一种明弧焊耐磨板堆焊用药芯焊丝的制作方法
本发明涉及焊接材料,特别是涉及一种明弧焊耐磨板堆焊用药芯焊丝。
背景技术:
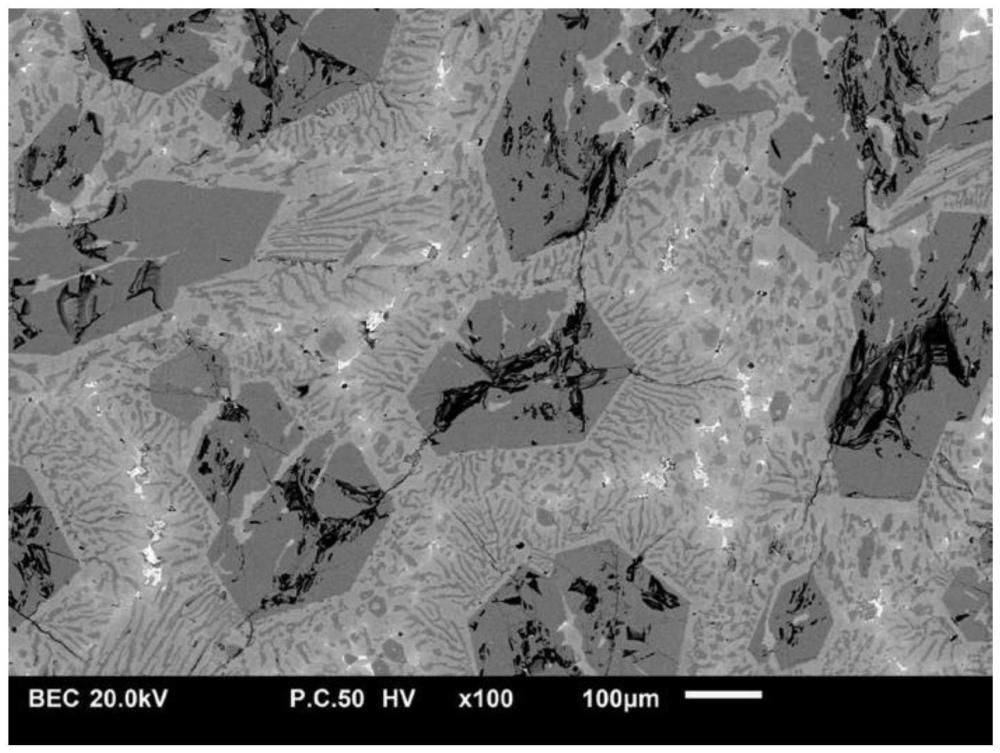
1、利用明弧堆焊方法制得的堆焊合金具有良好的耐磨性,堆焊金属与母材的结合性良好,堆焊耐磨层由共晶的渗碳体、奥氏体组成基体;其上均匀分布大量高耐磨m7c3型碳化铬,碳化铬的硬度可达hv1 700,是构成高耐磨结构的骨架,碳化铬呈六方晶体生长,垂直于堆焊层表面,基体与硬质抗磨质点的最佳配合,使材料具有优异的耐磨性,堆焊过程中,高铬铸铁堆焊金属产生垂直于焊缝的应力释放裂纹,可以减少堆焊合金断裂脱落的可能性。
2、由于硬面层与母材的热膨胀系数差异较大,因此堆焊后会产生很大的残留应力,虽然生产过程中由于冷却速度快可以产生应力释放裂纹来释放过高的残留应力,但若冷却速度不够快,则应力释放不够完整,容易产生较长且开口较宽的应力释放裂纹,反而会使硬面层容易受冲击而剥落掉块,甚至导致母材断裂,影响使用耐磨板的使用寿命。
3、因此通常在堆焊生产复合耐磨板时,会透过于母材背面喷水冷却方式,提高冷却速率,但若冷却不均匀,仍然容易产生问题,基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种明弧焊耐磨板堆焊用药芯焊丝。
技术实现思路
1、本发明主要解决的技术问题是提供一种明弧焊耐磨板堆焊用药芯焊丝,即使耐磨板堆焊生产时冷却速度不够快或不加水冷强制冷却,仍能生成均匀分布且细致的应力释放裂纹,有助于提高此堆焊复合耐磨板的耐冲击性。
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种明弧焊耐磨板堆焊用药芯焊丝,该种明弧焊耐磨板堆焊用药芯焊丝包括以下成分:碳化铬粉25%~35%,钨铁粉5%~10%,高碳锰铁粉1%~3%,石墨粉2%~3.5%,钢带50%~60%,其中碳化铬粉、钨铁粉、高碳锰铁粉和石墨粉充分搅拌且包裹于钢带内。
3、优选的是,明弧焊堆焊过程中,焊丝中钨铁粉的钨元素w跟高碳锰铁粉、碳化铬粉及石墨粉中的碳元素c结合,形成w2c碳化钨析出物。
4、优选的是,该焊丝中钨元素w元素质量百分比为:w:2wt%~8wt%。
5、与现有技术相比,本发明的有益效果是:
6、除了原本的六角柱状碳化铬析出物外,焊层熔金内可发现少量均匀分布的w2c碳化钨析出,此碳化钨较为硬脆,冷却过程中会有微裂纹产生,可促使耐磨板硬面层内应力释放裂纹生成且均匀分布,即使冷却速度较低仍能有效果,可使硬面层残留应力降低,减少硬面层使用容易受冲击剥落的风险具有良好的力学性能和使用性能。
技术特征:
1.一种明弧焊耐磨板堆焊用药芯焊丝,其特征在于:焊丝成分为:碳化铬粉25%~35%,钨铁粉5%~10%,高碳锰铁粉1%~3%,石墨粉2%~3.5%,钢带50%~60%,其中碳化铬粉、钨铁粉、高碳锰铁粉和石墨粉充分搅拌且包裹于钢带内。
2.根据权利要求1所述的一种明弧焊耐磨板堆焊用药芯焊丝,其特征在于:明弧焊堆焊过程中,焊丝中钨铁粉的钨元素w跟高碳锰铁粉、碳化铬粉及石墨粉中的碳元素c结合,形成w2c碳化钨析出物。
3.根据权利要求1所述的一种明弧焊耐磨板堆焊用药芯焊丝,其特征在于:该焊丝中钨元素w元素质量百分比为:w:2wt%~8wt%。
技术总结
本发明公开了一种明弧焊耐磨板堆焊用药芯焊丝,包括钢带以及包裹于钢带内的碳化铬粉、钨铁粉、高碳锰铁粉和石墨粉,其中各组分按照重量百分比如下:碳化铬粉25%~35%,钨铁粉5%~10%,高碳锰铁粉1%~3%,石墨粉2%~3.5%,钢带50%~60%。通过上述方式,本发明能够析出均匀分布高硬度碳化钨,有助于应力释放裂纹均匀生成,有助于提高此堆焊复合耐磨板的耐冲击性。
技术研发人员:庄铭浩
受保护的技术使用者:苏州优霹耐磨复合材料有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!