转速设置为15000转/min;进给速度设置为1500mm/min,进给量0.025;使用d2*r0.3圆鼻刀一次性完成大型凸台类模具的侧面及底面r角的铣削。
4.根据权利要求1所述的一种适用于大型凸台类模具的硬加工方法,其特征在于:所述的平面半精加工采用球刀作为加工刀具,且该刀具直径设置为1mm,刀具r角设置为0.5mm,刀具转速设置为25000转/min,进给速度设置为1200mm/min,进给量0.025。
5.根据权利要求1所述的一种适用于大型凸台类模具的硬加工方法,其特征在于:所述的侧壁精加工采用cbn圆鼻刀作为加工刀具,且圆鼻刀的直径设置为2mm,且刀具r角设置为0.3mm,转速设置为24000转/min,进给速度设置为1200mm/min,,进给量0.02;
6.根据权利要求1所述的一种适用于大型凸台类模具的硬加工方法,其特征在于:所述的平面精加工采用cbn球刀作为加工工具,该球刀刀具的直径设置为1mm,刀具r角设置为0.5mm,转速设置为25000转/min,进给速度1500mm/min,,进给量0.02;
技术总结
本发明公开一种适用于大型凸台类模具的硬加工方法,具体包括以下步骤:粗加工,半粗加工,侧壁半精加工、平面半精加工、侧壁精加工以及平面精加工;与现有方法相比,增加了侧壁半精加工、平面半精加工、侧壁精加工以及平面精加工的技术方案。使用侧壁半精加工和平面半精加工保证侧壁及平面的余量均匀。侧壁精加工则选用高韧性,高耐磨性及振动小的CBN圆鼻刀,平面精加工则选用转速高,耐磨性好的CBN球刀,最终加工出的大型凸台模具的侧壁以及底面的R弧平整光滑,整体结构平整细腻,表面无刀痕,节省抛光时间,对模具精度影响小。对于硬度高的此类模具,采用此硬加工方法可有效降低加工难度,提高加工质量和加工效率。
技术研发人员:郑亚南
受保护的技术使用者:扬州保来得科技实业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!